TOGGLE-AIRE MODEL 2530 & 3530 SERIES PRESSES
INSTALLATION, OPERATION, AND MAINTENANCE
-8-
NOTE: In some cases, with the ram is in
the down position and the air is
on, it may not be possible to
adjust the ram up. To adjust up,
shut off air supply before
adjusting.
2. Final adjustments should always
be made by screwing the ram down
to the desired point.
3. Lock the ram adjusting screw in
place with the lock nut.
NOTE: Once tools have been set, always
replace all press guards before
proceeding.
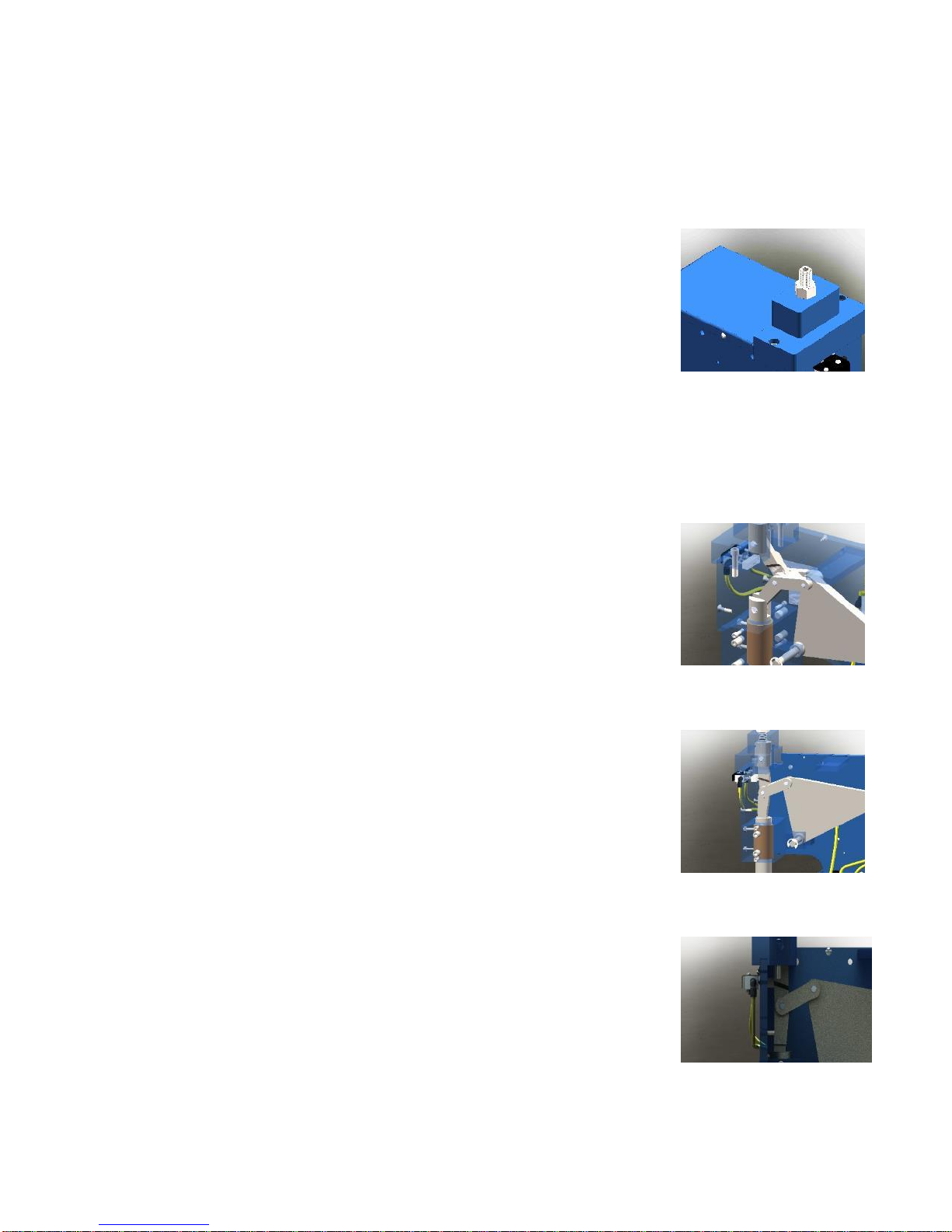
3. Important principles of set up and
operation.
(See photos 2.10, 2.11, 2.12)
When setting up and operating it is
important to keep in mind that the press is
a pneumatically powered TOGGLE press.
The key element in the machine is the
TOGGLE or KNUCKLE JOINT. A toggle is a
simple machine in and of itself. It is a great
multiplier of force. The press takes the
output of the cylinder, couples it to a lever,
which drives the toggle. As the toggle
straightens it drives the press ram
downward, creating a powerful squeeze at
the end of the stroke. The moment that the
toggle hits end of stroke, the upper toggle
link encounters a stop block. The press is
then reversed when the impulse pin is
driven out through the front plate, which in
turn actuates the return valve (A-2530).
When controlled in this manner the press is
very accurate, with a repeatability of plus
or minus .001". It is crucial that you
recognize this relationship. Your tooling
should be built with a shut height that falls
within the shut height range of the press.
In standard 2530 presses this is approx.
5.375" maximum to 4.625" minimum and
in standard 3530 presses this is approx.
6.375” maximum to 5.625” minimum.
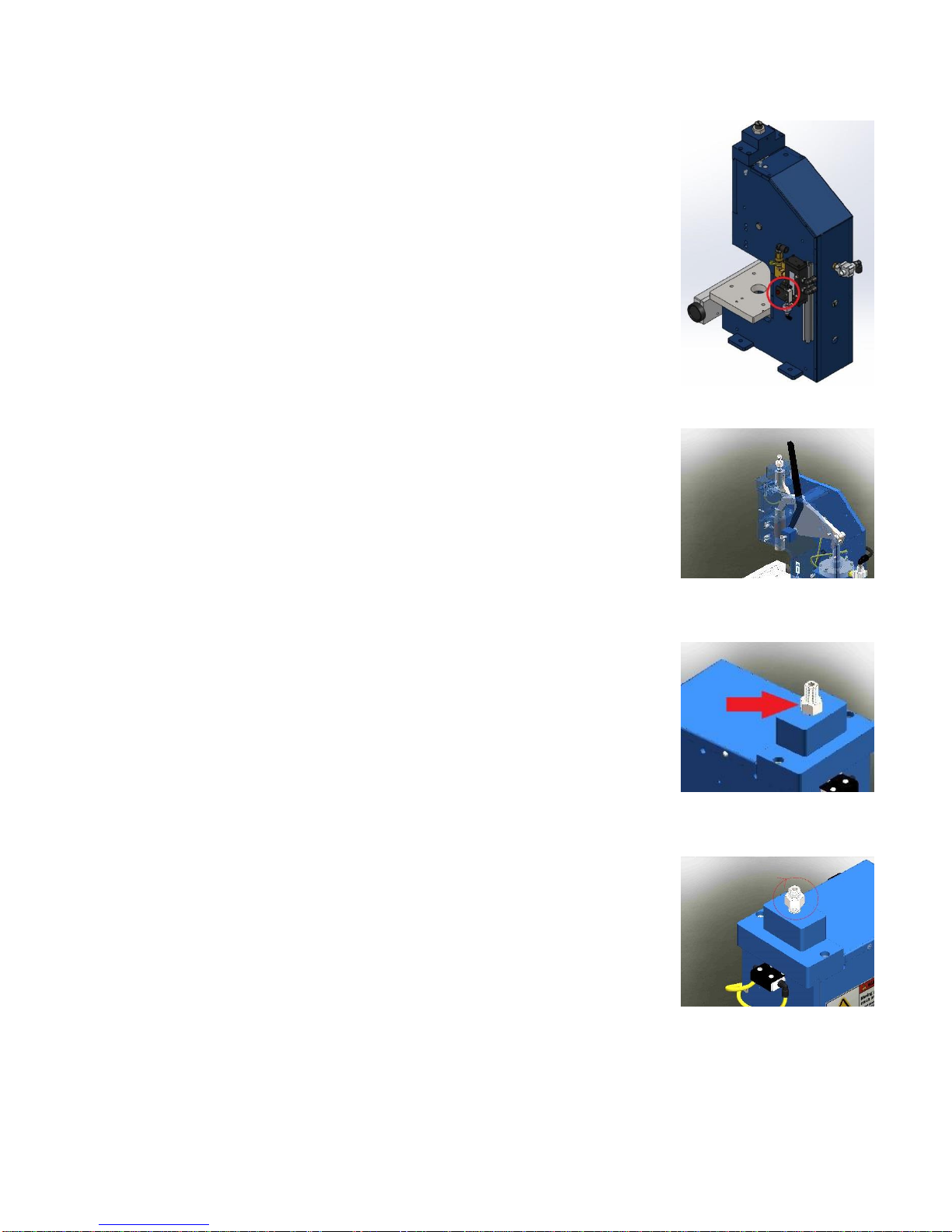
Photo 2.9
Photo 2.10
Photo 2.11
Photo 2.12