MVP3 INSTRUCTION MANUAL Page 2
SHAW-ALMEX INDUSTRIES LIMITED 49908-006 NOV 97
Rev. DEC98, SEP99, MAY02
Table of Contents
1. RECORD OF PURCHASE ...............................................................................................................3
2. DECLARATION OF CONFORMITY ................................................................................................4
3. SAFETY .............................................................................................................................................5
3.1. Definition of Pictograms .................................................................................................5
3.1.1. Safety Alert .......................................................................................................5
3.1.2. Crushing Hazard ...............................................................................................5
3.1.3. Burning Hazard .................................................................................................5
3.1.4. Electrical Hazard ...............................................................................................6
3.2. Limitation of use .............................................................................................................6
3.3. Hazardous Materials and Products ................................................................................6
3.4. Safe Handling .................................................................................................................6
4. ASSEMBLY .......................................................................................................................................7
4.1. Functional Diagram ........................................................................................................7
4.2. Unpacking.......................................................................................................................7
4.3. Vulcanizer Set-Up...........................................................................................................7
4.3.1. Basic Assembly...........................................................................................................8
4.3.2. Hinging Top Frame .....................................................................................................8
4.3.3. Short Circumference Belt............................................................................................8
5. OPERATION......................................................................................................................................9
5.1. Splice Set-Up..................................................................................................................9
5.2. Pressurizing with Air.......................................................................................................9
5.3. Heating the Vulcanizer ...................................................................................................9
5.4. Cooling the Vulcanizer .................................................................................................10
5.5. Depressurize ................................................................................................................10
6. MAINTENANCE ..............................................................................................................................10
6.1. Routine Maintenance ...................................................................................................10
6.2. Replacing the Pressure Bag.........................................................................................11
6.3. Replacing Heating Element..........................................................................................11
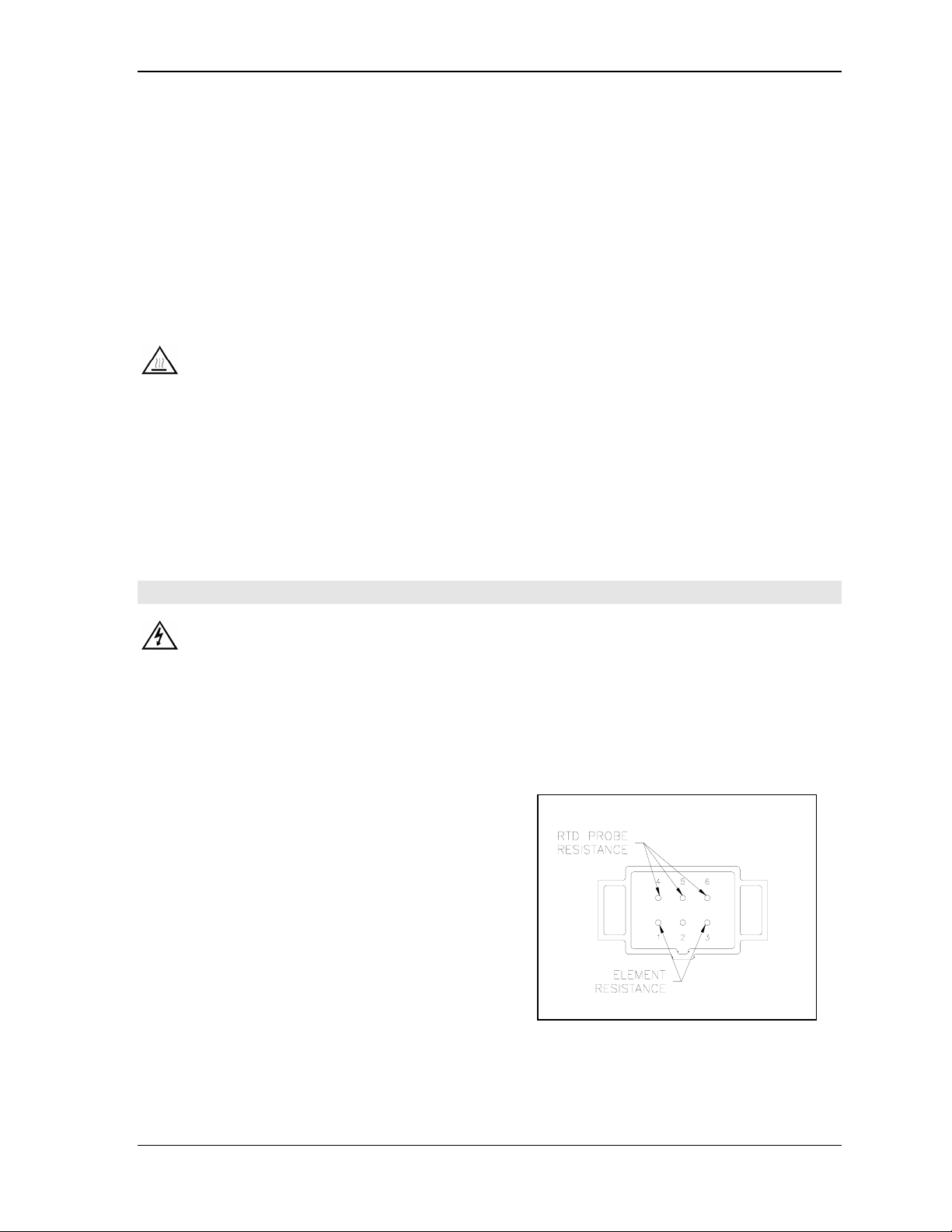
6.4. Replacing the Temperature Sensor (RTD Probe)........................................................11
7. TROUBLESHOOTING....................................................................................................................12
7.1. Vulcanizer Not Heating.................................................................................................12
7.2. Vulcanizer Over Heating ..............................................................................................12
7.3. No Pressure or Loss of Pressure .................................................................................13
8. SERVICE..........................................................................................................................................13
8.1. Emergency Service ......................................................................................................13
8.2. Return of Goods Authorization .....................................................................................13
8.3. Guarantee.....................................................................................................................13