2
1.0 SAFETY PRECAUTIONS..........................................................................................................................................3
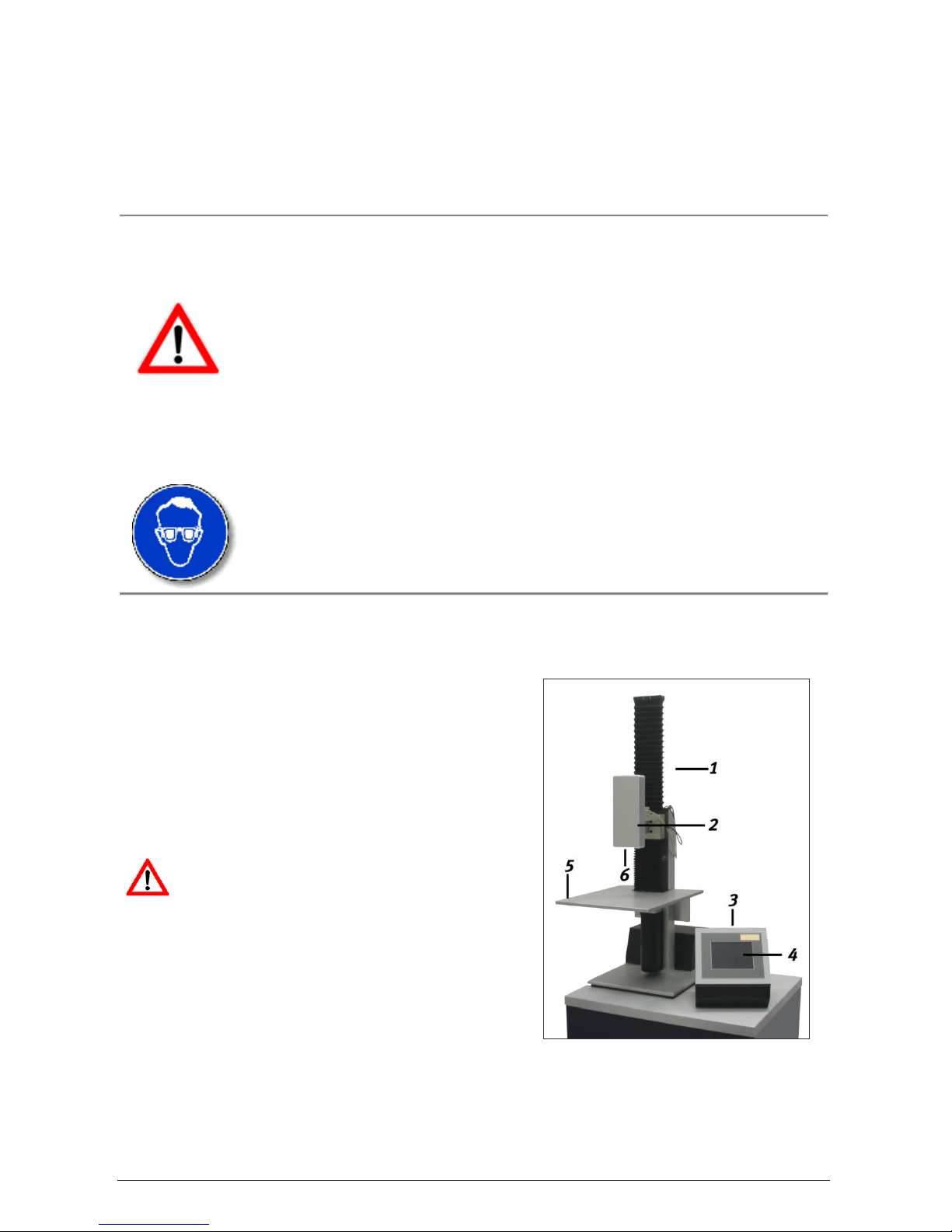
2.0 OVERVIEW OVER THE COMPONENTS AND THE INITIATION ..................................................................3
3.0 ENGAGING THE INSTRUMENT AND PREPARATING THE MEASURMENT.............................................4
4.0 MENUSTRUCTURE, FUNCTIONS, SIMBOLS AND GENERAL HANDLING................................................5
4.1 MENUSTRUCTURE ..................................................................................................................................................5
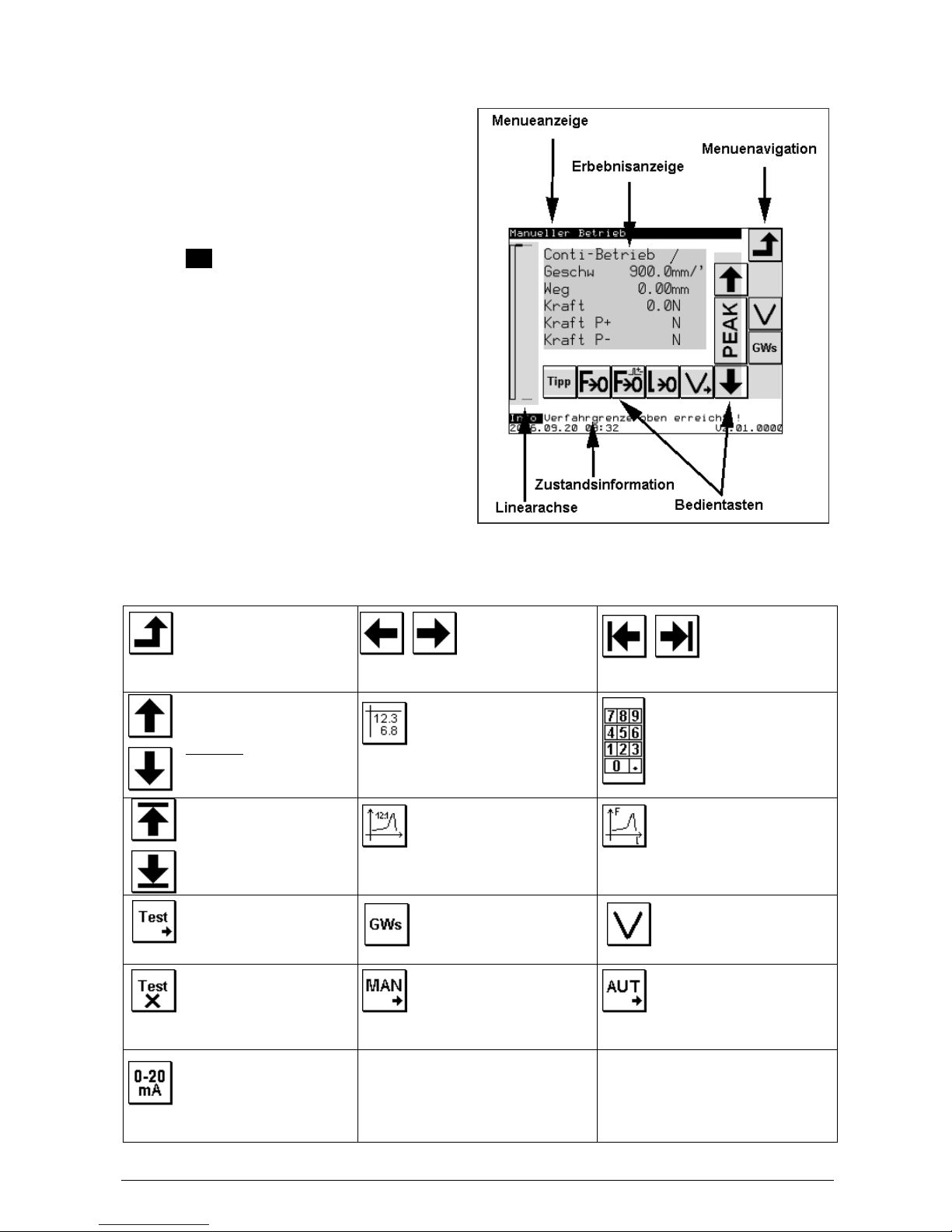
4.2 GENERAL OPERATING ADVICES AND SYMBOLS..........................................................................................5
4.2.1 NAVIGATIONBUTTONS FOR OAGING AND CHANGE OF THE LEVEL OF THE MENU ............................6
4.2.2. HANDLING ARROWS TO CONTROL THE TEST STAND.................................................................................7
5.0 MODE OF OPERATION ...........................................................................................................................................7
5.1 EXPLANATION OF INSTRUMENTATION.............................................................................................................................................................7
5.1.1 FORCE MEASURMENT........................................................................................................................................7
5.1.2 PATH MEASURMENT...........................................................................................................................................8
5.1.3 DISCONNECT CONDITIONS / LIMITS 8
5.2. MANUAL MODE.......................................................................................................................................................8
5.2.1 REGULATION OF THE SPEED LEVELS...........................................................................................................8
5.2.2 REGULATION OF THE LIMITS......................................................................................................................................................................................9
5.2.3 CONTINUOUS MODE (CONTI) ...........................................................................................................................9
5.2.4 RIDE IN THE TIPP-MODE (TIPP).......................................................................................................................9
5.2.5 INDICATION AND RESET OF THE PEAK VALUES ( MAXIMUM VALUES)............................................9
5.2.6 TARE THE FORCE AND PATH INDICATION................................................................................................10
5.3. AUTOMATICAL MODE WITH PREDEFINED INSPECTION PROCESSES ...............................................10
5.3.1 GENERAL ..............................................................................................................................................................10
5.3.2. DEFINITION OF THE VALVE POSITION......................................................................................................10
5.3.3 PREDEFINED FUNCTIONS................................................................................................................................10
5.3.3.1 ZERO-POINT-SEARCH ...........................................................................................................................................................................................11
5.3.3.2 BREAKDETECTION................................................................................................................................................................................................11
5.3.3.3 FORCE REGULATION .............................................................................................................................................................................................11
5.3.3.4 PATH REGULATION ...............................................................................................................................................................................................11
5.3.3.6 HARDNESSGRADE.................................................................................................................................................................................................11
5.3.4 PREDEFINED TEST PROGRAMMS .................................................................................................................12
5.3.4.1 BREAK TESTING 1-DIAGRAMM ............................................................................................................................................................................13
5.3.4.2 BREAK TESTING 2–PEAK VALUES .......................................................................................................................................................................13
5.3.4.3 BEND TESTING –PATH DEPENDING .......................................................................................................................................................................14
5.3.4.4 ENDURANCE TESTING (PRESSURE)WITH PRESSURE-FORCE-REGULATION ............................................................................................................15
5.3.4.5 TOW TESTING 1-DIAGRAMM ...............................................................................................................................................................................16
5.3.4.6 TOW TESTING 2–PEAK VALUES...........................................................................................................................................................................16
5.3.4.7 STRECH TESTING –PATH DEPENDING....................................................................................................................................................................17
5.3.4.8 ENDURANCE TESTING WITH TENSION FORCE REGULATION ...................................................................................................................................18
5.3.5 CLIENT-SPECIFIC/CUSTOM DESIGNED INSPECTION PROCESSES.....................................................18
6.0 SERVICE FUNCTIONS..........................................................................................................................................19
6.1 BASIC SETTINGS....................................................................................................................................................19
6.1.1 LANGUAGE ...........................................................................................................................................................19
6.1.2 PASSWORD............................................................................................................................................................19
6.1.3 PATH AND SPEED BASE PLATE......................................................................................................................19
6.2. CALIBRATION........................................................................................................................................................20
6.2.1 CALIBRATION OF THE LOAD CELL..............................................................................................................20
6.2.2 PATH CALIBRATION..........................................................................................................................................20
6.3. ADJUST DATE AND TIME ...................................................................................................................................21
6.4. REPORT-MEMORY ...............................................................................................................................................21
6.5. CANCELING THE RESULT-MEMORY .............................................................................................................21
8.0 TECHNICAL DATA.................................................................................................................................................22
7.0 CONNECTION TO THE PC ...................................................................................................................................21
9.0 MAINTENANCE.......................................................................................................................................................22
9.1 LINEAR BEARING..................................................................................................................................................22
9.2 UPDATES (SOFTWARE) ........................................................................................................................................22
9.3. CHANGE COMPONENTS .....................................................................................................................................23
10.0TROUBLESHOOTING...........................................................................................................................................23
11.0 WARRANTY ...........................................................................................................................................................23
12.0 PRODUCT REGISTRATION................................................................................................................................23