BEDIENUNGSANLEITUNG
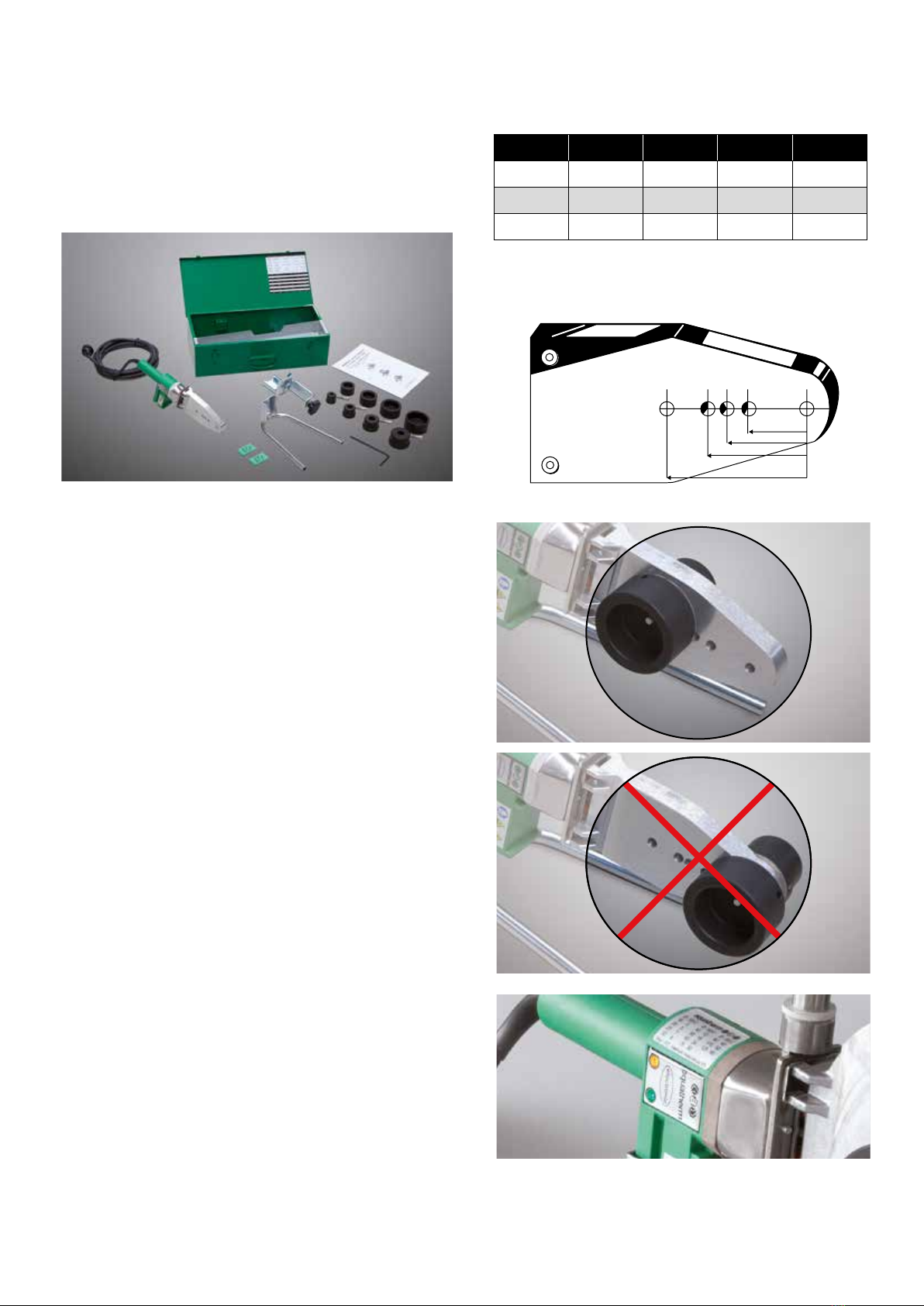
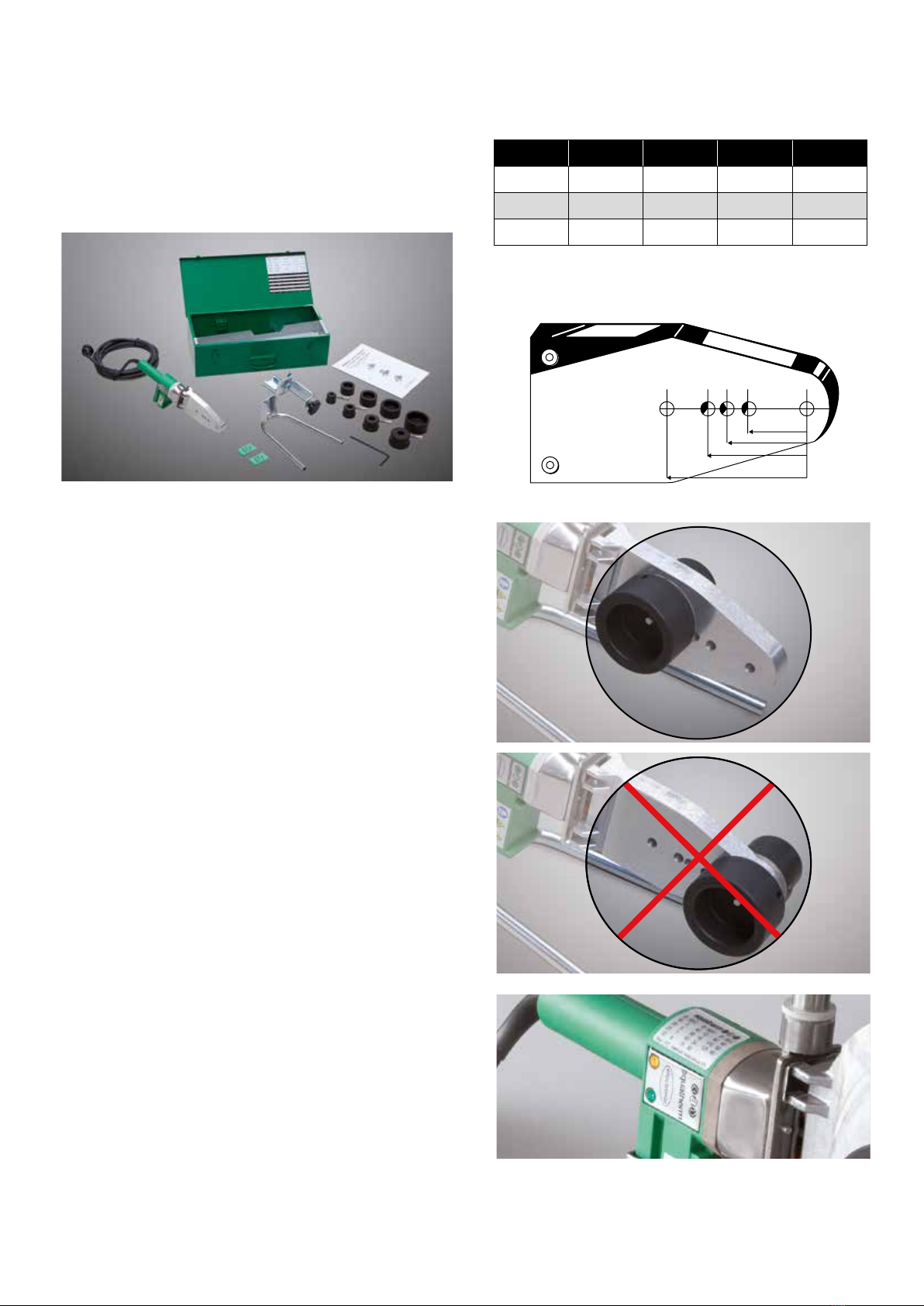
aquatherm Handschweißgeräte Art.-Nr. 50336, 50337, 50341
Für die Verarbeitung von
aquatherm green pipe, aquatherm blue pipe, aquatherm lilac pipe,
aquatherm red pipe und aquatherm ti
Rohrleitungssystemen der Dimensionen 16-125 mm
Deutsch English Italiano Español
SICHERHEITSVORSCHRIFTEN
1. Dieses Gerät darf ausschließlich unter Beachtung der vorliegenden
Anleitung benutzt werden. Jeder andere Einsatz gilt als unsachgemäß
und ist untersagt, da hierdurch Verletzungsgefahr für den Anwender
oder Dritte besteht und Schäden am Gerät oder anderen Gegenstän-
den verursacht werden können.
2. Die Gesetzesvorschriften in bezug auf Arbeitssicherheit und Ge-
sundheitsschutz sind strikt zu befolgen. Die Geräte dürfen nicht von
Kindern oder Personen mit reduzierten körperlichen, sinnlichen oder
geistigen Fähigkeiten benutzt werden.
3. Das Bedienungspersonal der Maschine muss hierfür geschult sein
und über die einschlägigen Arbeitsschutzvorschriften unterrichtet sein.
4. Aufgrund der technischen Eigenschaften und des vorgesehenen Ein-
satz der Maschine, müssen folgende Vorschriften strikt befolgt werden:
4.1. Netzspannung:
Die elektrischen Kenndaten von Maschine und bauseitiger Elektro-
anlage müssen übereinstimmen. Dieses Gerät darf nicht an Strom-
quellen mit Stromschwankungen (Über-/Unterstrom) angeschlossen
werden. Es muss an ein sicheres Stromnetz oder einen Generator
mit Spannungsstabilisator angeschlossen werden. Die Steckdose, an
welche die Schweißmaschine angeschlossen wird, muss durch einen
hochsensiblen Fehlerstrom-Schutzschalter (IΔ=30 mA) und Erdung ge-
schützt sein.
4.2. Elektrizität:
Aufgrund der Eigenschaften von elektrischer Energie
besteht beim Einsatz von elektrischen Geräten trotz
normgerechter Projektierung und Bauweise bzw. trotz Sicherheits-
vorkehrungen Gefahr für die Sicherheit, d.h. Stromschlaggefahr.
Maschine und Kabel dürfen weder Regen noch chemischen Stoffen
oder mechanischen Krafteinwirkungen (z.B. Überfahren der Kabel mit
Fahrzeugen) ausgesetzt werden. Desweiteren dürfen nur einwandfrei
trockene Rohrleitungen und Fittings verschweißt werden. Das Gerät
nicht mit nassen Händen oder in nasser Umgebung in Betrieb nehmen.
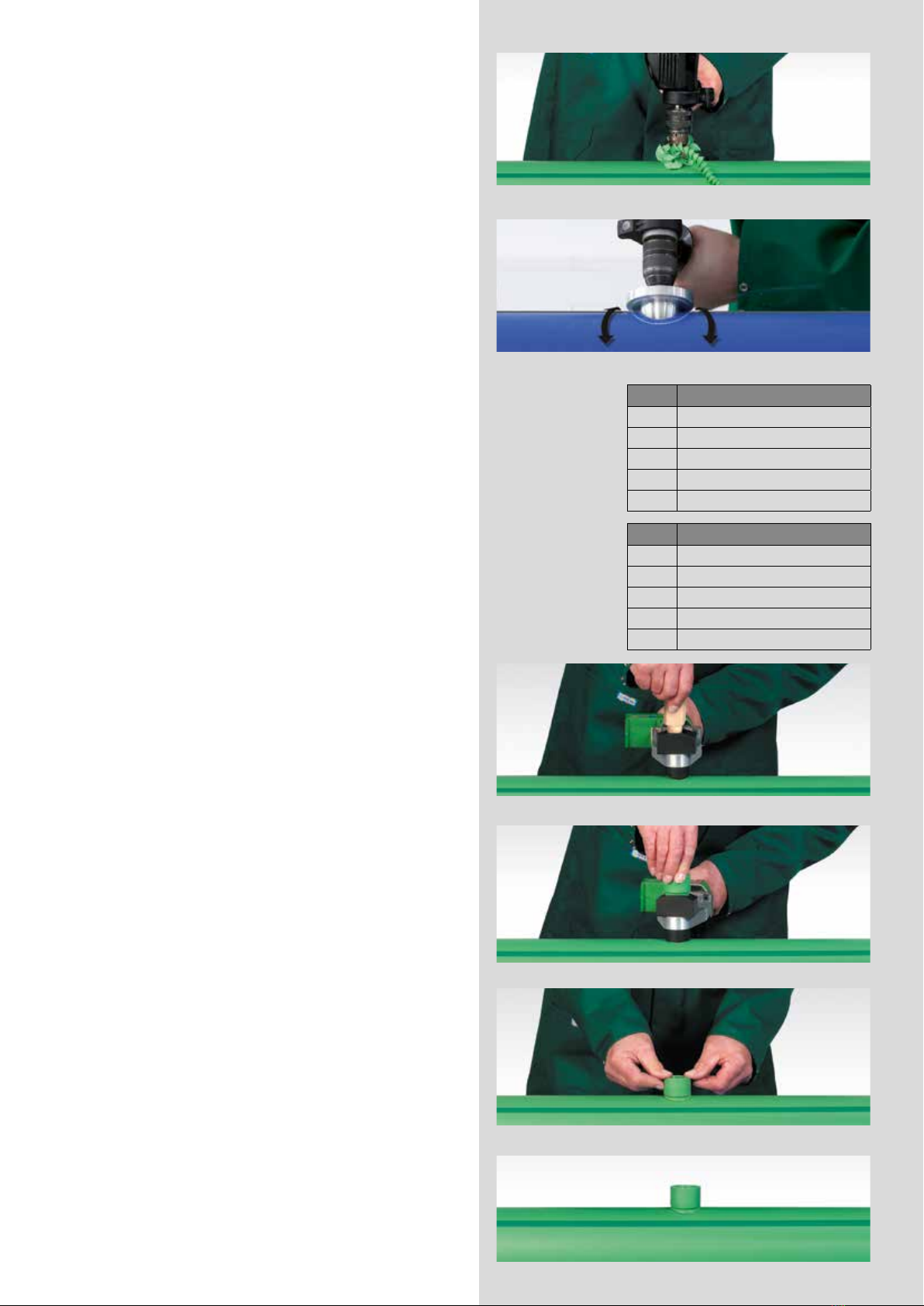
4.3. Verbrennungsgefahr:
Heizelement, Metallteile der Maschine und
die zu verschweißenden Kunststoffteile
erreichen hohe Temperaturen und dürfen während der Erwärmung,
Schweißung und Abkühlung nicht berührt werden. Beim Umgang mit
der Maschine ist größte Vorsicht geboten. Zur Vermeidung von Ver-
brennungen müssen stets Wärmeschutzhandschuhe und geeignete
Arbeitskleidung getragen werden.
4.4. Arbeitsplatz:
Der Arbeitsbereich muss für Unbefugte unzugänglich sein. Er muss
sauber, ordentlich, belüftet und gut beleuchtet sein. Es dürfen keine
Gase, Dämpfe, brennbaren Materialien wie Lösungsmittel, Öl, Lacke
usw. zugegen sein. Falls derartige Stoffe in den Aktionsbereich des
Heizelements geraten, besteht Brandgefahr. Nicht hitzebeständige
Gegenstände oder Materialien von der Schweißmaschine fernhalten.
Beim Schweißen in engen Räumlichkeiten ist zur Überwachung der
Arbeiten eine zweite Person erforderlich, die dem Bediener bei Bedarf
helfen kann.
4.5. Prüfungen und Reparaturen:
Vor jedem Maschineneinsatz die Unversehrtheit ihrer Komponenten
überprüfen. Verschlissene Kabel oder Komponenten umgehend durch
neue ersetzen. Reparaturen dürfen ausschließlich durch Fachpersonal
und unter Verwendung von Original- Ersatzteile ausgeführt werden.
Bei der Demontage der Maschine besteht Stromschlaggefahr. Am Ge-
rät dürfen keine Änderungen vorgenommen werden.
4.6. Anwesenheit des Bedieners während der Arbeit:
Das Gerät darf während der Schweißung bzw. der Erwärmung nicht
unbeaufsichtigt gelassen werden.
4.7. Nur chemisch träge Rohrleitungen verwenden:
Es dürfen keine Rohrleitungen verschweißt werden, die Substanzen
enthalten, bzw. enthalten haben, die in Verbindung mit Hitze explosive
oder für den Menschen gefährliche Gase erzeugen.
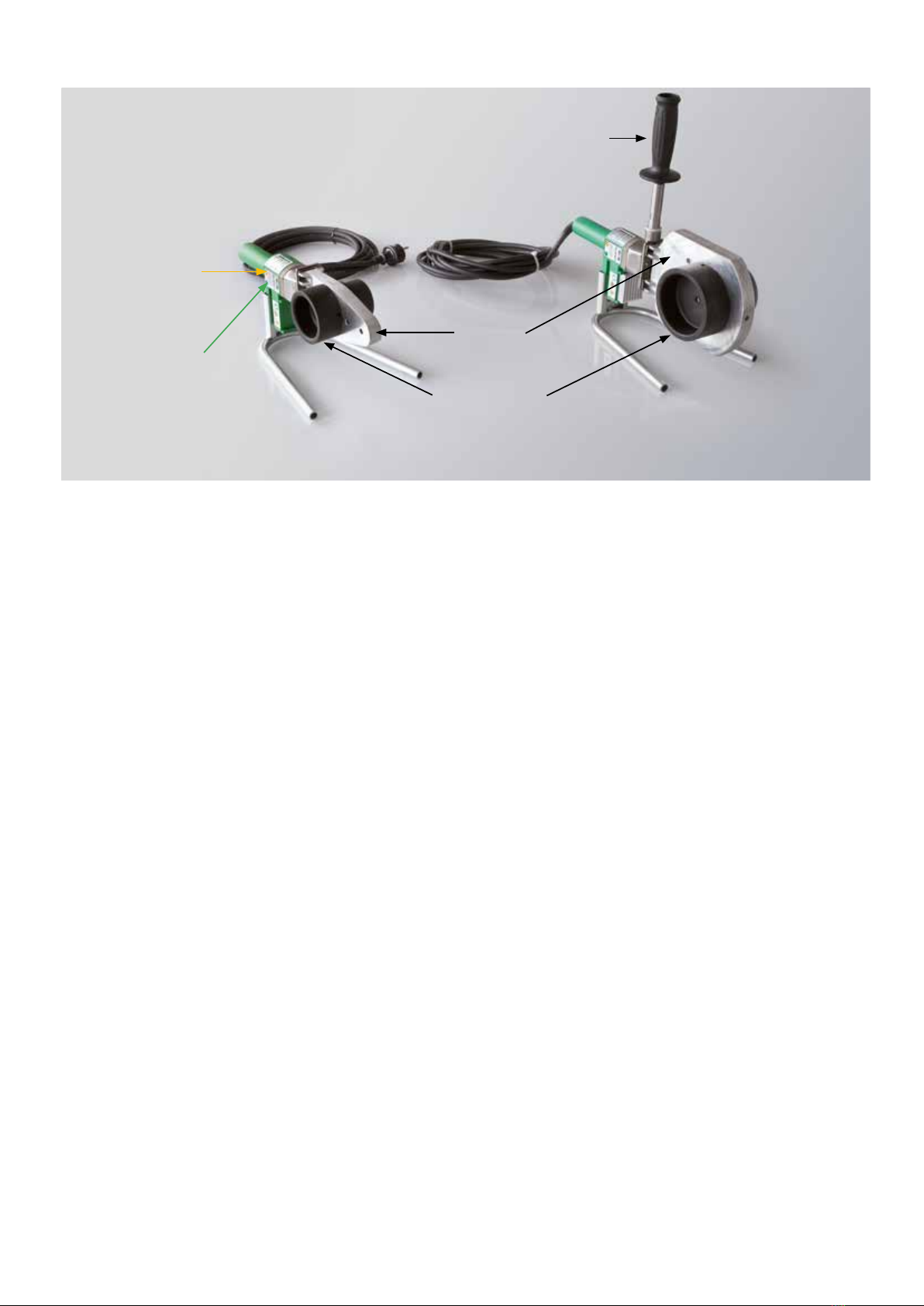
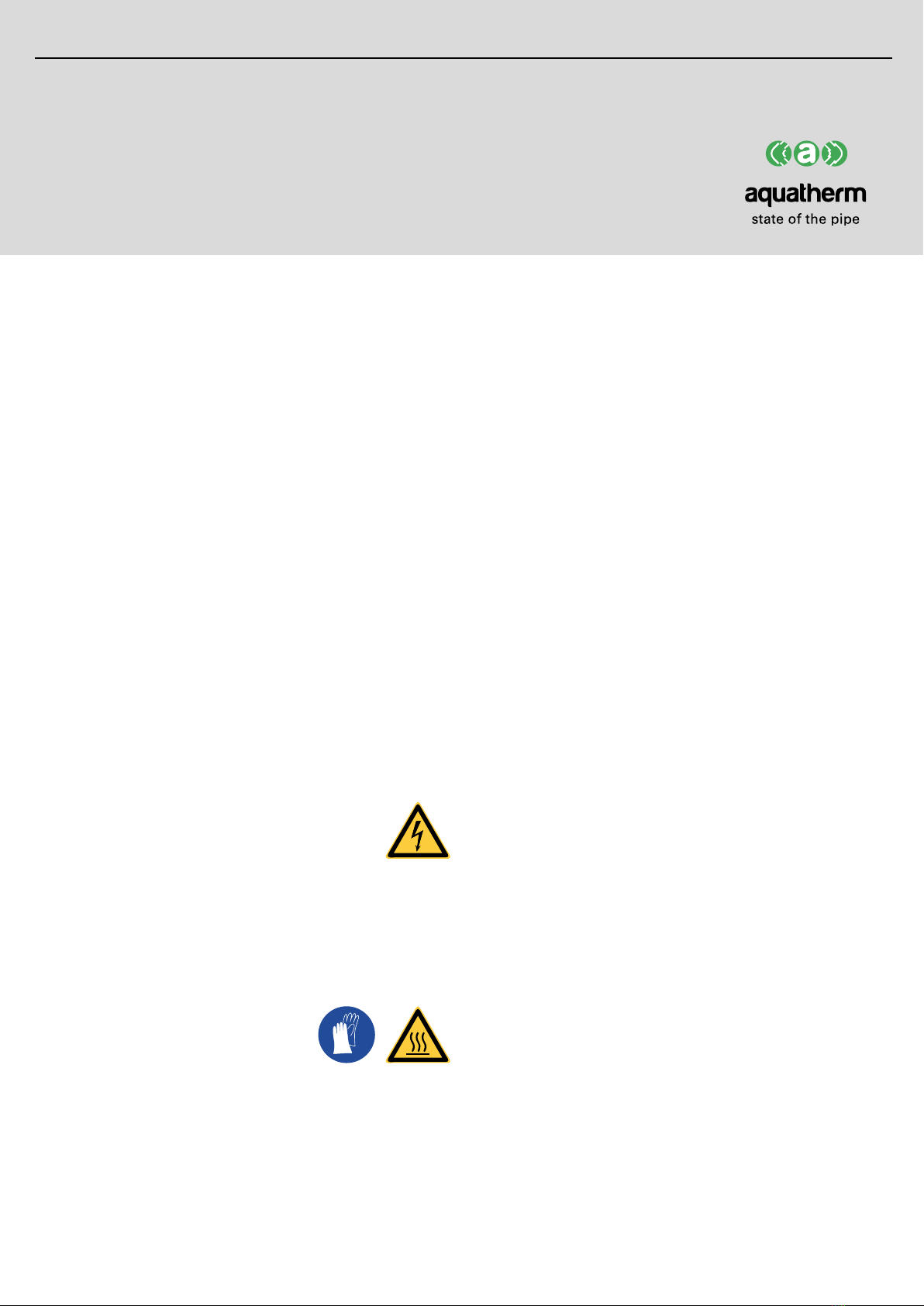
4.8. Halterung:
Die Schweißmaschine darf ausschließlich auf den hierfür vorgesehe-
nen Halterungen (Gabel, Werkbankhalterung) befestigt werden.
4.9. Kabel vorsichtig behandeln:
Stecker, Steckdosen, Verbinder nicht am Versorgungskabel abziehen
und letzteres nicht für den Maschinentransport verwenden.
4.10. Abschließend:
Nach der Arbeit den Maschinenstecker aus der Steckdose herausziehen.
5. Der Einsatz der Maschine an Orten mit Brandgefahr oder in Ex-
Bereichen ist untersagt. An derartigen Orten müssen eigens hierfür
geplante und gefertigte Maschinen verwendet werden.
5.1. Es ist sicherzustellen, dass das Netzkabel und alle anderen wär-
meempfindlichen Komponenten nicht mit dem Schweißspiegel in Kon-
takt kommen. Nach Beendigung der Schweißarbeiten und bevor das
Gerät zurück in den Koffer gelegt wird ist sicherzustellen, dass alle
Oberflächen genügend kalt sind, damit Brände vermieden werden.
6. Bei unsachgemäßem Gebrauch des Geräts übernehmen weder der
Hersteller noch der Verkäufer Haftung für Personen- oder Sachschäden.
aquatherm GmbH • Biggen 5 • 57439 Attendorn • www.aquatherm.de