2
4068
Hydro-Pneumatic Blind Rivet Nut and StudInstallation Tool
INTRODUCTION
This brochure covers the use and maintenance of the Cardinal Components 4068 spin-pull-spin
blind rivet nut and stud installation tool. This tool is capable of placing Bollhoff Rivkle brand
blind rivet nuts in sizes from M3 metric - #6 unified, up to M12 metric – ½” unified; as well as
blind rivet nuts of other suppliers. The specific capabilities of this tool, when used with other
suppliers’ inserts, should be discussed with the Cardinal Components technical sales department.
The 4068, with a minimal amount of care, if kept clean, lubricated and operated properly for
the size inserts being installed, will provide many years of service.
The basic function of this tool can be best understood by realizing it is capable of two
separate operations – spinning and pulling.
The spinningis performed bythe 4068 in both a forward motion, to mount the unplaced rivet
nut onto the threads of thedrive mandrel, and a reverse spinto disengage the drive mandrel
from the installed insert.
Once the tool has been properly set, installation of the blind rivet nut is accomplished by –
forward spin to mountthe insert onto the tool, pullbackto cause the insert to upset – reverse
spin to disengage the tool from the installed insert.
The forward spinning operation of the tool is automaticallystarted when pressure is applied to
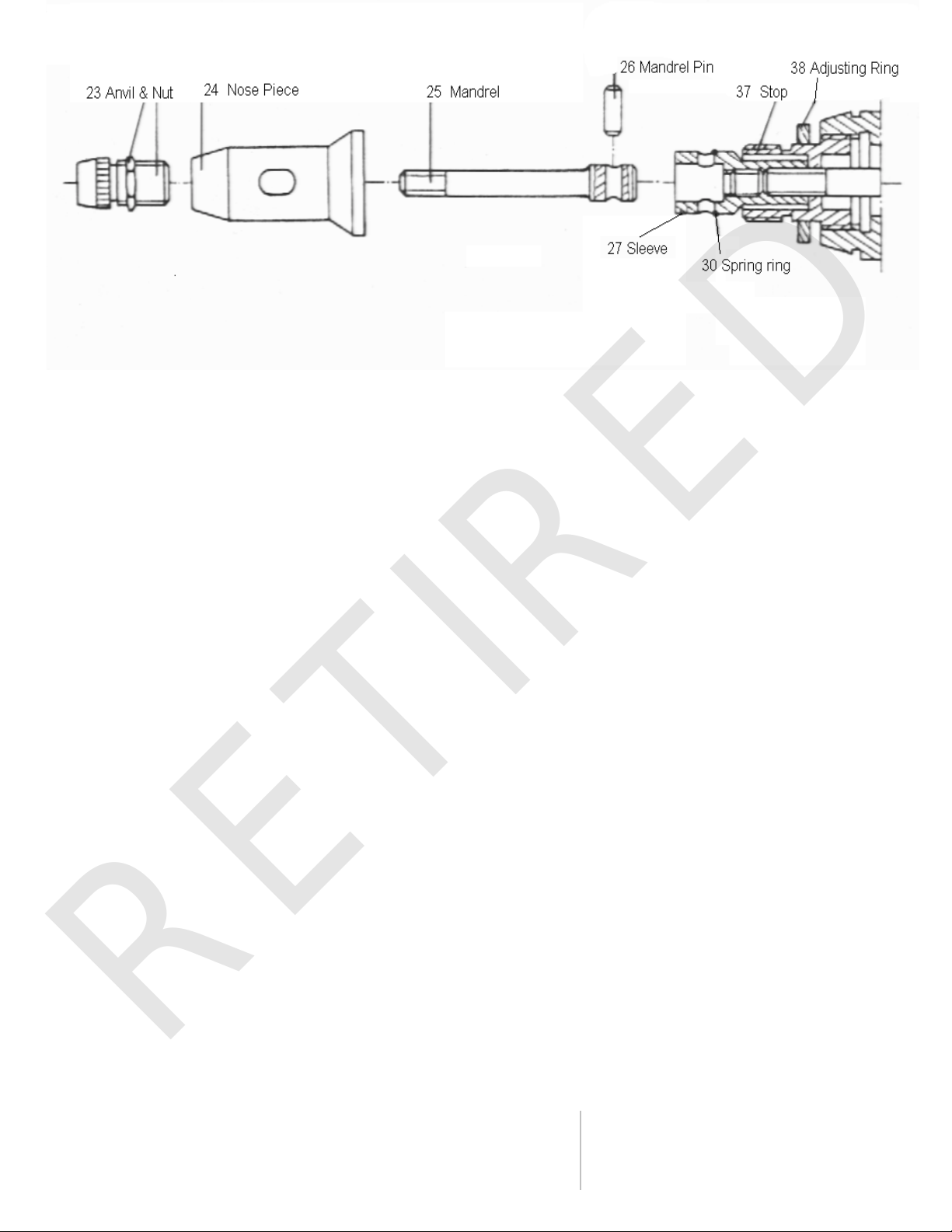
the drive mandrel. Byholding the insert with its head toward the nosepieceor anvil of the tool
and applying pressure on the mandrel, the forward spin begins, mounting the insert on the
tool. The forward spin will stop when the insert meets the face of the nosepiece or anvil.
By pulling down on the bottom half of the “rocker” trigger, the pull stroke is performed.
By depressing the top half of the rocker trigger, the reverse spin begins to disengage the tool
from the installed insert.
The 4068 delivers a constant pulling force, or traction power, which at 85 psi. air pressure, is
5000 pounds of force. The proper installation of any size blind river nut is thereby
accomplished by a strict control of the stroke distance of the tool – the distance the tool will
pull back on the mandrel. It is extremely important that this stroke distance be properly set
duringthe initial setup of the tool priorto beginning anyinstallation of any size blind rivet nut.
The pulling force or traction power of this tool is capable of damaging the threads of the
insert, or even stripping the threads of small inserts, if not properly set.
ISO 9001 CERTIFIED
Readyto upgrade to the latest tooling?
Request your quote withRivet Nut USA (anoperating divisionofCardinalComponents, Inc.)
CardinalComponents, Inc. is your authorized preferred specialtyfastener distributor.
(800)236-3200
Sales@RivetNutUSA.com
www.RivetNutUSA.com