www.americantorchtip.com
No. Part No. Description
124CT-37-S Nozzle, Coarse Thread, 3/8” I.D.
24CT-50-S Nozzle, Coarse Thread, 1/2” I.D.
24CT-62-S Nozzle, Coarse Thread, 5/8” I.D.
24CT-75-S Nozzle, Coarse Thread, 3/4” I.D.
No. Part No. Description
414-23 Contact Tip .023” 0.6mm
14-30 Contact Tip .030” 0.8mm
14-35 Contact Tip .035” 0.9mm
14-40 Contact Tip .040” 1.0mm
14-45 Contact Tip .045” 1.2mm
14-52 Contact Tip .052” 1.3mm
14-116 Contact Tip .062” 1.5mm
No. Part No. Description
544-3545-15 Liner Assy., 15’ .035-.045”
44-116-15 Liner Assy., 15’ .062”
44-564-15 Liner Assy., 15’ 5/64”
44-3545-25 Liner Assy., 25’ .035-.045”
44-116-25 Liner Assy., 25’ .062”
44-564-25 Liner Assy., 25’ 5/64”
44N-3545-1 Nylon Liner Assy., 15’ .035-.045”
44N-116-15 Nylon Liner Assy., 15’ .062”
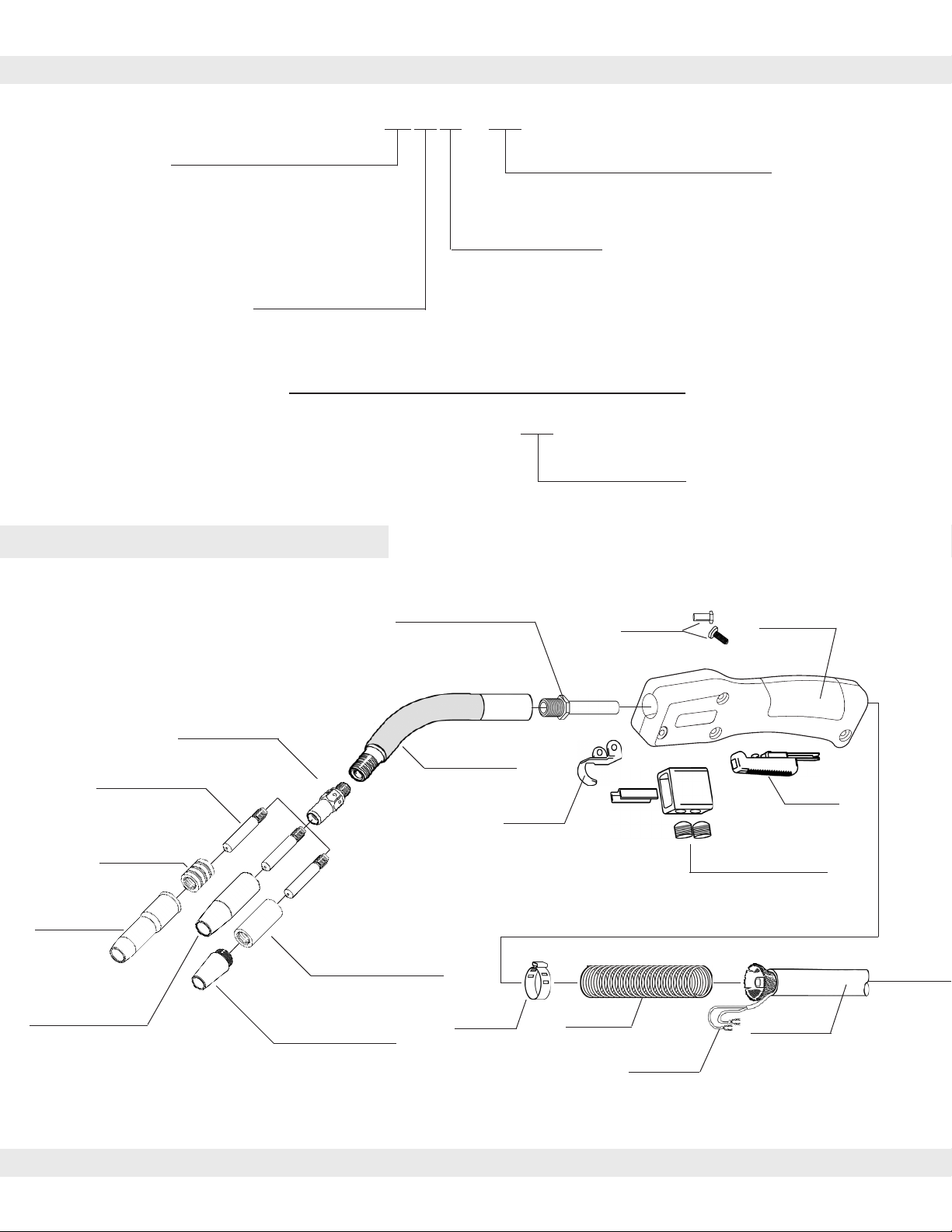
Gun Assembly - Rear
No. Part No. Description
223-37 Nozzle, Self Insulated, 3/8” I.D.
23-50 Nozzle, Self Insulated, 1/2” I.D.
*23-62 Nozzle, Self Insulated, 5/8” I.D.
23-75 Nozzle, Self Insulated, 3/4” I.D.
23T-37 Nozzle, Tapered Self Ins. 3/8” I.D.
324A-50 Nozzle, Adjustable, 1/2” I.D.
24A-62 Nozzle, Adjustable, 5/8” I.D.
24A-75 Nozzle, Adjustable, 3/4” I.D.
24A-37-SS Nozzle, Short Stop, 3/8” I.D.
24A-50-SS Nozzle, Short Stop, 1/2” I.D.
24A-62-SS Nozzle, Short Stop, 5/8” I.D.
* Standard Nozzle with gun
Cone Nut Connector Cone
Power Pin
Mount
Pin (Lincoln)
Pin (Tweco #4)
Conduit Liner
Power Pin O-Ring
64-8202 STD O-Ring
64-8309 Miller O-Ring
Liner Set Screw
64-8203
63-6302 63-6301
64-8208
See Chart for Part #’s
64-8211T
Pin (Miller)
64-8311T
64-8411T
Liner O-ring
64-9001
Guide Cap
64-8303 (.035-1/16)
64-8304 (5/64-3/32)
Unicable Assembly Spring Guard
See Chart for Part #’s
Control Plug
Connector
64-7909
63-6502
Mounting Screw
64-6501
Housing & Screws
63-6101
Outer Jacket
Clamp
63-7902
Handle
64-6106
Lead Extension Lead Extension
64-8404 (Spade) 64-8306 (Miller)
64-8403 (Lincoln)