B-2
ZNAK BEZPIECZEŃSTWA: Urządzenie to jest przystosowane do zasilania sieciowego, do prac spa-
walniczych prowadzonych w środowisku o podwyższonym ryzyku porażenia elektrycznego.
BUTLA MOŻE WYBUCHNĄĆ JEŚLI JEST USZKODZONA: Stosowaćtylko butle atestowane z
gazem odpowiedniego rodzaju do stosowanego procesu i poprawnie działającymi regulatorami
ciśnienia, przeznaczonymi dla stosowanego gazu i ciśnienia. Zawsze utrzymywaćbutlęw pionowym
położeniu, zabezpieczając jąłańcuchem przed wywróceniem się. Nie przemieszczaći nie
transportowaćbutli z gazem ze zdjętym kołpakiem zabezpieczającym. Nigdy nie dotykaćelektrody,
uchwytu spawalniczego, zacisku uziemiającego lub jakiegokolwiek elementu obwodu przewodzącego
prąd do butli z gazem. Butle z gazem musząbyćumieszczane z dala od miejsca gdzie mogłyby ulec
uszkodzeniu lub gdzie byłyby narażone na działanie iskier lub rozgrzanej powierzchni.
Instrukcja Instalacji i Eksploatacji
Przed instalacjąi rozpoczęciem użytkowania tego
urządzenia należy przeczytaćcały ten rozdział.
Lokalizacja i Środowisko
Urządzenie to może pracowaćw ciężkich warunkach.
Jednakże ważnym jest zastosowanie prostych środków
zapobiegawczych, które zapewniądługążywotność i
niezawodnąpracę, między innymi:
•Nie umieszczaći nie użytkowaćtego urządzenia na
powierzchni o pochyłości większej niż15°.
•Nie używaćtego urządzenia do odmrażania rur.
•Urządzenie to musi byćumieszczone w miejscu
gdzie występuje swobodna cyrkulacja czystego
powietrza bez ograniczeńprzepływu powietrza do i
od wentylatora. Gdy urządzenie jest załączone do
sieci, niczym go nie przykrywaćnp. papierem lub
ścierką.
•Ograniczyćdo minimum brud i kurz, które mogą
przedostaćsiędo urządzenia.
•Urządzenie to posiada stopieńochrony obudowy:
•B 151 I: IP21S
•B 181 I: IP23
•B 210 I: IP23
Utrzymywaćje suchym o ile to możliwe i nie
umieszczaćna mokrym podłożu lub w kałuży.
•Urządzenie to powinno byćumieszczone z dal od
urządzeństerownych drogąradiową. Jego
normalna praca może niekorzystnie wpłynąć na
ulokowane w pobliżu urządzenia sterowane
radiowo, co może doprowadzićdo obrażenia ciała
lub uszkodzenia urządzenia. Przeczytaj rozdziało
kompatybilności elektromagnetycznej w tej
instrukcji.
•Nie używaćtego urządzenia w temperaturach
otoczenia wyższych niż40°C.
Podłączenie Zasilania Sieciowego
Przed załączeniem tego urządzenia do sieci zasilającej
sprawdzićwielkość napięcia, ilość faz i częstotliwość.
Parametry napięcia zasilającego podane sąw rozdziale
z danymi technicznymi i na tabliczce znamionowej
urządzenia. Upewnij sięczy urzadzenie jest
odpowiednio uziemnione.
Upewnićsięczy siećzasilająca może pokryć
zapotrzebowanie mocy wejściowej dla tego urządzenia
w warunkach jego normalnej pracy. Dopuszczalna
obciążalność bezpiecznika i wymiary przewodów
znajdująsięw części z danymi technicznymi niniejszej
instrukcji.
Zasilanie z Generatora
•B 151 I:
OSTRZEŻENIE
To urządzenie nie jest zaprojektowane do
współpracy ze spalinowym agregatem
prądotwórczym. Współpraca z generatorem może
doprowadzićdo uszkodzenia urządzenia.
•B 181 I / B 210 I:
Urządzenie jest zaprojektowane do współpracy z
agregatem prądotwórczym który wytworzy napięcie
zasilania o odpowiedniej wartości i częstotliwości
zgodnie z Danymi Technicznymi urządzenia.
Agregat prądotwórczy musi spełniaćnastępujące
warunki:
•Napięcie szczytowe Vac: poniżej 410V.
•Częstotliwość Vac: w zakresie 50 i 60Hz.
•Wartośc skuteczna napięcia AC: 230Vac ± 15%
Jest bardzo ważne żeby sprawdzićte warunki gdyż
wiele agregatów prądotwórczych wytwarza impulsy
napięcia o dużej wartości. Praca tego urządzenia
przy zasilaniu z agregatu nie spełniającego
powyższych warunków nie jest zalecana i może
spowodowaćuszkodzenie urządzenia.
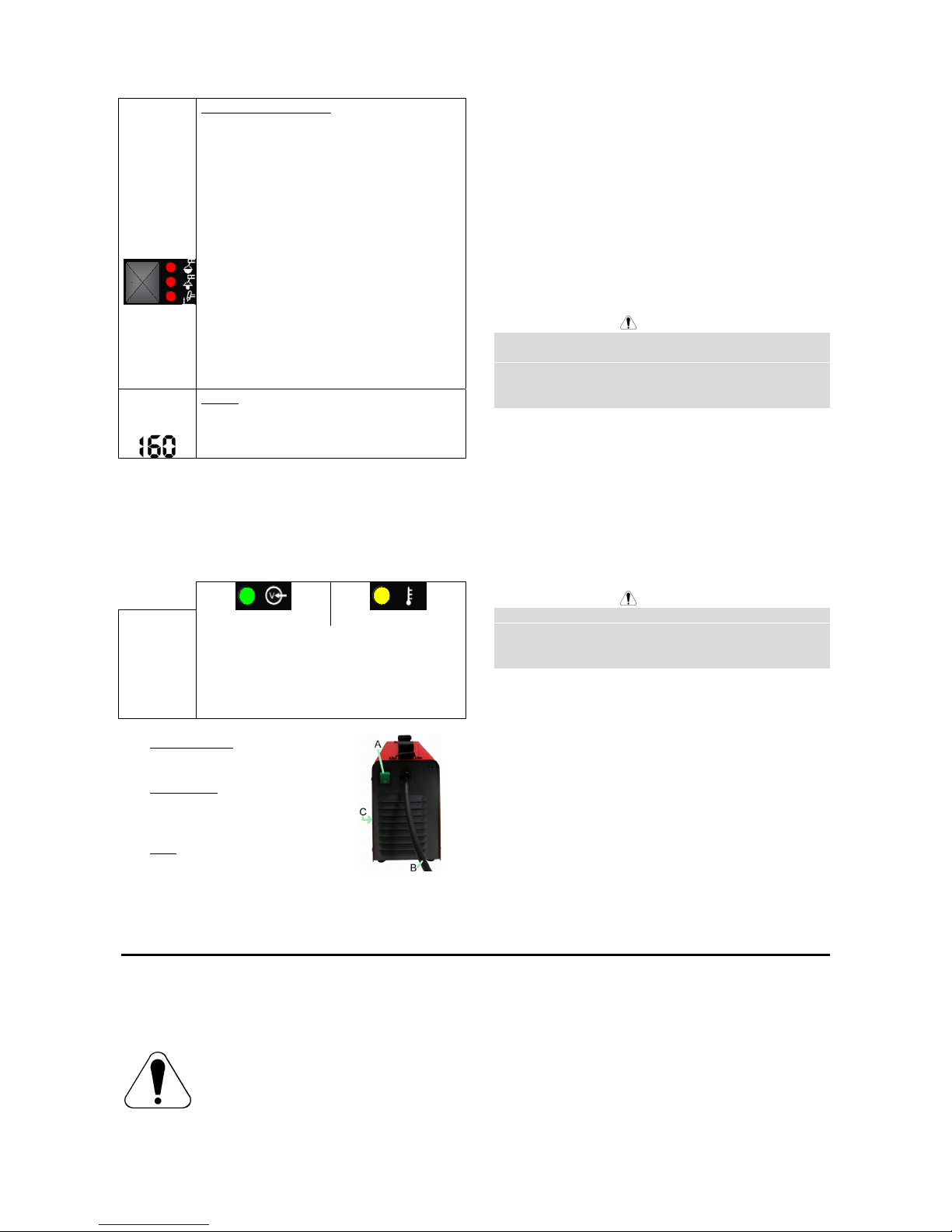
Podłączenia Wyjściowe
System szybkozłączek wykorzystujący wtyki kablowe
typu Twist-MateTM jest zastosowany do podłączania
kabli spawalniczych. Więcej informacji na temat
podłączeńwyjściowych dla metody MMA lub TIG można
znaleźć poniżej.
•(+) Dodatnie gniazdo szybkozłącza: Dodatni zacisk
wyjściowy do podłączenia obwodu spawania.
•(-) Ujemne gniazdo szybkozłącza: Ujemny zacisk
wyjściowy do podłączenia obwodu spawania.
Spawanie metodąMMA
W pierwszej kolejności należy określićpolaryzacje dla
stosowanej elektrody. Należy zapoznaćsięz danymi
technicznymi stosowanej elektrody. Następnie
podłączyćkable wyjściowe do gniazd wyjściowych
urządzenia o wybranej polaryzacji. Dla przykładu, jeśli
będzie stosowana metoda DC(+).