To: Sales Order:
Number:
Date:
PO:
B.N.W. Industries Terms:
7930 N. 700 E. Amount
Tippecanoe, IN. 1
46570 USA
Office 574-353-7855
Fax 574-353-8152 Gas safety and modulating control valves
Web www.belt-o-matic.com Belt wiper product spreader, two 1-Hp drives
Mild steel construction, insulated, Zoltec Blue
Auto fines clean out in bottom plenum of dryer, 1-Hp drive
No pre--wired electric control panel
No variable speed drives for motors
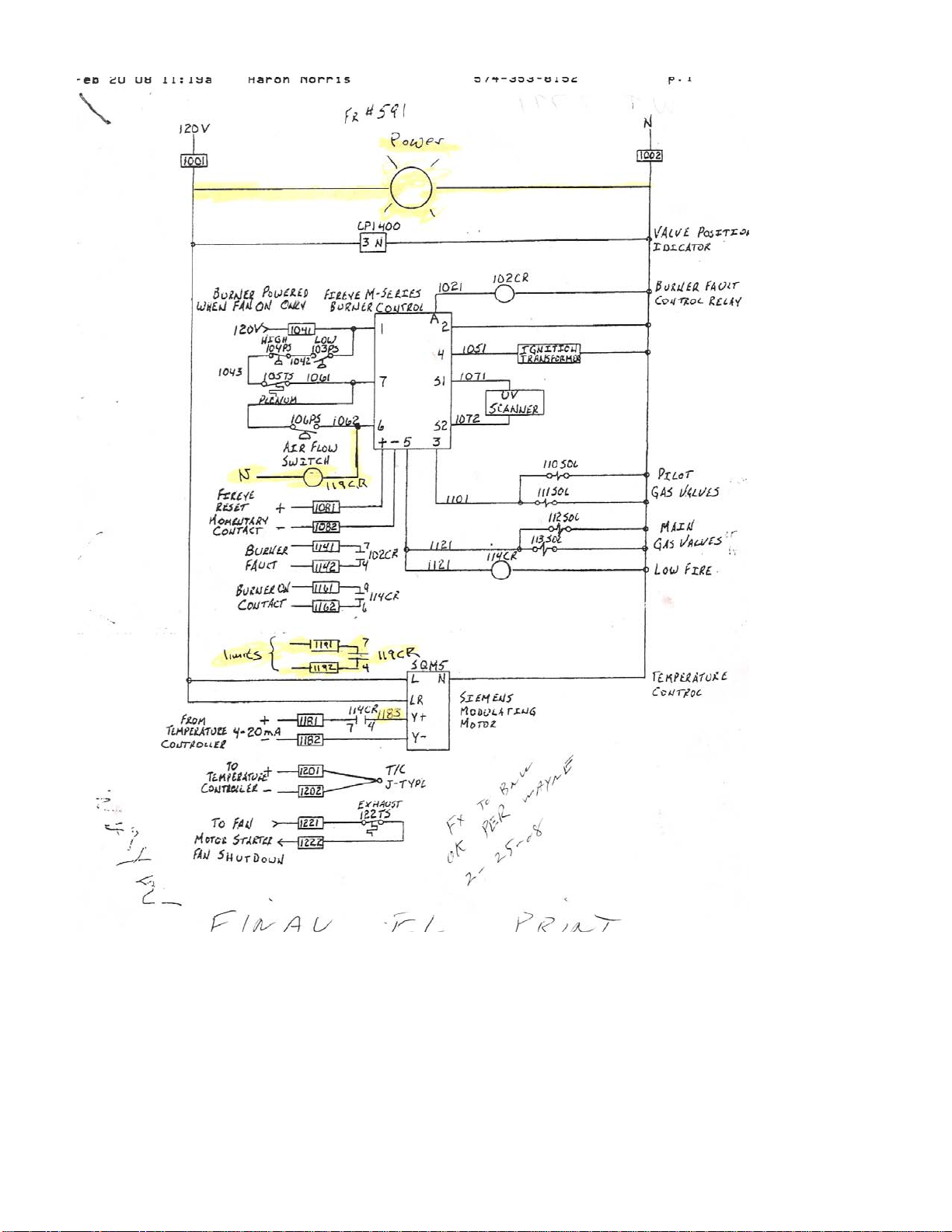
Fireye "M" series flame monitor, dwyer vacuum airflow
switch, ignition transformer, electric jct box (NEMA 4),
Important Note
% Down 35%
Entered By
Aaron Norris Total
Down Pmt
Received By: Balance
Date:
-$
All Prices in US Dollars
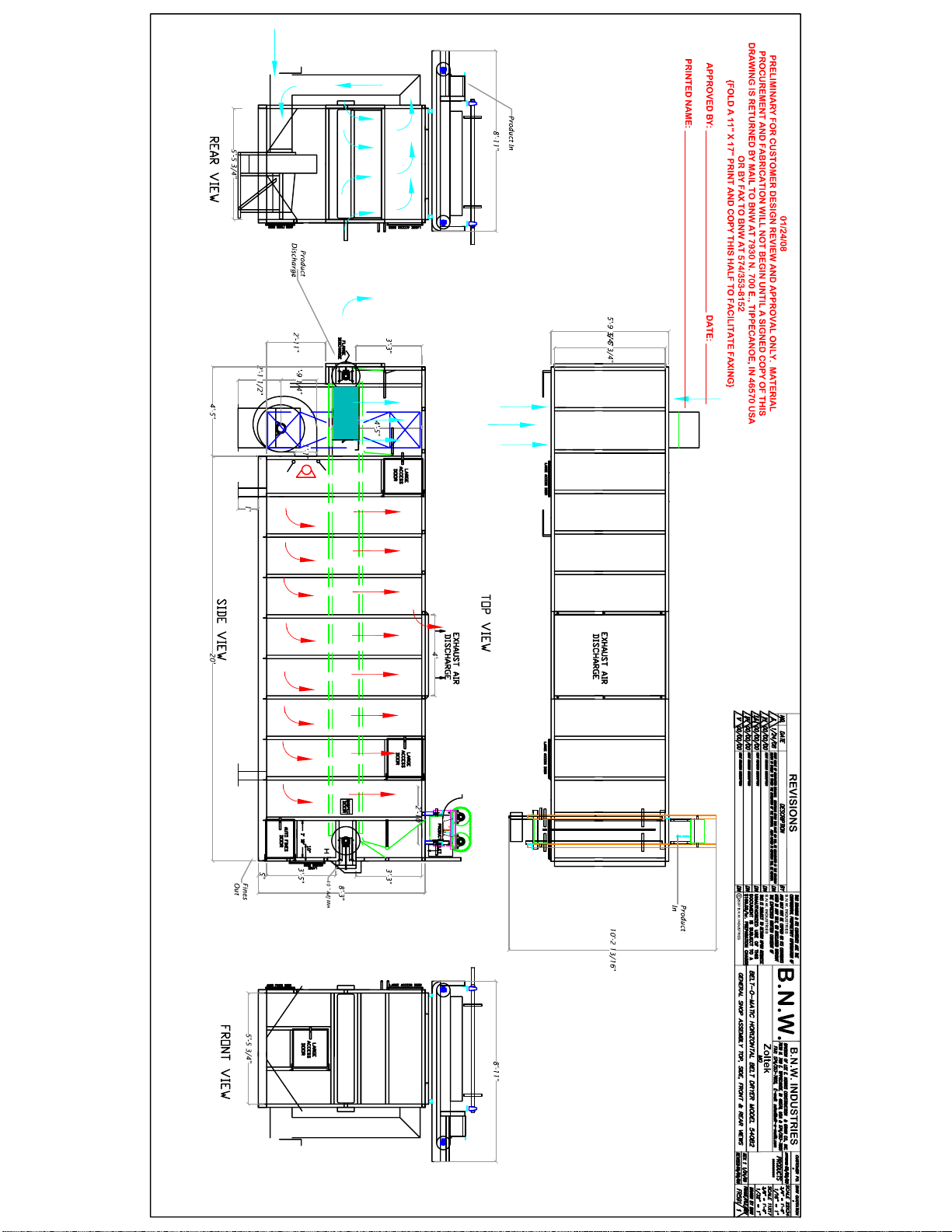
5' wide x 24' long, single-pass air up dry and cool
Belt-o-matic model 5-303B carbon pellet dryer/cooler
FOB Tippecanoe, IN, 46570. Allow 10 weeks ARO. Dated Required 2/15/08
35% down, 50% when ready to ship, 15% 30 days.
Description Price
Zoltec Corporation
Clancy Duttlinger
3101 McKelvey Road
St. Louis, MO. 63044
Product feed and discharge conveyors and fines discharge conveyor
and typical wiring scehmatic.
Not included
Air intake air duct
Motor controls for spreader, auto fines, and combustion blower
122670
All quotes are good for 30 days
Transportation, installation, and foundation
Electric power and gas supply
Pre-wired electric control cabinet
Temperature controller and thermocoupler
Variable speed drives for fan and conveyor motors
X
07247R3
1/7/2008
High temperature limit switches & dial temperature thermometers
Perforated plate conveyor belt with 0.078 x 0.156 slots, 304SS
3-Hp NYB combustion blower series 20 GI fan, 2500 CFM
3/4-Hp conveyor drive
TEFC premium efficiency motors 240/480 volt, 3 phase
Maxon Ovenpak gas burner, 750,000 Btu maximum
60" width belt w/ 2" tall side plates & 6" pitch mild steel roller chain
BNW Industries is not responsible for
compliance of required local, state,
and national regulatory guidelines
concerning gas, burner, and electrical
features. "As built" electrical
schematic is included. UL approved
electric enclosure available at an
additional cost. All pricing is for
budget purposes. Final pricing will be
submitted after approved engineering
drawings. B.N.W. Industries is NOT
responsible for any and all sales, use,
import or value added taxes.
Cyclone and fan for cleaning exhaust air & exhaust air duct
-$ -$