6. PRZYGOTOWANIE DO UŻYTKOWANIA:
Przyłbica jest dostarczana w stanie zmontowanym i gotowym do użycia.
Jednak przed rozpoczęciem użytkowania należy wykonać następujące
czynności:
1. Przy pierwszym użyciu przyłbicy spawalniczej operator powinien
zdjąć folię ochronną z filtra samozaciemniającego, w innym
przypadku stopień zaciemnienia może być nieprawidłowy lub filtr
może nie zadziałać.
2. Upewnić się, że przyłbica nadaje się do planowanej pracy oraz, że
wszystkie elementy przyłbicy znajdują się na swoim miejscu, są
prawidłowo zamontowane oraz działają prawidłowo.
3. Dokonać regulacji nagłowia z zespołem zawiasowym, aby była
optymalnie dopasowania do głowy użytkownika.
4. Dokonać odpowiednich ustawień czułości, czasu zwłoki oraz
poziomu zaciemnienia filtra spawalniczego.
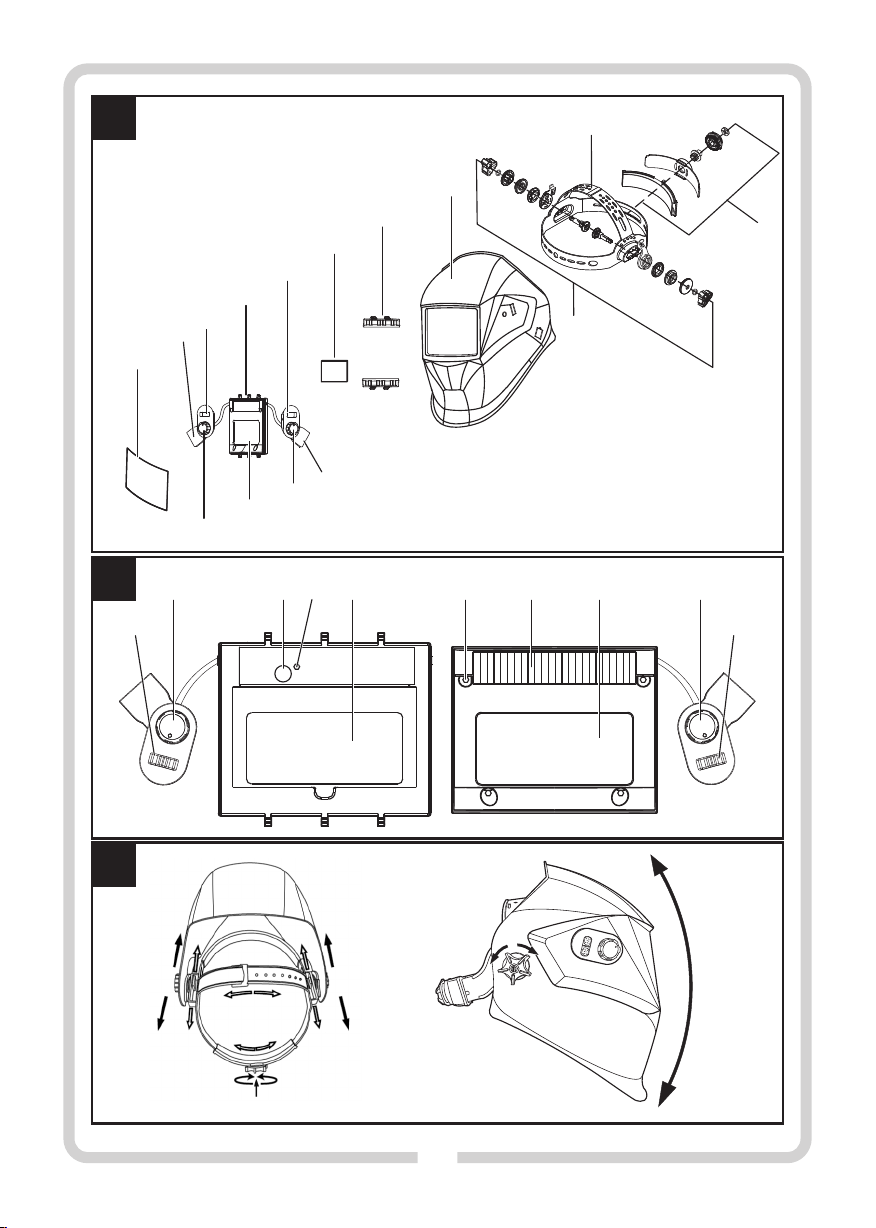
7. DOPASOWANIE PRZYŁBICY(patrz rys. C, str. 2):
Przed użyciem przyłbicę należy wyregulować w celu zapewnienia
maksymalnej ochrony i komfortu użytkowania.
Dzięki prawidłowemu ustawieniu przyłbicy uzyskuje się maksymalną
ochronę oczu przed promieniowaniem ultrafioletowym (UV) oraz
podczerwonym (IR).
n Regulacja opaski
Obwód całkowity opaski na głowę operatora można zwiększać lub
zmniejszać poprzez pokrętło znajdujące się w tylnej części opaski:
– Aby zmniejszyć obwód, należy wcisnąć pokrętło A i obracać go w
prawo.
– Aby zwiększyć obwód, należy wcisnąć pokrętło A i obracać go w lewo.
Prawidłowe ustawienie obwodu opaski jest wtedy, gdy przyłbica
spawalnicza nie spada z głowy operatora, a opaska nie powoduje
nadmiernego ucisku.
Zbyt wysokie umiejscowienie przyłbicy na głowie operatora może
powodować spadanie maski, zbyt niskie umiejscowienie przyłbicy może
powodować niewygodę w użytkowaniu. Optymalne umiejscowienie
przyłbicy na głowie operatora można ustawić poprzez opaskę B,
mieszczącą się w górnej części nagłowia.
Należy sprawdzić dopasowanie opaski na głowę podnosząc i opuszczając
kilkukrotnie przyłbicę, kiedy znajduje się na głowie. Jeżeli opaska jest
prawidłowo wyregulowana przyłbica powinna trzymać się stabilnie
głowy operatora. W przypadku stwierdzenia nieprawidłowości
ponownie wyregulować opaskę.
n Regulacja odległości pomiędzy przyłbicą, a twarzą opera-
tora:
W tym celu zwolnić nakrętki mocujące C i przełożyć śruby przez
kwadratowe otwory D w mocowaniu nagłowia, przesuwając przyłbicę
bliżej lub dalej od twarzy. Po ustawieniu dokręć nakrętki C.
UWAGA! Regulacji należy dokonać po obu stronach przyłbicy. W celu
uzyskania najlepszej ostrości zaleca się jak najmniejsza odległość pomiędzy
filtrem a oczami.
n Regulacja kąta opuszczenia przyłbicy
Jeżeli kąt nachylenia maski nie jest odpowiedni dla operatora, można
dokonać jego regulacji:
– Poluzować nakrętki mocujące C.
– Dokonać zmiany ustawienia kąta nachylenia przyłbicy.
– Dokręcić nakrętki mocujące C.
UWAGA! Prawidłowy kąt nachylenia przyłbicy zabezpiecza przed
dostawaniem się odprysków i promieniowania w kierunku podbródka
operatora.
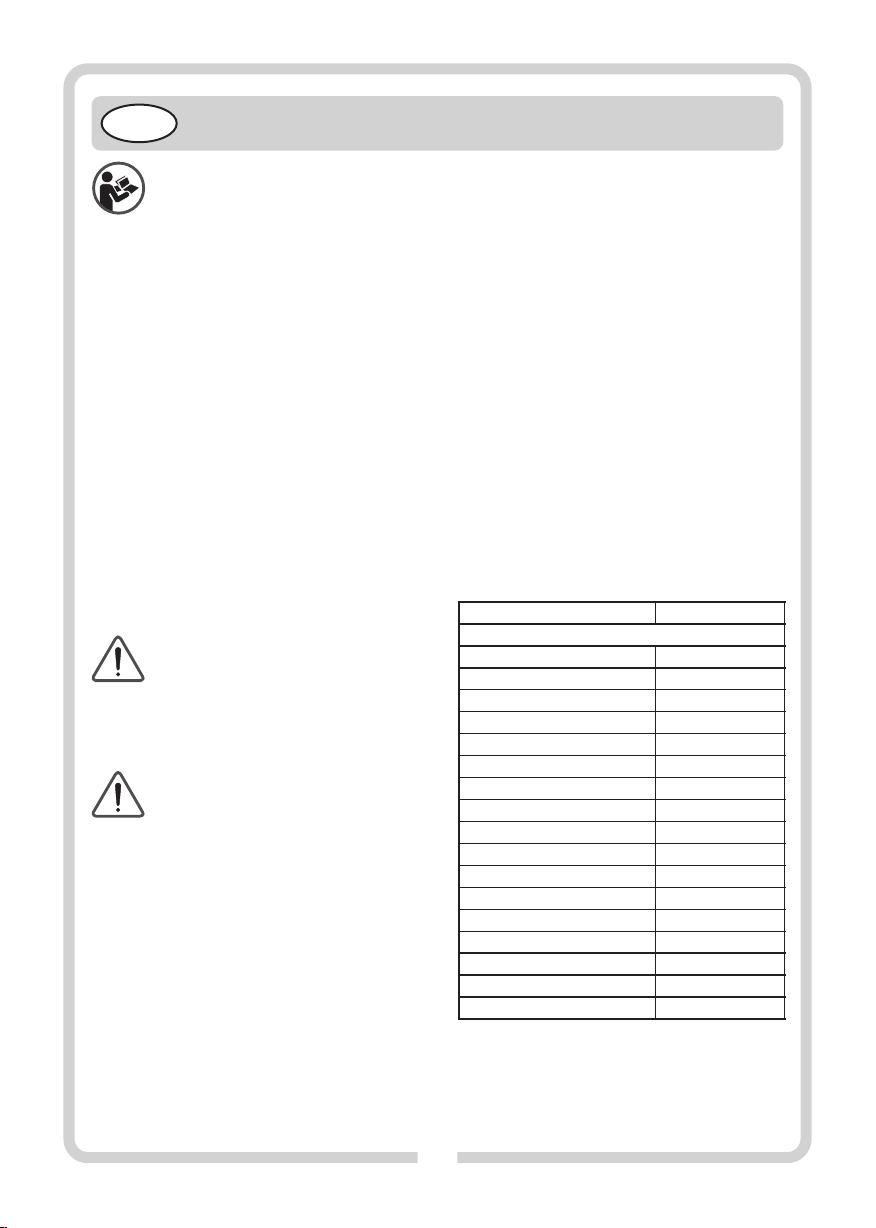
8. UŻYTKOWANIE:
n Zasilanie przyłbicy
Zasilanie przyłbicy odbywa się poprzez dwie baterie litowe CR2450 3V
ładowane ogniwami solarnymi. W normalnych warunkach spawania
zapewnia to żywotność baterii na 5000 godzin pracy.
Włączanie i wyłączanie filtra jest automatycznie kontrolowane przez
fotoczujniki.
Na wewnętrznym panelu sterowniczym znajduję się przycisk „TEST”
pozwalający sprawdzić poprawność działania automatyki przyłbicy
(przełącznik trybu pracy powinien być ustawiony na spawanie) oraz
diodowy wskaźnik stanu rozładowania baterii. Dioda niskiego napięcia
nie działa, gdy zasilanie filtra jest wystarczające. Świecenie się diody
sygnalizuje konieczność wymiany baterii.
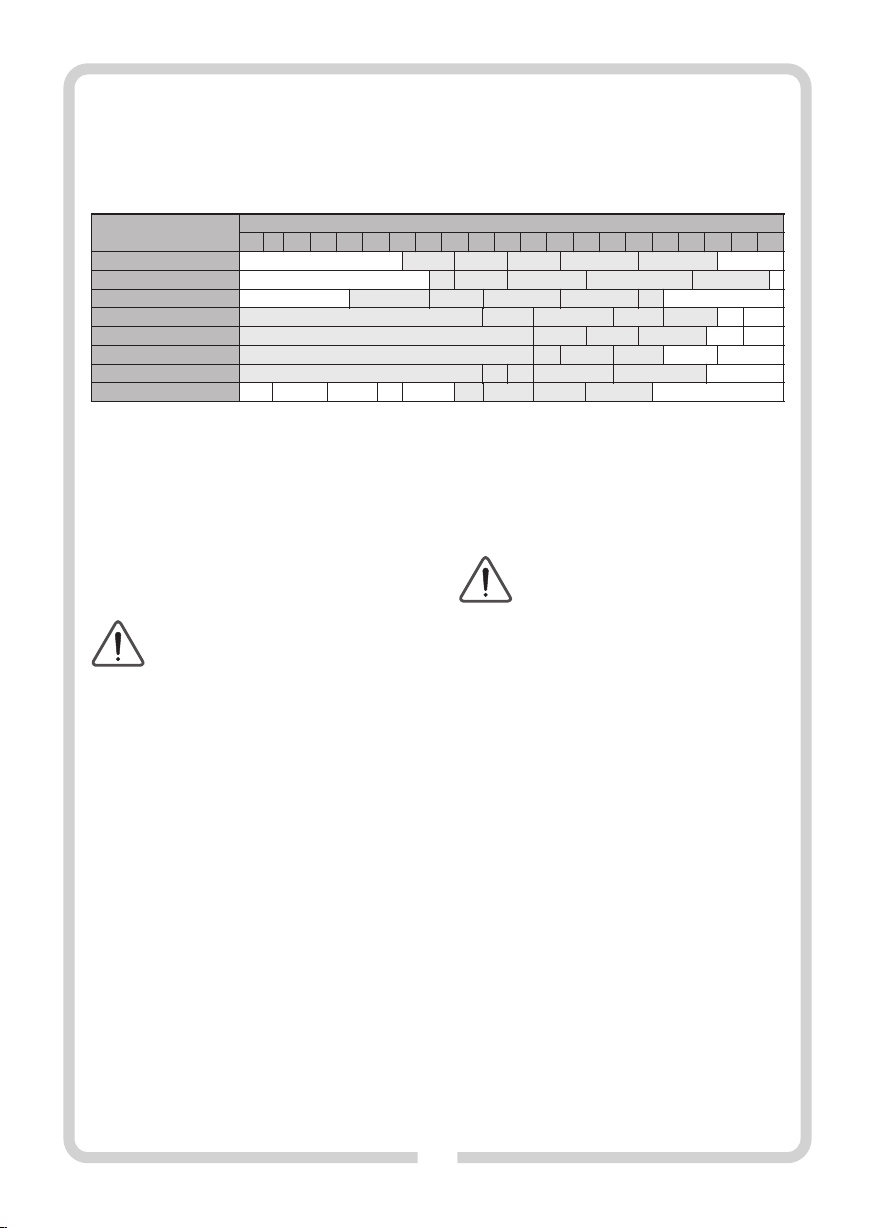
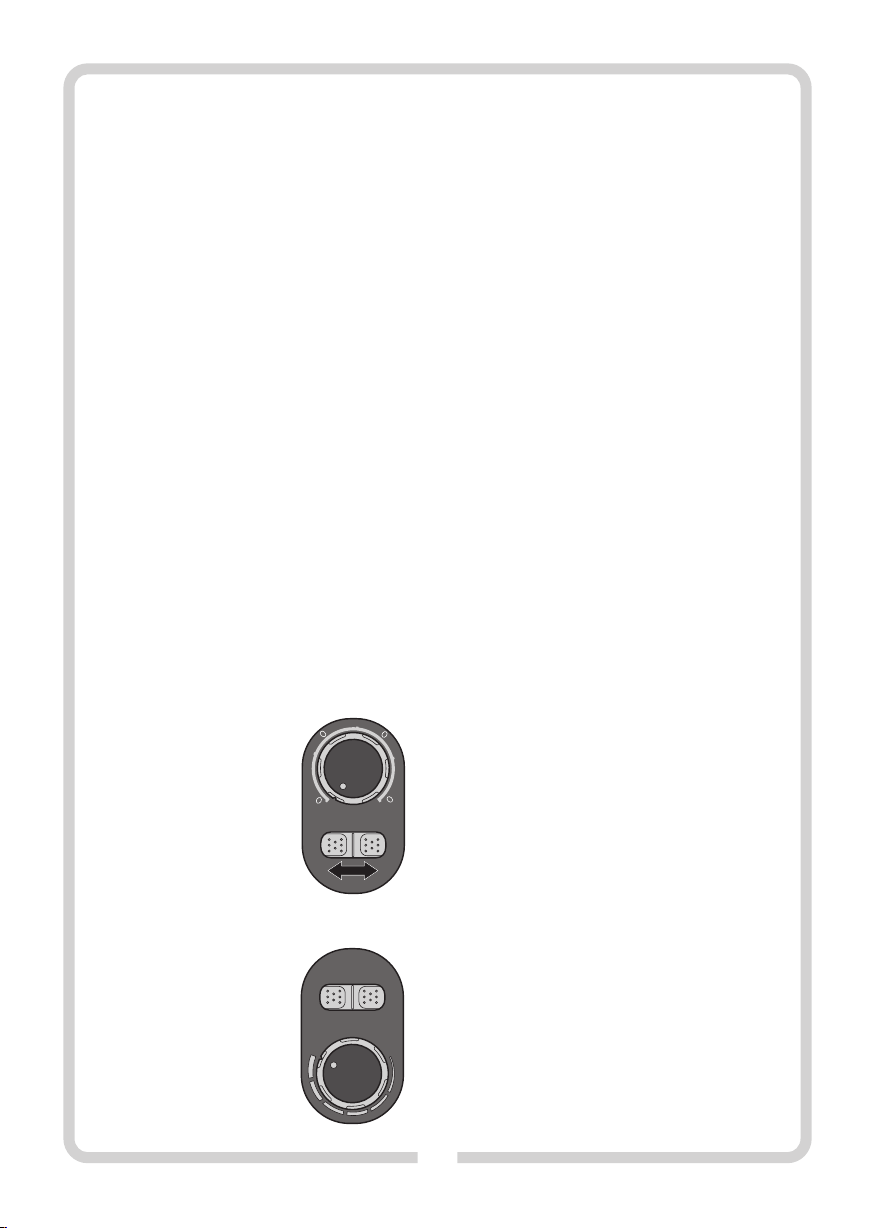
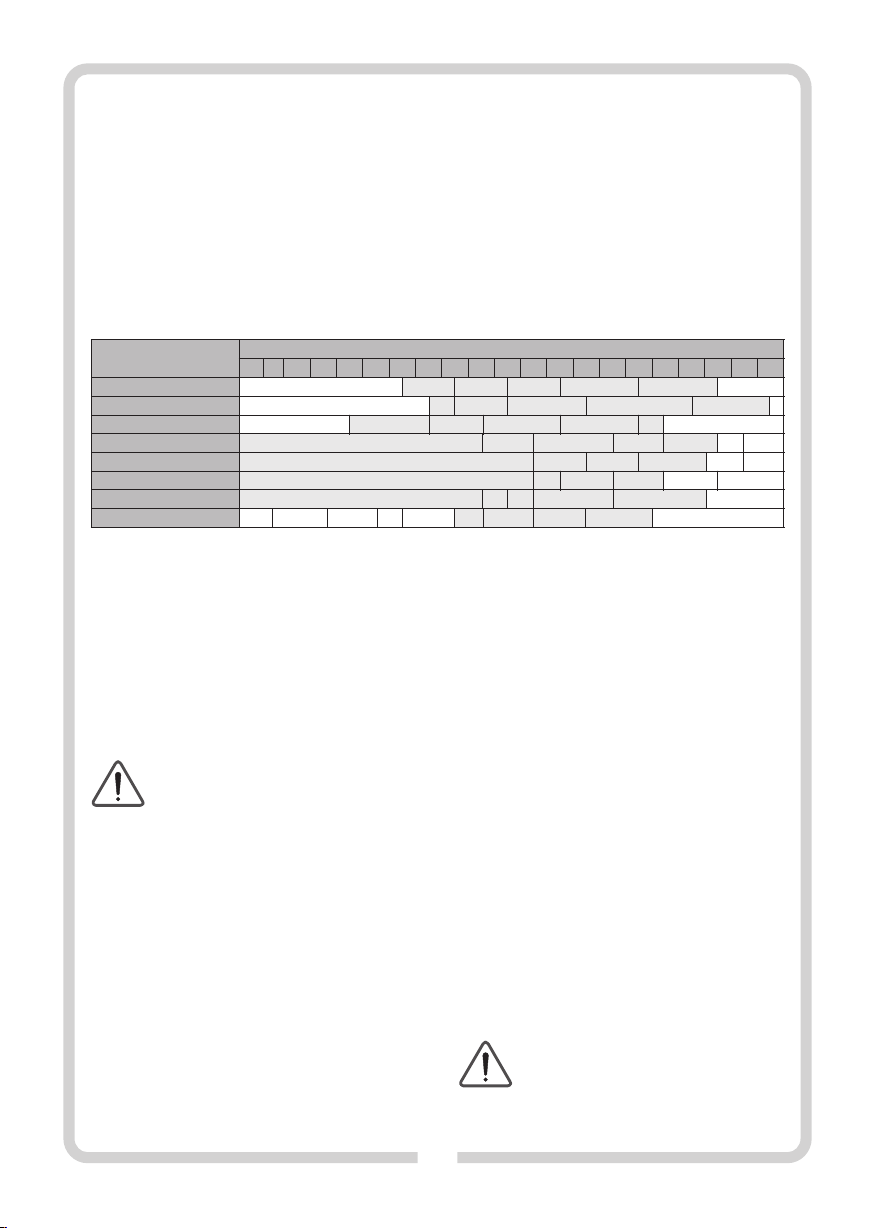
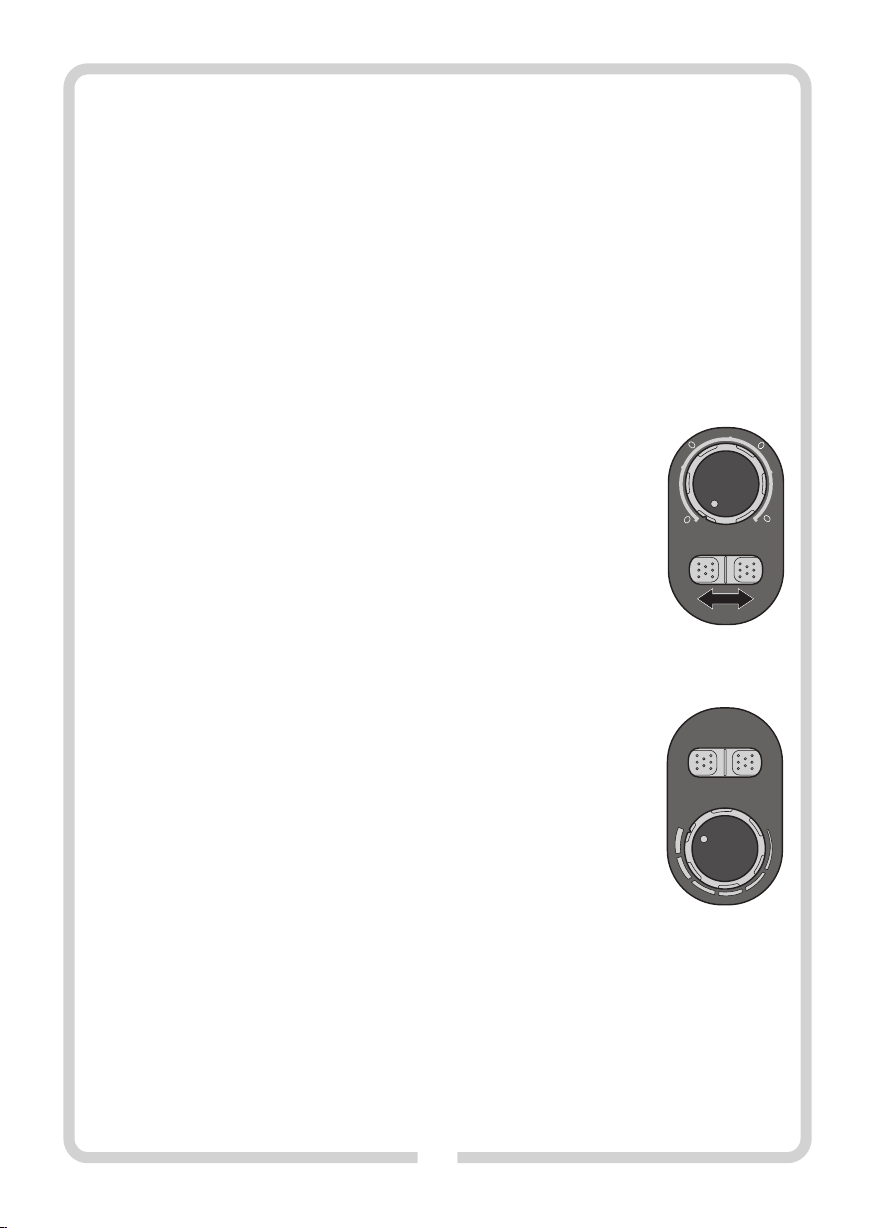
n Wybór poziomu zaciemnienia przyłbicy:
Wybrać poziom zaciemnienia odpowiedni
dla danego procesu spawania korzystając
z tabeli na str. 4 i przestawić przełącznik
trybu pracy znajdujący się po lewej stronie
przyłbicy na odpowiednią pozycję 5-8,
lu b 9-13. P rzek ręc ić p okr ętł o
zaciemnienia SHADE i ustawić na
odpow ied ni m nu me rze zasł ony
ściemniającej.
Podczas szlifowania należy przestawić
przełącznik trybu pracy na pozycję
SZLIFOWANIE/GRIND, wyłączając
zaciemnienie.
n Ustawienie czułości i czasu rozjaśniania po spawaniu:
W momencie rozpoczęcia spawania filtr automatycznie zmienia się z
jasnego na ciemny w ciągu 1/25000 s.
Płynna regulacja czułości filtra na łuk
elektryczny realizowana jest pokrętłem
CZUŁOŚĆ/SENSITIVITY umieszczonym
po prawej stronie przyłbicy. Dla niskich
prądów lub metody TIG zalecane są
wyższe nastawy, dla prądów wysokich lub
metody MIG/MAG wartości niższe.
Operator ma możliwość regulacji czasu
zwłoki przełączania filtra z ciemnego na
jasny przy pomocy trójpozycyjnego
przełącznika OPÓŹNIENIE/DELAY
umieszczonego na korpusie przyłbicy, obok pokrętła regulacji czułości –
CZUŁOŚĆ/SENSITIVITY. Przełącznik ten umożliwia skokową regulację
czasu reakcji filtra: FAST – 0,1-0,2s/ MIDDLE – 0,2-0,5s/SLOW – 0,5-
0,8s.
Czas zwłoki kompensuje efekt poświaty powstały na elemencie
spawanym. Ustawienie MIN (minimalna wartość czasu zwłoki), MAX
(maksymalna wartość czasu zwłoki).
9. ROZWIĄZYWANIE PROBLEMÓW:
1. Nieregularne zaciemnianie
a) Opaska na głowę została ustawiona nieprawidłowo i występuje
nierówna odległość od oczu do szyby filtra (zmienić ustawienie
GRIND 5-8 9-13
SHADE
6
13
12
11
10
5
8
7
6
DELAY
FAST MIDDLE SLOW
SENSITIVITY
MAX
MIN
9