P
N 6-119906 - 2 -
T
a
b
le
of
Cont
e
nt
s
Tab
l
e of
C
o
nt
e
nt
s
_________________________________________________________ 2
I
nt
r
od
u
c
ti
o
n
_____________________________________________________________ 4
Tec
hni
ca
l
Da
t
a ___________________________________________________________ 4
De
s
cr
ip
t
i
o
n
__________________________________________________________________ 4
W
a
r
nin
g a
n
d
S
afe
t
y
I
n
s
t
r
u
c
ti
o
n
s
____________________________________________ 4
U
n
pack
in
g: ______________________________________________________________ 5
OPT
I
ON
S
_______________________________________________________________ 5
BL
AD
E
S
: ___________________________________________________________________ 5
BELT
S
: ____________________________________________________________________ 5
Pre Proce
ss
__________________________________________________________________ 5
Prefee
d
er
s
__________________________________________________________________ 5
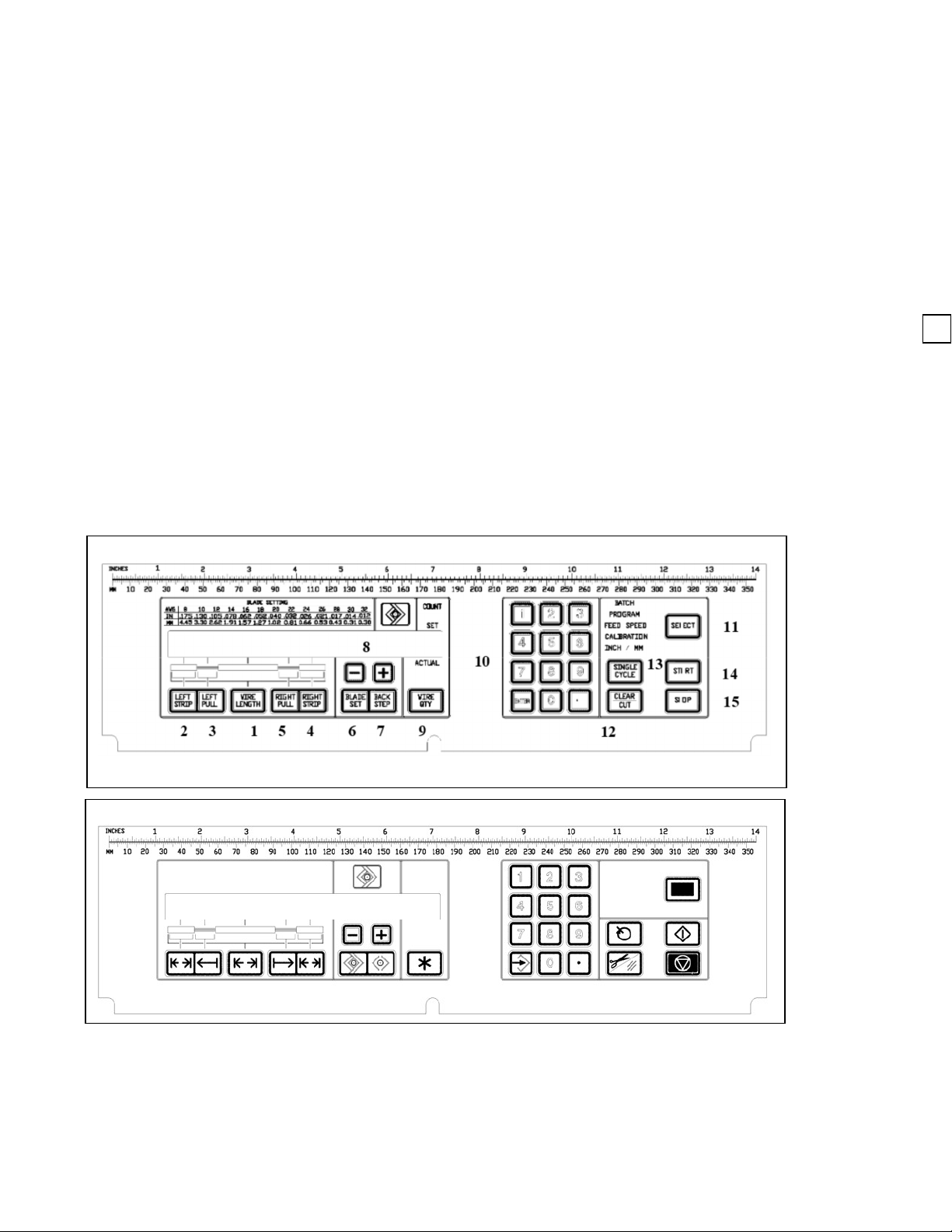
Ope
r
a
t
o
r
C
o
nt
r
o
l
F
ea
tu
r
e
s
_________________________________________________ 6
S
e
t
Up __________________________________________________________________ 7
W
i
re
S
tra
i
g
h
te
n
er
I
n
s
ta
ll
at
i
o
n
__________________________________________________ 7
S
e
l
ect
in
g a
nd
C
h
a
n
g
in
g
G
uid
e
T
ub
e
s
____________________________________________ 7
L
oa
din
g W
i
re _______________________________________________________________ 8
T
y
pi
ca
l
p
rogramm
in
g
s
e
qu
e
n
ce________________________________________________ 11
M
ode
S
e
l
ec
ti
o
n
__________________________________________________________ 12
PAR
T
_____________________________________________________________________ 12
PR
OG
RAM M
O
D
E
_________________________________________________________ 13
Programm
in
g Ce
n
ter
S
tr
ip
F
un
ct
i
o
n
___________________________________________ 15
S
P
EE
D ____________________________________________________________________ 16
CA
L
I
B
RA
T
IO
N ____________________________________________________________ 16
W
I
R
E
CA
L
I
B
RA
T
IO
N AND PAR
T
PR
OG
RAM R
EL
A
T
IO
N
S
HI
P _________________ 17
W
I
R
E
CA
L
I
B
RA
T
IO
N ______________________________________________________ 17
PAR
T
PR
OG
RAM
S
T
O
R
E
/
R
E
CA
LL
PR
O
C
E
DUR
E
____________________________ 19
I
NC
H
/
M
ET
R
I
C ____________________________________________________________ 20
S
ERV
I
CE
A
ND T
R
OU
B
L
E
S
H
OOT
I
NG _____________________________________ 21
BL
AD
E
R
E
P
L
AC
E
M
E
N
T
____________________________________________________ 21
BELT
R
E
P
L
AC
E
M
E
N
T
___________________________________________________ - 22 -
CU
TT
I
N
G
AND
S
T
R
I
PP
I
N
G
PR
O
BLE
M
S
_____________________________________ 23