TABLE OF CONTENTS
SAFETY...........................................................................................................................................01
INSTALLATION...............................................................................................................................05
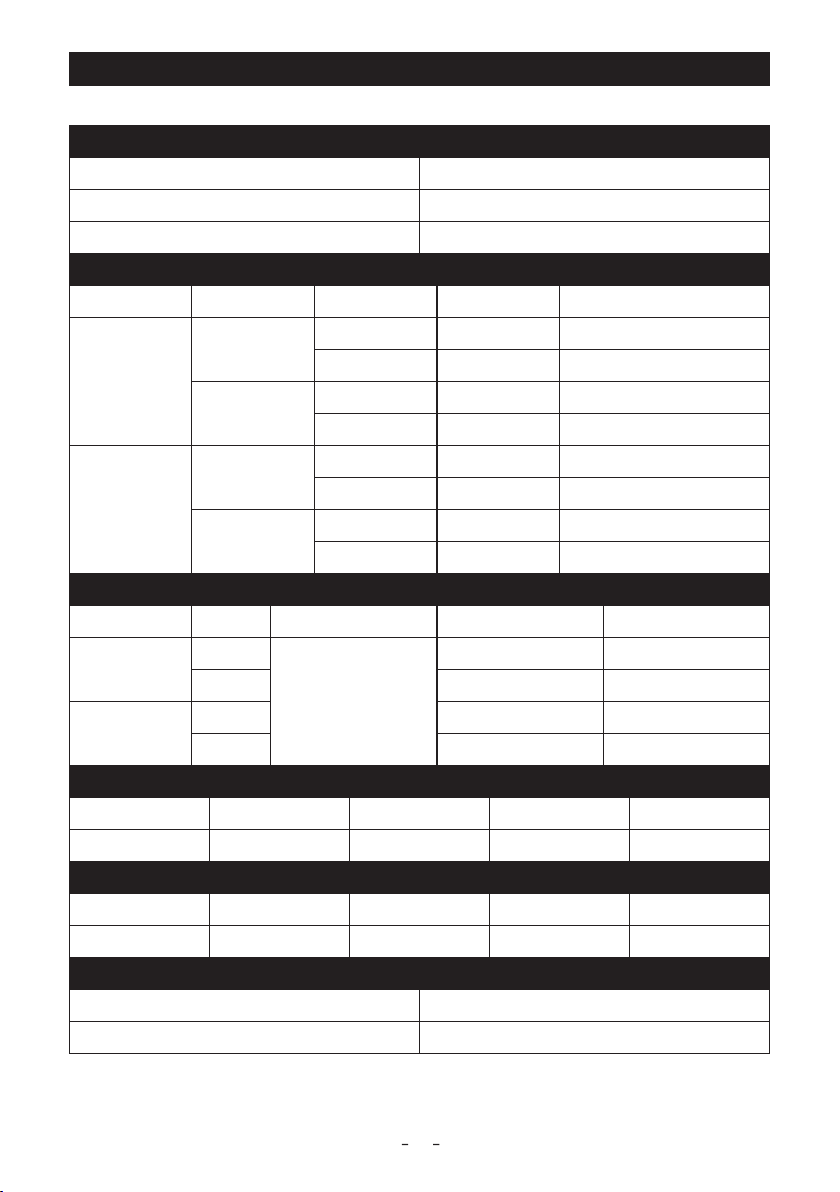
TECHNICAL SPECIFICATIONS ..................................................................................................05
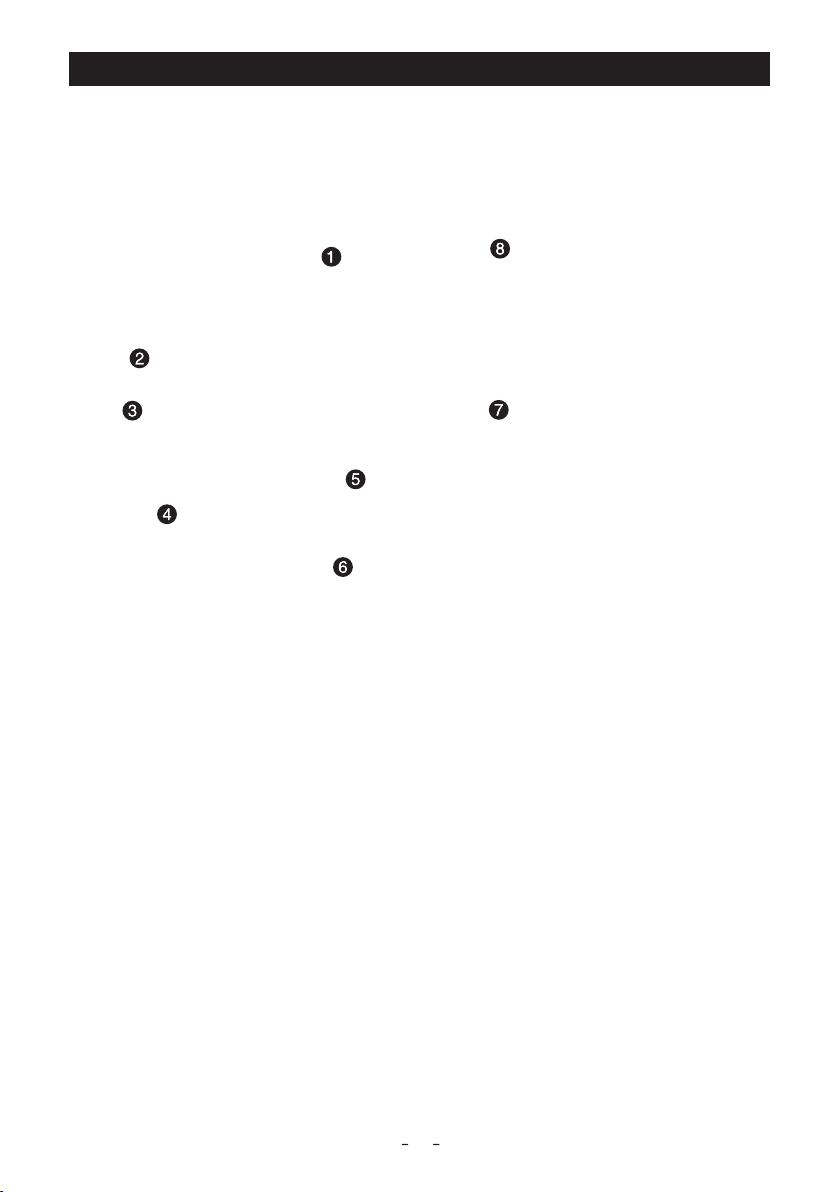
INCLUDED COMPONENTS ........................................................................................................06
SAFETY PRECAUTIONS .............................................................................................................07
SUITABLE LOCATION .................................................................................................................07
GRINDING ....................................................................................................................................07
STACKING ...................................................................................................................................07
LIFTING ........................................................................................................................................07
TILTING ........................................................................................................................................07
ENCLOSURE RATING .................................................................................................................07
MACHINE GROUNDING ..............................................................................................................07
INPUT CONNECTION ..................................................................................................................08
INPUT FUSE AND SUPPLY WIRE ..............................................................................................08
INPUT VOLTAGE .........................................................................................................................08
OUTPUT CONNECTIONS ...........................................................................................................08
CONNECTION DIAGRAMS FOR THE TIG-225P ........................................................................09
OPERATION....................................................................................................................................10
CASE FRONT & BACK CONTROLS ...........................................................................................10
USER INTERFACE CONTROLS .................................................................................................11
PROCESS, OUTPUT CONTROL .................................................................................................11
2-STEP FUNCTIONALITY, OUTPUT ON ....................................................................................12
4-STEP FUNCTIONALITY, OUTPUT ON ....................................................................................12
SEQUENCER FUNCTIONS, PULSE SEQUENCER FUNCTIONS .............................................13
SETUP MENU STICK WELDING (SMAW) ..................................................................................14
SAFETY PRECAUTIONS..............................................................................................................15
ROUTINE AND PERIODIC ENGINE MAINTENANCE.................................................................15
THERMOSTATIC PROTECTION..................................................................................................15
TROUBLESHOOTING....................................................................................................................16
SAFETY PRECAUTIONS .............................................................................................................16
HOW TO USE TROUBLESHOOTING GUIDE .............................................................................16
TROUBLESHOOTING GUIDE .....................................................................................................16
WIRING DIAGRAM.........................................................................................................................19