Big Daishowa CN0406 User manual

●チップセット前にチップ着座部にエアーを吹き付け、異物を取り除いてください。
●チップの背面、側面をウエス等で丁寧に拭いてください。
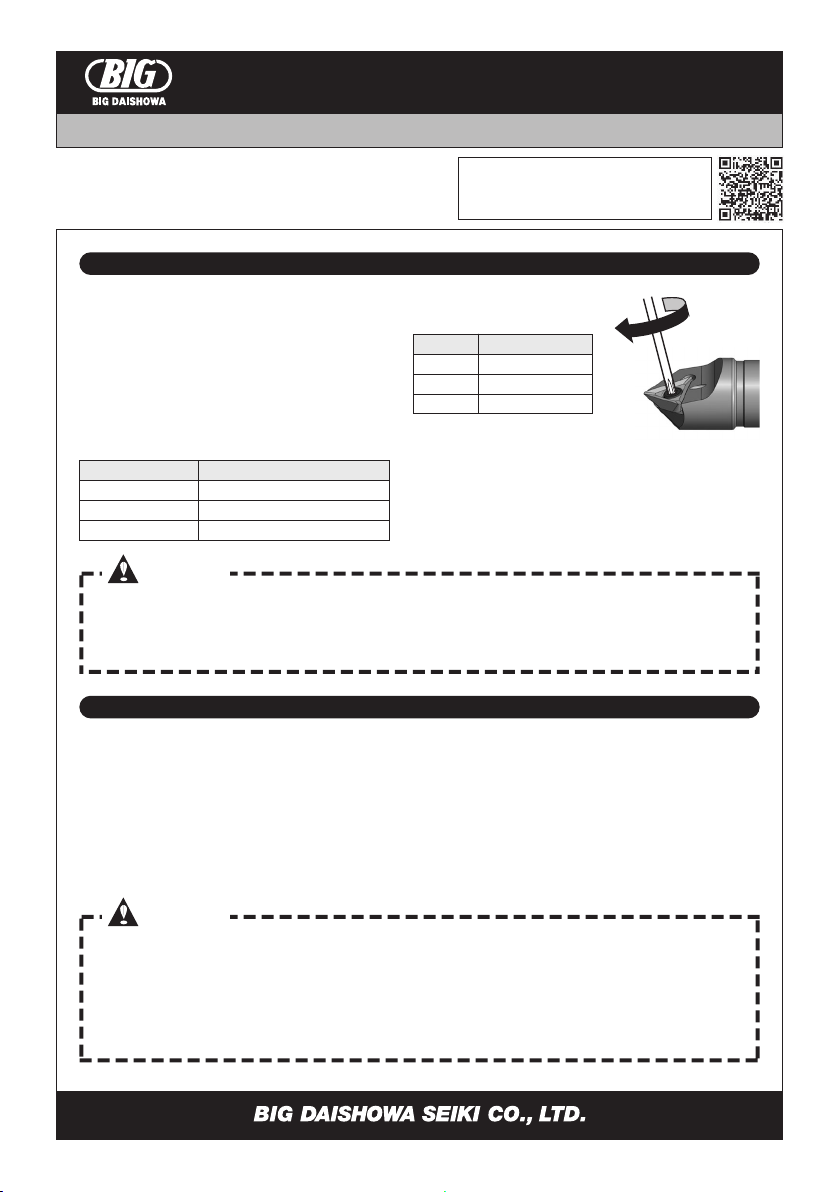
●チップを右図のように軽く押しながらチップ座面に取り付け、クランプスクリュを
締め付けてください。
●クランプスクリュを締め付ける際は右表のトルク値を超
えないように締め付けてください。右表のトルク値以上
で締め付けますと、チップが割れる恐れがありますので
ご注意ください。
●
チップ座面に隙間が無い事をご確認の上ご使用ください。
〈チップおよび部品〉
CN0406 S2TS-6IP
CN0606 S2.5S-8IP
CN0906 S4S-15IP
チップ型式 チ ッ プ ク ラ ン プ ス ク リ ュ セ ット ・チップクランプスクリュセットにはスクリュ10個と
専用レンチ1本が含まれています。
●標準切削条件は、カタログをご参照ください。
●もみつけ加工時は必ず水溶性切削油をご使用ください。
●横送りの面取り加工時は、基本的に乾式切削(エアーブ
ローを含む)を推奨します。但し、アルミ加工など切れ
刃に
激しい溶着が発生する場合には、水溶性切削油をご使
用ください。
●大きなもみつけ加工を行う場合は、切削条件を下げたり、
ステップ送りを追加してください。
●大きな面取りには、切り込み回数(穴の面取りはステッ
プ送り)を増やすか、切削速度を落としてください。
●大きいバリが残っているワークのエッジを面取りすると、
チップが欠けやすくなります。早めの刃具交換などで下
地のバリを最小限に抑えてください。
●刃具の突出し量は最小限度にとどめてください。
●手動送りでのご使用はお奨めしていません。
●
カタログに記載されている切削条件以上、もしくは最高回転
数20,000min
-1
以上での使用は絶対にしないでください。
●チップにはノーズRが付いているため、もみつけ先端部は
わずかに凸形状となります。
※多刃仕様では、もみつけ加工を行なうことはできません。
No.0522PA
Cセンタリングカッター
取扱説明書
スローアウェイチップの取り付け方
切削に関して
ご注意
ご注意
■本社
東大阪市西石切町3丁目3-39〒579-8013
TEL.072(982)2312(
代)
FAX.072(980)2231
ご使用前に必ず本書をお読みいただき、ご使用される方がいつでも見ることができる場所に必ず保管してください。
・不適切な切削条件での加工は行わないでください。
・ぶつけるなど、本体に強い衝撃を与えた後は使用しない
でください。
・工具は切削時高温になります。使用直後に直接手で触れ
ると火傷の危険があります。
・工具の突き出しはできるだけ短くしてご使用ください。
・剛性、馬力の十分な機械でご使用ください。
・切りくずの飛散や誤った使用による工具の破損に対し
て、機械のカバーや安全メガネなどの保護具をご使用
ください。
・不水溶性切削油は火災発生の危険性がありますので使用
しないでください。
・付属または純正のクランプスクリュ以外は使用しないで
ください。
・チップ交換時は刃先で手を切らないよう注意してくだ
さい。
・チップクランプスクリュとレンチは消耗品ですので定期
的に交換してください。
・先端の痛んだレンチ、穴の痛んだスクリュは使用しない
でください。
CN0406 0.5
CN0606 1.0
CN0906 3.5
チップ型式
締め付けトルク(N・m)
・Do not cut under inappropriate cutting condition.
・Do not use after the body is bumped and strongly
shocked.
・The tool is in the state of high temperature during cutting.
There is a danger of a burn, if it is touched soon after
cutting is done.
・Minimize the overhang of the tool for use.
・Use the machine tool with sufcient rigidity and
horsepower.
・Use a cover on a machine tool and a protector such as
glasses against shattering chips and broken tools due to
misuse.
・Do not use insoluble oil, because there is a danger of
causing re.
Do not use other insert clamping screw than the
accessory or genuine.
Be careful not to cut yourself when exchanging inserts.
・
・
Replace the screw periodically since they are
consumption parts.
Do not use the wrench whose tip is damaged and the
clamping screw whose hole is damaged.
・
・
〈INSERT AND PARTS〉
CN0406 S2TS-6IP
CN0606 S2.5S-8IP
CN0906 S4S-15IP
Insert Insert clamping screw set
CN0406 0.5
CN0606 1.0
CN0906 3.5
Insert
Clamping torque (N・m)
・The insert clamping screw set includes 10 screws and
1 exclusive wrench.
Before attaching inserts, remove any alien particles on the insert seat with air blowing.
Wipe the side and back faces of inserts with a waste thoroughly.
Tighten the screw while lightly pressing of the insert.
Do not tighten a insert clamping screw with more
clamping torque than those in the gure shown right.
Otherwise, an insert, may come to be broken.
Ensure that there is no space between the insert and the
insert seat.
●
●
●
●
●
Refer to the catalogue for the standard cutting condition.
For centering, always use soluble oil.
For chamfering, dry cutting (including air blowing) is
basically recommended. However, in case that severe
built-up edge occurs for cutting aluminum, use soluble oil.
When large centering is needed, lower cutting condition
and/or add step feed.
If large chamfer is needed, increase No. of cuts (# of
pecking for chamfering a bore),
or decrease a cutting speed.
●
●
●
●
●
If edges with large burrs left are chamfered, an insert
comes to be chipped. Burrs should be removed as much
as possible e.g. by changing a cutting tool earlier.
Retain as short projection length of the tool as possible.
Hand feed is not recommended.
Do not exceed a cutting condition in the catalogue or the
maximum rotational speed of 20,000min-1.
The nose radius of the insert forms slightly convex shape
at the bottom of the centering hole.
●
●
●
●
●
※Centering can not be done by multiple cutting edge cutters.
HOW TO ATTACH INSERTS
ABOUT CUTTING CONDITION
CAUTION
CAUTION
OPERATION MANUAL
C-CENTERING CUTTER
Please read these instructions before use and keep them where
the operator may refer to them whenever necessary.
OPERATION MANUAL
DOWNLOAD SITE
https://big-daishowa.com/manual_index.php
This manual suits for next models
5
Table of contents
Other Big Daishowa Cutter manuals



Popular Cutter manuals by other brands







Bosch
Bosch POF 1400 ACE Original instructions

SignWarehouse.com
SignWarehouse.com Bobcat BA-60 user manual

Makita
Makita 4112HS instruction manual

GEISMAR STUMEC
GEISMAR STUMEC MTZ 350S manual

Hitachi
Hitachi CM 4SB2 Safety instructions and instruction manual

Dexter Laundry
Dexter Laundry 800ETC1-20030.1 instruction manual





