Contents
1-GENERAL REMARKS...................................................................................................................................................6
1-1 Power source features.......................................................................................................................................6
1-2 Functional principle............................................................................................................................................ 6
1-3 Output characteristics........................................................................................................................................ 6
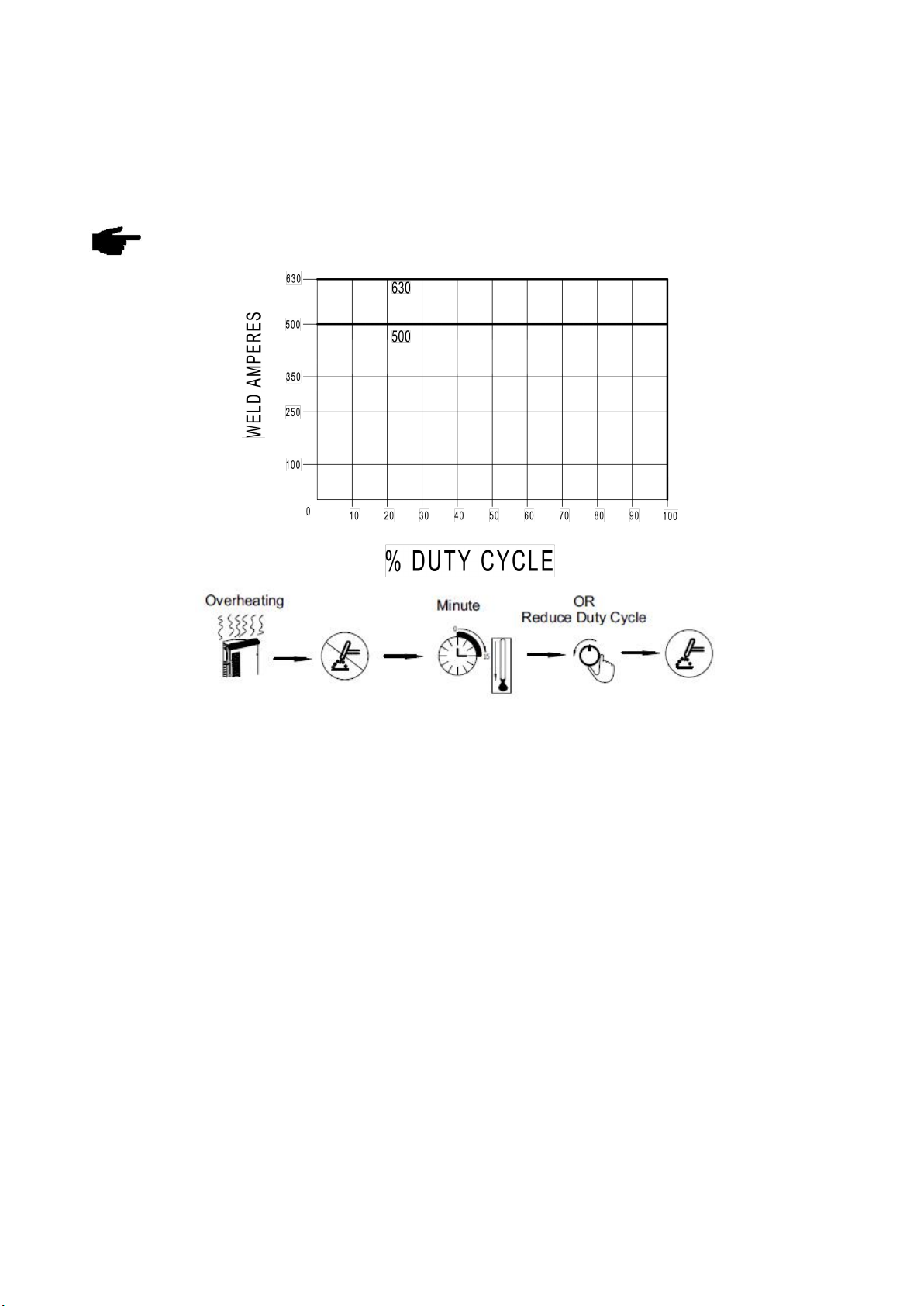
1-4 Duty cycle............................................................................................................................................................ 7
1-5 Applications......................................................................................................................................................... 7
1-6 Warning label...................................................................................................................................................... 8
2-VERSIONS BRIEFS...................................................................................................................................................... 8
3-BEFORE COMMISSIONING........................................................................................................................................9
3-1 Utilization for intended purpose only............................................................................................................... 9
3-2 Machine installation rules.................................................................................................................................. 9
3-3 Power source connection.................................................................................................................................. 9
3-4 Welding cables instruction................................................................................................................................ 9
4-SYSTEM INSTALLATION.......................................................................................................................................... 11
4-1 System components........................................................................................................................................ 11
4-2 Installation......................................................................................................................................................... 11
5-AMIG 500/630 PD........................................................................................................................................................ 14
5-1 Interface............................................................................................................................................................. 14
5-2 Control panel.....................................................................................................................................................15
5-3 Sub menu.......................................................................................................................................................... 19
5-4 Job mode........................................................................................................................................................... 22
5-5 Technical data...................................................................................................................................................24
5-6 Disassembly and reassembly.........................................................................................................................25
6- WIREFEEDER.............................................................................................................................................................27
6-1 Features.............................................................................................................................................................27
6-2 Interface............................................................................................................................................................. 27
6-3 Control panel.....................................................................................................................................................29
6-4 Structure............................................................................................................................................................ 31
6-5 Installation and operation................................................................................................................................ 32
6-6 Technical data...................................................................................................................................................32
6-7 Dimension..........................................................................................................................................................33
6-8 Spare parts........................................................................................................................................................ 33
7-TROUBLE SHOOTING............................................................................................................................................... 35
8 –CARE AND MAINTENANCE................................................................................................................................... 38