bester MAGPOWER 2100 i User manual

I-207-558-1
12/2020
REV02
MAGPOWER 2100 i
OPERATOR’S MANUAL
ENGLISH
Lincoln Electric Bester Sp. z o.o.
ul. Jana III Sobieskiego 19A, 58-260 Bielawa, Poland
www.lincolnelectric.eu

English English
I
12/05
THANKS! For having chosen the QUALITY of the Lincoln Electric products.
Please Examine Package and Equipment in case of Damage. Claims for material damaged in shipment must be
notified immediately to the dealer.
For future reference record in the table below your equipment identification information. Model Name, Code & Serial
Number can be found on the machine rating plate.
Model Name:
………………...…………………………….…………………………………………………………………………………………..
Code & Serial number:
………………….……………………………………………….. …………………………………………………….……………..
Date & Where Purchased:
…………………………………………………………………... ……………………….…………………………………………..
ENGLISH INDEX
Technical Specifications...............................................................................................................................................................1
ECO design information ...............................................................................................................................................................2
Electromagnetic Compatibility (EMC) ..........................................................................................................................................4
Safety............................................................................................................................................................................................5
Introduction...................................................................................................................................................................................7
Installation and Operator Instructions ..........................................................................................................................................7
WEEE .........................................................................................................................................................................................17
Spare Parts.................................................................................................................................................................................17
REACh........................................................................................................................................................................................17
Authorized Service Shops Location...........................................................................................................................................17
Electrical Schematic ...................................................................................................................................................................17
Suggested Accessories..............................................................................................................................................................18

English 1 English
Technical Specifications
NAME INDEX
MAGPOWER 2100 i B18252-1
INPUT
Input Voltage U1EMC Class Frequency
230 V ± 10%
1 – phase A 50 / 60 Hz
Input Power at Rated Cycle Input Amperes I1max PF
7,6 kVA @ 20 % Duty Cycle (40°C) 33 A 0,66
RATED OUTPUT
Open Circuit Voltage
Duty Cycle 40°C
(based on a 10 min.
period)
Output Current Output Voltage
GMAW 49 Vdc 100 80 A 18 Vdc
20 180 A 23 Vdc
FCAW-
SS 49 Vdc 100 80 A 18 Vdc
20 180 A 23 Vdc
SMAW 49 Vdc 100 80 A 23,2 Vdc
20 160 A 26,4 Vdc
WELDING CURRENT RANGE
GMAW FCAW-SS SMAW
20 A – 180 A 20 A – 180 A 20 A – 160 A
RECOMMENDED INPUT CABLE AND FUSE SIZES
Fuse (time delayed) or Circuit Breaker Size Power Lead
230 V
D 25 A 3 Conductor, 1,5 mm2
WIRE FEED SPEED RANGE / WIRE DIAMETER
WFS range Drive roll Drive roll diameter Solid wires Cored wires
1m/min ÷ 13m/min 2 Ø37 0.6 ÷ 1.0 0.9 ÷ 1.1
DIMENSIONS AND WEIGHT
Weight Height Width Length
27,5 kg 600 mm 280 mm 800 mm
Protection Rating Operating Temperature Storage Temperature
IP23 from -10 ºC to +40 ºC from -25 ºC o +55 ºC

English 2 English
ECO design information
The equipment has been designed in order to be compliant with the Directive 2009/125/EC and the Regulation
2019/1784/EU.
Efficiency and idle power consumption:
Index Name Efficiency when max power consumption
/ Idle power consumption Equivalent model
B18252-1 MAGPOWER 2100 i 82,9% / 45W No equivalent model
Idle state occurs under the condition specified in below table
IDLE STATE
Condition Presence
MIG mode X
TIG mode
STICK mode
After 30 minutes of non-working
Fan off
The value of efficiency and consumption in idle state have been measured by method and conditions defined in the product
standard EN 60974-1:20XX
Manufacturer’s name, product name, code number, product number, serial number and date of production can be read from
rating plate.
XXXXXXXXXX
Code: XXXXX XXXXXX-X
S/N: P1YYMMXXXXX
12
34
5
P1 YY MM XXXXX
5A5A 5B 5D5C
XXXXXXX
Where:
1- Manufacturer name and address
2- Product name
3- Code number
4- Product number
5- Serial number
5A- country of production
5B- year of production
5C- month of production
5D- progressive number different for each machine

English 3 English
Typical gas usage for MIG/MAG equipment:
Material type
Wire
diameter
[mm]
DC electrode positive Wire Feeding
[m/min] Shielding Gas Gas flow
[l/min]
Current
[A]
Voltage
[V]
Carbon, low
alloy steel 0,9 ÷ 1,1 95 ÷ 200 18 ÷ 22 3,5 – 6,5 Ar 75%, CO225% 12
Aluminium 0,8 ÷ 1,6 90 ÷ 240 18 ÷ 26 5,5 – 9,5 Argon 14 ÷ 19
Austenic
stainless steel 0,8 ÷ 1,6 85 ÷ 300 21 ÷ 28 3 - 7 Ar 98%, O22% /
He 90%, Ar 7,5% CO22,5% 14 ÷ 16
Copper alloy 0,9 ÷ 1,6 175 ÷ 385 23 ÷ 26 6 - 11 Argon 12 ÷ 16
Magnesium 1,6 ÷ 2,4 70 ÷ 335 16 ÷ 26 4 - 15 Argon 24 ÷ 28
Tig Process:
In TIG welding process, gas usage depends on cross-sectional area of the nozzle. For commonly used torches:
Helium: 14-24 l/min
Argon: 7-16 l/min
Notice: Excessive flow rates causes turbulence in the gas stream which may aspirate atmospheric contamination into the
welding pool.
Notice: A cross wind or draft moving can disrupt the shielding gas coverage, in the interest of saving of protective gas use
screen to block air flow.
End of life
At end of life of product, it has to be disposal for recycling in accordance with Directive 2012/19/EU (WEEE), information
about the dismantling of product and Critical Raw Material (CRM) present in the product, can be found at
https://www.lincolnelectric.com/en-gb/support/Pages/operator-manuals-eu.aspx

English 4 English
Electromagnetic Compatibility (EMC)
11/04
This machine has been designed in accordance with all relevant directives and standards. However, it may still generate
electromagnetic disturbances that can affect other systems like telecommunications (telephone, radio, and television) or
other safety systems. These disturbances can cause safety problems in the affected systems. Read and understand this
section to eliminate or reduce the amount of electromagnetic disturbance generated by this machine.
This machine has been designed to operate in an industrial area. To operate in a domestic area it is necessary
to observe particular precautions to eliminate possible electromagnetic disturbances. The operator must install
and operate this equipment as described in this manual. If any electromagnetic disturbances are detected the
operator must put in place corrective actions to eliminate these disturbances with, if necessary, assistance from
Lincoln Electric.
Before installing the machine, the operator must check the work area for any devices that may malfunction because of
electromagnetic disturbances. Consider the following.
Input and output cables, control cables, and telephone cables that are in or adjacent to the work area and the machine.
Radio and/or television transmitters and receivers. Computers or computer controlled equipment.
Safety and control equipment for industrial processes. Equipment for calibration and measurement.
Personal medical devices like pacemakers and hearing aids.
Check the electromagnetic immunity for equipment operating in or near the work area. The operator must be sure that
all equipment in the area is compatible. This may require additional protection measures.
The dimensions of the work area to consider will depend on the construction of the area and other activities that are
taking place.
Consider the following guidelines to reduce electromagnetic emissions from the machine.
Connect the machine to the input supply according to this manual. If disturbances occur if may be necessary to take
additional precautions such as filtering the input supply.
The output cables should be kept as short as possible and should be positioned together. If possible connect the work
piece to ground in order to reduce the electromagnetic emissions. The operator must check that connecting the work
piece to ground does not cause problems or unsafe operating conditions for personnel and equipment.
Shielding of cables in the work area can reduce electromagnetic emissions. This may be necessary for special
applications.
WARNING
The Class A equipment is not intended for use in residential locations where the electrical power is provided by the public
low-voltage supply system. There may be potential difficulties in ensuring electromagnetic compatibility in those locations,
due to conducted as well as radiated disturbances.
WARNING
This equipment does not comply with IEC 61000-3-12. If it is connected to a public low-voltage system, it is responsibility of
the installer or user of the equipment to ensure, by consultation with the distribution network operator if necessary, that the
equipment may be connected.

English 5 English
Safety
11/04
WARNING
This equipment must be used by qualified personnel. Be sure that all installation, operation, maintenance and repair
procedures are performed only by qualified person. Read and understand this manual before operating this equipment.
Failure to follow the instructions in this manual could cause serious personal injury, loss of life, or damage to this equipment.
Read and understand the following explanations of the warning symbols. Lincoln Electric is not responsible for damages
caused by improper installation, improper care or abnormal operation.
WARNING: This symbol indicates that instructions must be followed to avoid serious personal injury, loss of
life, or damage to this equipment. Protect yourself and others from possible serious injury or death.
READ AND UNDERSTAND INSTRUCTIONS: Read and understand this manual before operating this
equipment. Arc welding can be hazardous. Failure to follow the instructions in this manual could cause
serious personal injury, loss of life, or damage to this equipment.
ELECTRIC SHOCK CAN KILL: Welding equipment generates high voltages. Do not touch the electrode,
work clamp, or connected work pieces when this equipment is on. Insulate yourself from the electrode, work
clamp and connected work pieces.
ELECTRICALLY POWERED EQUIPMENT: Turn off input power using the disconnect switch at the fuse
box before working on this equipment. Ground this equipment in accordance with local electrical
regulations.
ELECTRICALLY POWERED EQUIPMENT: Regularly inspect the input, electrode, and work clamp cables.
If any insulation damage exists replace the cable immediately. Do not place the electrode holder directly on
the welding table or any other surface in contact with the work clamp to avoid the risk of accidental arc
ignition.
ELECTRIC AND MAGNETIC FIELDS MAY BE DANGEROUS: Electric current flowing through any
conductor creates electric and magnetic fields (EMF). EMF fields may interfere with some pacemakers and
welders having a pacemaker shall consult their physician before operating this equipment.
CE COMPLIANCE: This equipment complies with the European Community Directives.
ARTIFICIAL OPTICAL RADIATION: According with the requirements in 2006/25/EC Directive and EN
12198 Standard, the equipment is a category 2. It makes mandatory the adoption of Personal Protective
Equipment (PPE) having filter with a protection degree up to a maximum of 15, as required by EN169
Standard.
FUMES AND GASES CAN BE DANGEROUS: Welding may produce fumes and gases hazardous to
health. Avoid breathing these fumes and gases. To avoid these dangers the operator must use enough
ventilation or exhaust to keep fumes and gases away from the breathing zone.
ARC RAYS CAN BURN: Use a shield with the proper filter and cover plates to protect your eyes from
sparks and the rays of the arc when welding or observing. Use suitable clothing made from durable flame-
resistant material to protect you skin and that of your helpers. Protect other nearby personnel with suitable,
non-flammable screening and warn them not to watch the arc nor expose themselves to the arc.

English 6 English
WELDING SPARKS CAN CAUSE FIRE OR EXPLOSION: Remove fire hazards from the welding area and
have a fire extinguisher readily available. Welding sparks and hot materials from the welding process can
easily go through small cracks and openings to adjacent areas. Do not weld on any tanks, drums,
containers, or material until the proper steps have been taken to insure that no flammable or toxic vapors
will be present. Never operate this equipment when flammable gases, vapors or liquid combustibles are
present.
WELDED MATERIALS CAN BURN: Welding generates a large amount of heat. Hot surfaces and materials
in work area can cause serious burns. Use gloves and pliers when touching or moving materials in the work
area.
CYLINDER MAY EXPLODE IF DAMAGED: Use only compressed gas cylinders containing the correct
shielding gas for the process used and properly operating regulators designed for the gas and pressure
used. Always keep cylinders in an upright position securely chained to a fixed support. Do not move or
transport gas cylinders with the protection cap removed. Do not allow the electrode, electrode holder, work
clamp or any other electrically live part to touch a gas cylinder. Gas cylinders must be located away from
areas where they may be subjected to physical damage or the welding process including sparks and heat
sources.
MOVING PARTS ARE DANGEROUS: There are moving mechanical parts in this machine, which can
cause serious injury. Keep your hands, body and clothing away from those parts during machine starting,
operating and servicing.
SAFETY MARK: This equipment is suitable for supplying power for welding operations carried out in an
environment with increased hazard of electric shock.
The manufacturer reserves the right to make changes and/or improvements in design without upgrade at the same time the
operator’s manual.

English 7 English
Introduction
The welding machines MAGPOWER 2100 i enables
welding:
GMAW (MIG/MAG)
FCAW-SS
SMAW (MMA)
The following equipment has been added to
MAGPOWER 2100 i:
Bracket with rear wheels, M6 screws (4 units) and M6
lock nuts (4 units)
Gun for GMAW process – 3m
Work lead – 3m
Gas hose – 2m
Gun holder, M6 screw and M6 lock nut
For GMAW and FCAW-SS process, the technical
specification describes:
Type of welding wire
Wire diameter
Recommended equipment, which can be bought by user,
was mentioned in the chapter "Accessories".
Installation and Operator Instructions
Read this entire section before installation or operation of
the machine.
Location and Environment
This machine will operate in harsh environments.
However, it is important that simple preventative
measures are followed to assure long life and reliable
operation.
Do not place or operate this machine on a surface with
an incline greater than 10° from horizontal.
Do not use this machine for pipe thawing.
This machine must be located where there is free
circulation of clean air without restrictions for air
movement to and from the air vents. Do not cover the
machine with paper, cloth or rags when switched on.
Dirt and dust that can be drawn into the machine
should be kept to a minimum.
This machine has a protection rating of IP21. Keep it
dry when possible and do not place it on wet ground
or in puddles.
Locate the machine away from radio controlled
machinery. Normal operation may adversely affect
the operation of nearby radio controlled machinery,
which may result in injury or equipment damage.
Read the section on electromagnetic compatibility in
this manual.
Do not operate in areas with an ambient temperature
greater than 40°C.
Duty cycle and Overheating
The duty cycle of a welding machine is the percentage of
time in a 10 minute cycle at which the welder can operate
the machine at rated welding current.
Example: 60% duty cycle
Welding for 6 minutes. Break for 4 minutes.
Excessive extension of the duty cycle will cause the
thermal protection circuit to activate.
Minutes or decrease
duty cycle
Input Supply Connection
WARNING
Only a qualified electrician can connect the welding
machine to the supply network. Installation had to be
made in accordance with the appropriate National
Electrical Code and local regulations.
Check the input voltage, phase and frequency supplied to
this machine before turning it on. Verify the connection of
ground wires from the machine to the input source. The
welding machine MAGPOWER 2100 i must be connected
to a correctly installed plug-in socket with an earth pin.
Input voltage is 1x230V, 50/60Hz. For more information
about input supply refer to the technical specification
section of this manual and to the rating plate of the
machine.
Make sure that the amount of mains power available from
the input supply is adequate for normal operation of the
machine. The necessary delayed fuse (or circuit breaker
with "D" characteristic) and cable sizes are indicated in
the technical specification section of this manual.
WARNING
The welding machine can be supplied from an engine
driven generator of output power at least 30% larger than
input power of the welding machine. Engine driven
generator must have voltage stabilization. Otherwise, may
cause a damage.
See "Technical Specifications" chapter.
WARNING
When powering welder from a generator be sure to turn
off welder first, before generator is shut down, in order to
prevent damage to welder!
English 8 English
Power Source Placement
WARNING
Avoid excessive dust, acid and corrosive materials in the
air.
Keep protected from rain and direct sun when in use
outdoors.
There should be 500 mm space about for the welding
machine to have good ventilation.
Use adequate ventilation when in confined areas.
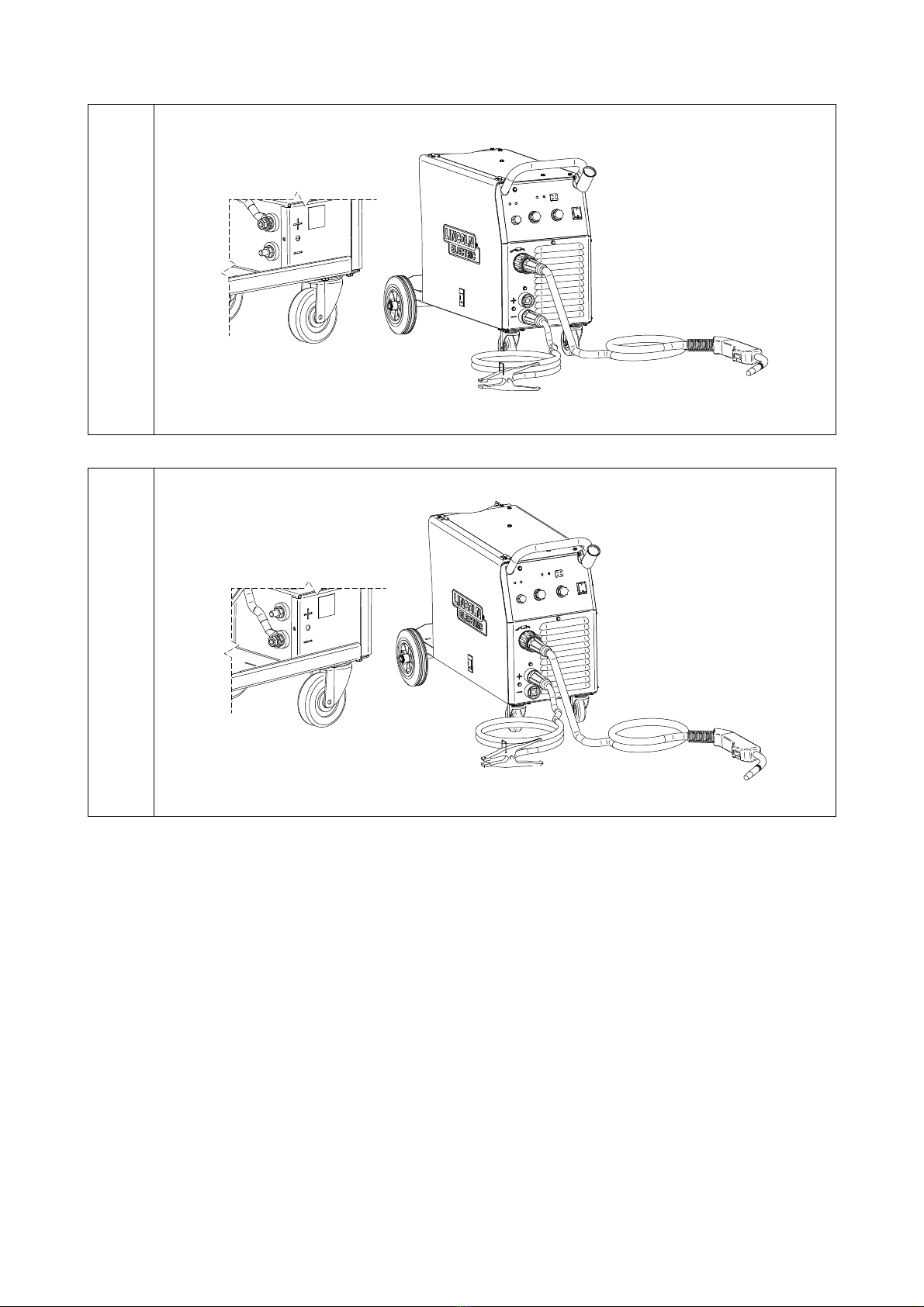
Output Connections
Refer to points [8], [9] and [10] of the Figures below.
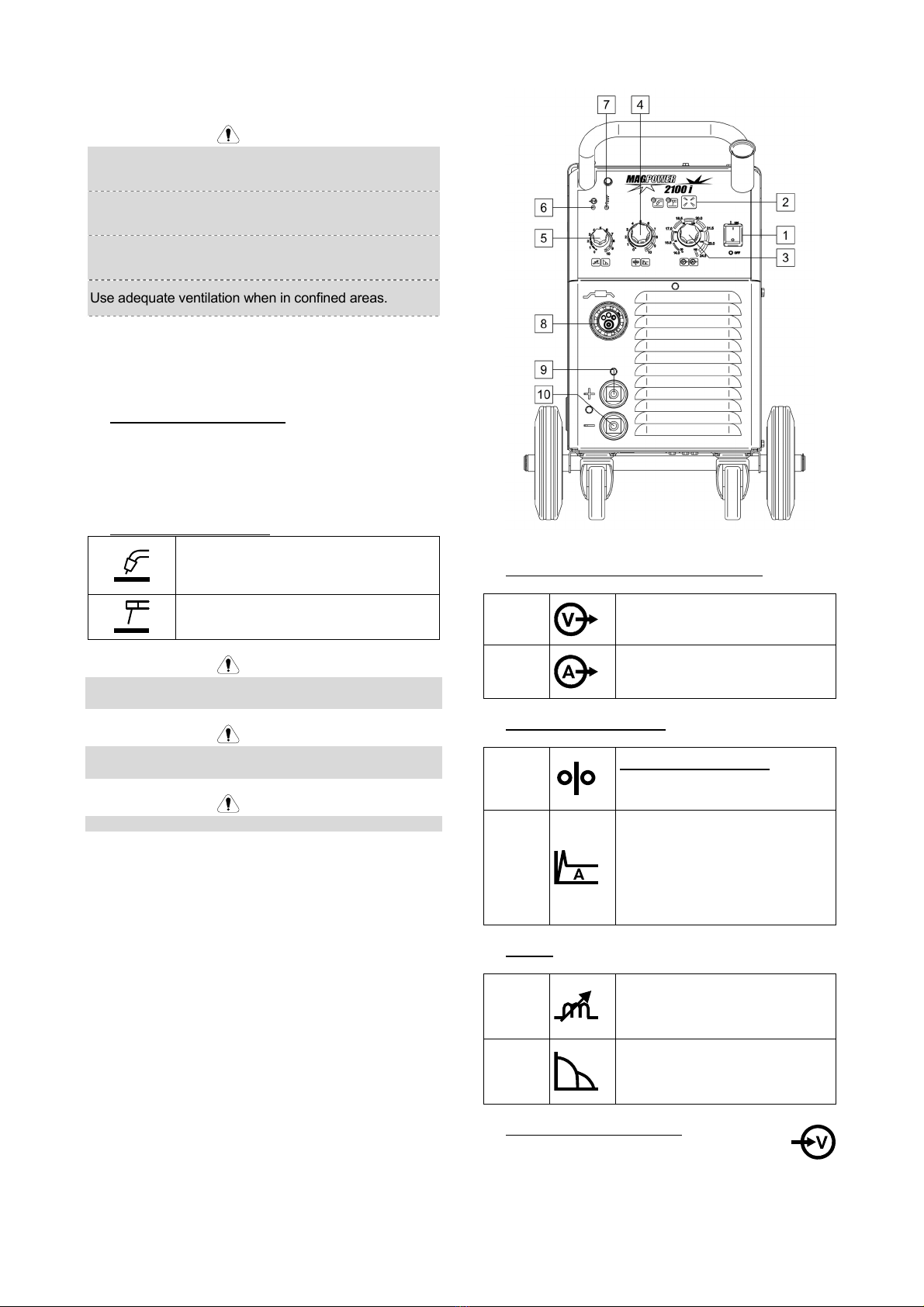
Controls and Operational Features
1. Power Switch ON/OFF (I/O): Controls the input power
to the machine. Be sure the power source is
connected to the mains supply before turning power
on ("I"). After input power is connected and the power
switch is turned on, the indicator will light up to
indicate the machine is ready to weld.
2. Process Welding’s Switch:
GMAW (MIG/MAG) process
Warning: Can be used to FCAW-SS
process.
SMAW (MMA) process
WARNING
When the machine is switched again on, last welding
process will be recalled.
WARNING
If the push-button is pushed in GMAW process in, the
output terminals will lived.
WARNING
During SMAW process, the output terminals are still lived.
Figure 1
3. Welding Load Voltage / Current Control: Depending
on welding process, this knob controls:
GMAW
process
The welding load voltage and set
by this knob [6] (also during
welding).
SMAW
process
The welding current is set by this
knob [6] (also during welding).
4. WFS/Hot Start Control: Depending on welding
process, this knob controls:
GMAW
process
Wire feed speed WFS: Value in
percentage of nominal value wire
feed speed.
SMAW
process
HOT START: Value in percentage
of nominal value welding current
during arc start current. The
control is used to set the level of
the increased current and arc start
current is made easy.
5. Control: Depending on welding process, this knob
controls:
GMAW
process
Inductance: Arc control is
controlled by this knob. If the value
is higher, the arc will be softer and
during welding is less spatters.
SMAW
process
ARC FORCE: The output current
is temporarily increased to clear
short circuit connections between
the electrode and the workpiece.
6. LED Indicator Power switch: This LED lights
up when the welding machine is ON and is
ready to work

English 9 English
7. Thermal Overload Indicator: It indicates that
the machine is overloaded or that the cooling
is not sufficient.
WARNING
If the welding current exceed 200 A, output power will be
turned off after 5 seconds. It will be indicated by Thermal
Overload Indicator. Output power will be turned on again
after 3 minutes.
8. EURO Socket: For connecting a welding gun (for
GMAW / FCAW-SS process).
9. Positive Output Socket for the Welding
Circuit: For connecting an electrode holder
with lead / work lead.
10. Negative Output Socket for the Welding
Circuit: For connecting an electrode holder
with lead / work lead.
11. Gas Connector: Connection for gas line.
12. Power Lead with Plug (3m): Power lead with plug is a
standard equipment. Connect the power lead with plug
to the main supply before turning power on.
12
11
Figure 2
13
1415
17
18
16
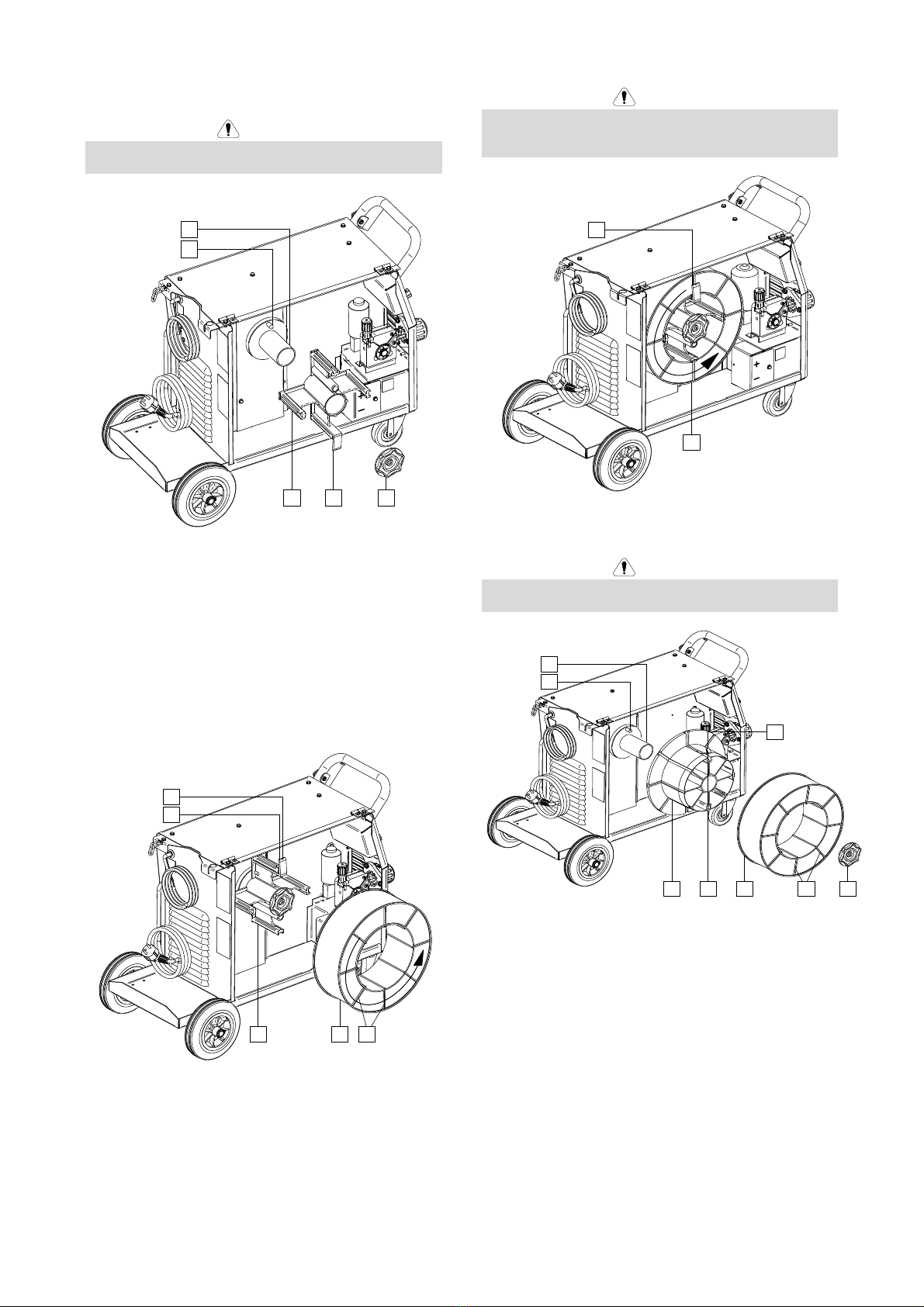
Figure 3
13. Wire Drive (for GMAW, FCAW-SS process): 2-Roll
wire drive.
14. Welding Wire (for GMAW / FCAW-SS).
15. Spooled Wire (for GMAW / FCAW-SS): The machine
does not include a spooled wire.
16. Wire Spool Support: Maximum 15kg spools. Accepts
plastic, steel and fiber spools onto 51mm spindle. Also
accepts Readi-Reel®type spools onto included
spindle adapter.
17. Shield of Changing Polarity.
18. Terminal Block of Changing Polarity (for GMAW /
FCAW-SS process): This terminal block enables to set
the welding polarity (+ ; -), which will be given at the
welding holder.
WARNING
Positive (+) polarity is set at the factory.
WARNING
Before welding check the polarity for using electrodes and
wires.
If the welding polarity has to be changed, user should:
Switch off the machine.
Determine the wire polarity for the wire to be used.
Consult the electrode data for this information.
Take off the terminal block’s shield [17].
The tip of the wire on the terminal block [18] and work
lead fix as is shown in the Table 1 or the Table 2.
Put on the terminal block’s shield.
WARNING
The machine must be used with the door completely
closed during welding.
WARNING
Not use handle to move the machine during work.
English 10 English
Table 1.
Positive polarity
(factory setting)
Table 2.
Negative polarity

English 11 English
Wire Spool Loading
Wire spool type S300 and BS300 can be installed on the
wire spool support without adapter.
Wire spool type S200, B300 or Readi-Reel®can be
installed, but the applicable adapter must be purchased.
The applicable adapter can be purchased
separately(see "Accessories" chapter).
Wire Spool Type S300 & BS300 Loading
WARNING
Turn the input power OFF at the welding power source
before installation or changing a wire spool.
19
22
20
21
Figure 4
Turn the input power OFF.
Open the side panel.
Unscrew the Locking Nut [19] and remove it from the
Spindle [21].
Place the spool type S300 or BS300 [20] on the
Spindle [21] making certain the Spindle Brake Pin [22]
is put in the hole in back side of spool type S300 or
SB300.
WARNING
Position the spool type S300 or SB300 so that it will rotate
in a direction when feeding so as to be de-reeled from
bottom of the spool.
Re-install the locking nut [19]. Make sure that the
locking nut is tightened.
Wire Spool Type S200 Loading
WARNING
Turn the input power OFF at the welding power source
before installation or changing a wire spool.
19
25
22
21
2423
Figure 5
Turn the input power OFF.
Open the side panel.
Unscrew the Locking Nut [19] and remove it from the
Spindle [21].
Place the adapter of spool type S200 [23] on the
spindle [21] making certain the spindle brake pin [22]
is put in the hole in back side of the adapter [23]. The
adapter of spool type S200 can be purchased
separately (see "Accessories" chapter).
Place the spool type S200 [25] on the spindle [21]
making certain that the adapter brake pin [24] is put in
the hole in the back side of the spool.
WARNING
Position the spool type S200 so that it will rotate in a
direction when feeding so as to be de-reeled from bottom
of the spool.
Re-install the locking nut [19]. Make sure that the
locking nut is tightened.
English 12 English
Wire Spool Type B300 Loading
WARNING
Turn the input power OFF at the welding power source
before installation or changing a wire spool.
19
22
21
26 27
Figure 6
Turn the input power OFF.
Open the side panel.
Unscrew the Locking Nut [19] and remove it from the
spindle [21].
Place the adapter of spool type B300 [26] on the
spindle [21].Make certain that the spindle brake pin
[22] is put in the hole in the back side of the
adapter [26]. The adapter of spool type B300 can be
purchased separately (see "Accessories" chapter).
Re-install the locking nut [19]. Make sure that the
locking nut is tightened.
26
27
28
29 30
Figure 7
Rotate the spindle and adapter so the retaining spring
[27] is at the 12 o'clock position.
Place the spool type B300 [29] on the adapter [26].
Set one of the B300 inside cage wires [30] on the slot
[28] in the retaining spring tab [27] and slide the spool
onto the adapter.
WARNING
Position the spool type B300 so that it will rotate in a
direction when feeding so as to be de-reeled from bottom
of the spool.
29
27
Figure 8
Wire Spool Type Readi-Reel®Loading
WARNING
Turn the input power OFF at the welding power source
before installation or changing a wire spool.
1931
22
21
34
33
32 30
Figure 9
Turn the input power OFF.
Open the spool wire case.
Unscrew the locking nut [19] and remove it from the
spindle [21].
Place the adapter of spool type Readi-Reel®[31] on
the spindle [21].Make certain that the spindle brake pin
[22] is put in the hole in the back side of the adapter
[31]. The adapter of spool type Readi-Reel®can be
purchased separately (see "Accessories" chapter).
Re-install the locking nut [19]. Make sure that the
locking nut is tightened.
Rotate the spindle and adapter so the retaining spring
[32] is at the 12 o'clock position.
Place the spool type Readi-Reel®[34] on the adapter
[31]. Set one of the Readi-Reel®inside cage wires [30]
on the slot [33] in the retaining spring tab [32].

English 13 English
WARNING
Position the spool type Readi-Reel®so that it will rotate in
a direction when feeding so as to be de-reeled from
bottom of the spool.
Loading the Electrode Wire
Turn the input power OFF.
Open the side panel of the machine.
Unscrew the locking nut of the sleeve.
Load the spool with the wire [15] on the sleeve such
that the spool turns anticlockwise when the wire [14] is
fed into the wire feeder.
Make sure that the spool locating pin goes into the
fitting hole on the spool.
Screw in the looking nut of the sleeve.
Put on the wire roll using the correct groove
corresponding to the wire diameter.
Free the end of the wire and cut off the bent end
making sure it has no burr.
WARNING
Sharp end of the wire can hurt.
Rotate the wire spool anticlockwise and thread the
end of the wire into the wire feeder as far as the Euro
socket.
Adjust force of pressure roll of the wire feeder
properly.
Adjustments of Brake Torque of Sleeve
To avoid spontaneous unrolling of the welding wire the
sleeve is fitted with a brake.
Adjustment is carried by rotation of its screw M10, which
is placed inside of the sleeve frame after unscrewing the
fastening cap of the sleeve.
36
35
19
Figure 10
19. Fastening cap.
35. Adjusting screw M10.
36. Pressing spring.
Turning the screw M10 clockwise increases the spring
tension and you can increase the brake torque
Turning the screw M10 anticlockwise decreases the
spring tension and you can decrease the brake torque.
After finishing of adjustment, you should screw in the
fastening cap again.
Adjusting of Force of Pressure Roll
Force
The pressure arm controls the amount of force the drive
rolls exert on the wire.
Pressure force is adjusted by turning the adjustment nut
clockwise to increase force, counterclockwise to decrease
force. Proper adjustment of pressure arm gives the best
welding performance.
WARNING
If the roll pressure is too low the roll will slide on the wire.
If the roll pressure is set too high the wire may be
deformed, which will cause feeding problems in the
welding gun. The pressure force should be set properly.
Decrease the pressure force slowly until the wire just
begins to slide on the drive roll and then increase the
force slightly by turning of the adjustment nut by one turn.
Inserting Electrode Wire into Welding
Gun
Turn the input power OFF.
Depending on welding process, connect the proper
gun to the euro socket, the rated parameters of the
gun and of the welding machine should be matched.
Remote the nozzle from the gun and contact tip or
protection cap and contact tip. Next, straighten the gun
out flat.
Insert the wire through the guide tube, over the roller
and through the guide tube of Euro Socket into liner of
gun. The wire can be pushed into the liner manually
for a few centimetres, and should feed easily and
without any force.
WARNING
If force is required it is likely that the wire has missed the
liner of gun.
Turn the input power ON.
Depress the gun trigger to feed the wire through the
gun liner until the wire comes out of the threaded end.
When trigger is released spool of wire should not
unwind.
Adjust wire spool brake accordingly.
Turn the welding machine off.
Install a proper contact tip.
Depending on the welding process and the type of the
gun, install the nozzle (GMAW process) or protection
cap (FCAW-SS process).
WARNING
Take precaution to keep eyes and hands away from the
end of the gun while the wire is being come out of the
threated end.
Changing Driving Rolls
WARNING
Turn the input power OFF at the welding power source
before installation or changing drive rolls and/or guides.
MAGPOWER 2100 i is equipped with drive roll V0.8/V1.0
for steel wire. For others wire sizes, is available the proper
drive rolls kit (see "Accessories" chapter) and follow
instructions:
Turn the input power OFF.
Release the pressure roll lever [37].
Unscrew the fastening cap [38].
Change the drive roll [39] with the compatible ones
corresponding to the used wire.
WARNING
Be sure that the gun liner and contact tip are also sized to
match the selected wire size.

English 14 English
Screw fastening cap [38].
Manually feed the wire from the wire reel, the wire
through the guide tubes, over the roller and guide tube
of Euro Socket into liner of gun.
Lock the pressure roll lever [37].
39 38
37
Figure 11
Gas Connection
A gas cylinder must be installed with a proper flow
regulator. Once a gas cylinder with a flow regulator has
been securely installed, connect the gas hose [11] to the
flow regulator.
WARNING
The welding machine supports all suitable shielding gases
at a maximum pressure of 5,0 bar.
WARNING
Always fasten gas cylinder properly in vertical position in a
special holder on the wall or on a carriage. Remember to
close gas cylinder valve after having finished welding.
WARNING
Gas cylinder can be fasten on the machine’s shelf, but the
height of gas cylinder doesn’t have to be higher than
43in/1,1m. See the Figure 12. The gas cylinder which is
fastened on the machine’s shelf has to be secured by
attaching it to the machine using the chain.
Figure 12
Welding GMAW, FCAW-SS Process
MAGPOWER 2100 i can be used to welding GMAW and
FCAW-SS process.
MAGPOWER 2100 i includes the gun necessary for GMAW.
Procedure of begin welding of GMAW or FCAW-SS process:
Place the machine conveniently near the work area in a
location to minimize exposure to weld spatter and to
avoid sharp bends in the gun cable.
Determine the wire polarity for the wire to be used.
Consult the wire data for this information.
Connect output the gas-cooled gun to GMAW / FCAW-
SS process to Euro Socket [8].
Depending on the using wire, connect the work lead to
output socket [9] or [10]. See [18] point – terminal block of
changing polarity.
Connect the work lead to the welding piece with the work
clamp.
Install the proper wire.
Install the proper drive roll.
Manually push the wire into the gun’s liner.
Make a sure, if it is needed (GMAW process), that the
gas shield has been connected.
Turn the machine on.
Insert the wire into the welding gun.
WARNING
Keep the gun cable as straight as possible when loading
electrode through cable.
WARNING
Never use defected gun.
Close the wire drive door.
Set the welding parameters.
The welding machine is now ready to weld.
WARNING
The wire drive door has to be completely closed during
welding.
WARNING
Keep the gun cable as straight as possible when welding or
loading electrode through cable.
WARNING
Do not kink or pull cable around sharp corners.
By applying the principle of occupational health and
safety at welding, welding can be begun.
In manual mode can be set:
The welding load voltage
WFS (wire feed speed)
Inductance

English 15 English
Welding SMAW (MMA) Process
MAGPOWER 2100 I does not include the electrode
holder with lead necessary for SMAW welding, but the
one can be purchased separately. See "Accessories"
chapter.
Procedure of begin welding of SMAW process:
Determine the electrode polarity for the electrode to be
used. Consult the electrode data for this information.
Depending on the polarity of using electrode, connect
the work lead [19] and the electrode holder with lead
to output socket [8] or [9] and lock them. See the
Table 3.
Table 3.
Output socket
POLARITY
DC (+)
The electrode holder
with lead to SMAW [9]
Work lead [10]
DC (-)
The electrode holder
with lead to SMAW [10]
Work lead [9]
Connect the work lead to the welding piece with the
work clamp.
Install the proper electrode in the electrode holder.
Turn the welding machine on.
Set the welding parameters.
The welding machine is now ready to weld.
By applying the principle of occupational health and
safety at welding, welding can be begun.
User can set functions:
The welding current
HOT START
ARC FORCE
Maintenance
WARNING
For any repair operations, modifications or maintenances,
it is recommended to contact the nearest Technical
Service Center or Lincoln Electric. Repairs and
modifications performed by unauthorized service or
personnel will cause, that the manufacturer’s warranty will
become null and void.
Any noticeable damage should be reported immediately
and repaired.
Routine maintenance
Check condition of insulation and connections of the
work leads and insulation of power lead. If any
insulation damage exists replace the lead
immediately.
Remove the spatters from the welding gun nozzle.
Spatters could interfere with the shielding gas flow to
the arc.
Check the welding gun condition: replace it, if
necessary.
Check condition and operation of the cooling fan.
Keep clean its airflow slots.
Periodic maintenance
Perform the routine maintenance and, in addition:
Keep the machine clean. Using a dry (and low
pressure) airflow, remove the dust from the external
case and from the cabinet inside.
If it is required, clean and tighten all weld terminals.
The frequency of the maintenance operations may vary in
accordance with the working environment where the
machine is placed.
WARNING
Do not touch electrically live parts.
WARNING
Before the case of welding machine will be removed, the
welding machine had to be turned off and the power lead
had to be disconnected from mains socket.
WARNING
Mains supply network must be disconnected from the
machine before each maintenance and service. After
each repair, perform proper tests to ensure safety.

English 16 English
Customer Assistance Policy
The business of The Lincoln Electric Company is
manufacturing and selling high quality welding equipment,
consumables, and cutting equipment. Our challenge is to
meet the needs of our customers and to exceed their
expectations. On occasion, purchasers may ask Lincoln
Electric for advice or information about their use of our
products. We respond to our customers based on the best
information in our possession at that time. Lincoln Electric
is not in a position to warrant or guarantee such advice,
and assumes no liability, with respect to such information
or advice. We expressly disclaim any warranty of any
kind, including any warranty of fitness for any customer’s
particular purpose, with respect to such information or
advice. As a matter of practical consideration, we also
cannot assume any respon- sibility for updating or
correcting any such information or advice once it has
been given, nor does the provision of information or
advice create, expand or alter any warranty with respect
to the sale of our products
Lincoln Electric is a responsive manufacturer, but the
selection and use of specific products sold by Lincoln
Electric is solely within the control of, and remains the sole
responsibility of the customer. Many variables beyond the
control of Lincoln Electric affect the results obtained in
applying these types of fabrication methods and service
requirements.
Subject to Change – This information is accurate to the
best of our knowledge at the time of printing. Please refer
to www.lincolnelectric.com for any updated information.

English 17 English
WEEE
07/06
Do not dispose of electrical equipment together with normal waste!
In observance of European Directive 2012/19/EC on Waste Electrical and Electronic Equipment (WEEE)
and its implementation in accordance with national law, electrical equipment that has reached the end of its
life must be collected separately and returned to an environmentally compatible recycling facility. As the
owner of the equipment, you should get information on approved collection systems from our local
representative.
By applying this European Directive you will protect the environment and human health!
Spare Parts
12/05
Part List reading instructions
Do not use this part list for a machine if its code number is not listed. Contact the Lincoln Electric Service Department
for any code number not listed.
Use the illustration of assembly page and the table below to determine where the part is located for your particular
code machine.
Use only the parts marked "X" in the column under the heading number called for in the assembly page (# indicate a
change in this printing).
First, read the Part List reading instructions above, then refer to the "Spare Part" manual supplied with the machine, that
contains a picture-descriptive part number cross-reference.
REACh
11/19
Communication in accordance with Article 33.1 of Regulation (EC) No 1907/2006 – REACh.
Some parts inside this product contain:
Bisphenol A, BPA, EC 201-245-8, CAS 80-05-7
Cadmium, EC 231-152-8, CAS 7440-43-9
Lead, EC 231-100-4, CAS 7439-92-1
Phenol, 4-nonyl-, branched, EC 284-325-5, CAS 84852-15-3
in more than 0,1% w/w in homogeneous material. These substances are included in the “Candidate List of Substances of
Very High Concern for Authorisation” of REACh.
Your particular product may contain one or more of the listed substances.
Instructions for safe use:
use according to Manufacturer instructions, wash hands after use;
keep out of reach of children, do not put in mouth,
dispose in accordance with local regulations.
Authorized Service Shops Location
09/16
The purchaser must contact a Lincoln Authorized Service Facility (LASF) about any defect claimed under Lincoln's
warranty period.
Contact your local Lincoln Sales Representative for assistance in locating a LASF or go to www.lincolnelectric.com/en-
gb/Support/Locator.
Electrical Schematic
Refer to the "Spare Part" manual supplied with the machine.

English 18 English
Suggested Accessories
K10429-15-3M The gas-cooled gun LGS150 G-3.0 to GMAW process - 3m
K10429-15-4M The gas-cooled gun LGS150 G-4.0 to GMAW process - 4m
K10429-15-5M The gas-cooled gun LGS150 G-5.0 to GMAW process - 5m
KP10461-1 Gas nozzle conical Ø12mm
KP10440-06 Contact Tip M6x25mm ECu 0.6mm
KP10440-08 Contact Tip M6x25mm ECu 0.8mm
KP10440-09 Contact Tip M6x25mm ECu 0.9mm
KP10440-10 Contact Tip M6x25mm ECu 1.0mm
KP10468 Protection cap to FCAW-SS process
E/H-200A-25-3M Welding cable with electrode holder to SMAW process - 3m
GRD-200A-35-5M Work Lead -5m.
KIT-200A-25-3M
Lead’s KIT to SMAW process:
The electrode holder with lead to SMAW process - 3m
Work lead - 3m
R-1019-125-1/08R Adapter for spool type S200
K10158-1 Adapter for spool type B300
K363P Adapter for spool type Readi-Reel®
Drive rolls to 2 driven rolls
KP14016-0.8 KP14016-
1.0 Solid wires: V0.6 / V0.8 V0.8 / V1.0
KP14016-1.1R Cored wires:VK0.9 / VK1.1
Table of contents
Other bester Welding System manuals

bester
bester 151 User manual

bester
bester MiniMagster 1502 User manual

bester
bester Magster Series User manual

bester
bester 155-ND User manual

bester
bester MAGSTER 380 User manual

bester
bester 155-ST User manual

bester
bester SPF 405-SA User manual

bester
bester MAGSTER 380 User manual

bester
bester PDE 50 User manual
Popular Welding System manuals by other brands







Shindaiwa
Shindaiwa DGW340DM Owner's and operator's manual

Blue Demon
Blue Demon IGBT Series owner's manual

Kemppi
Kemppi FastMig MXP 37 Pipe Steel operating manual

Miller Electric
Miller Electric XMT 350 CC/CV owner's manual

Kemppi
Kemppi KEMPOMAT 320 KEMPOMAT 320C operating instructions

Lincoln Electric
Lincoln Electric handy core Operator's manual





