4
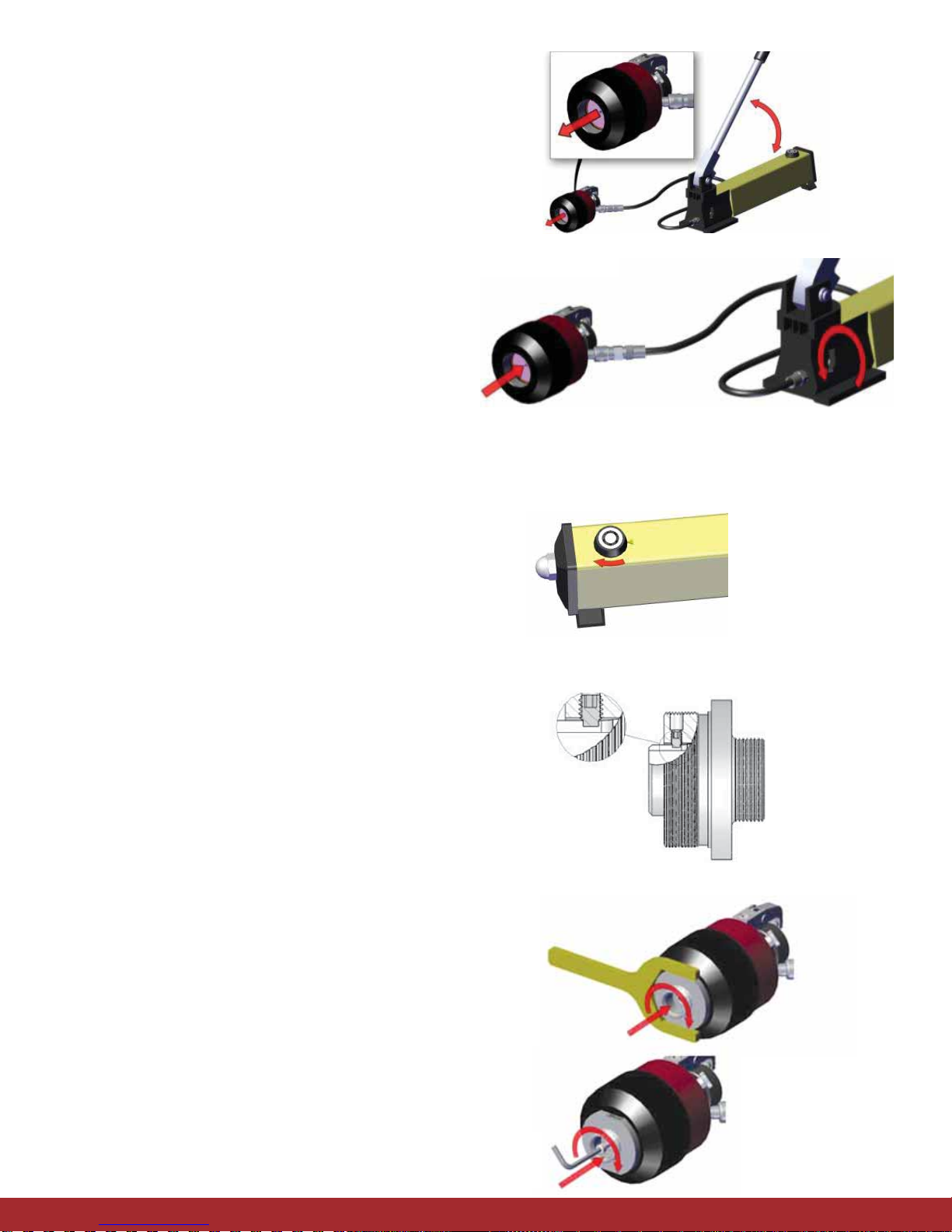
2.4 Operate the hand pump (pump the handle) until the piston in
the Pre-Setting head if fully extended. This is achieved when
the pump handle is hard to push. Do not try to pump the handle
any further. Pre-Setting head, turn counter-clockwise. Keep
the plug in a safe place, such as in theblack case.
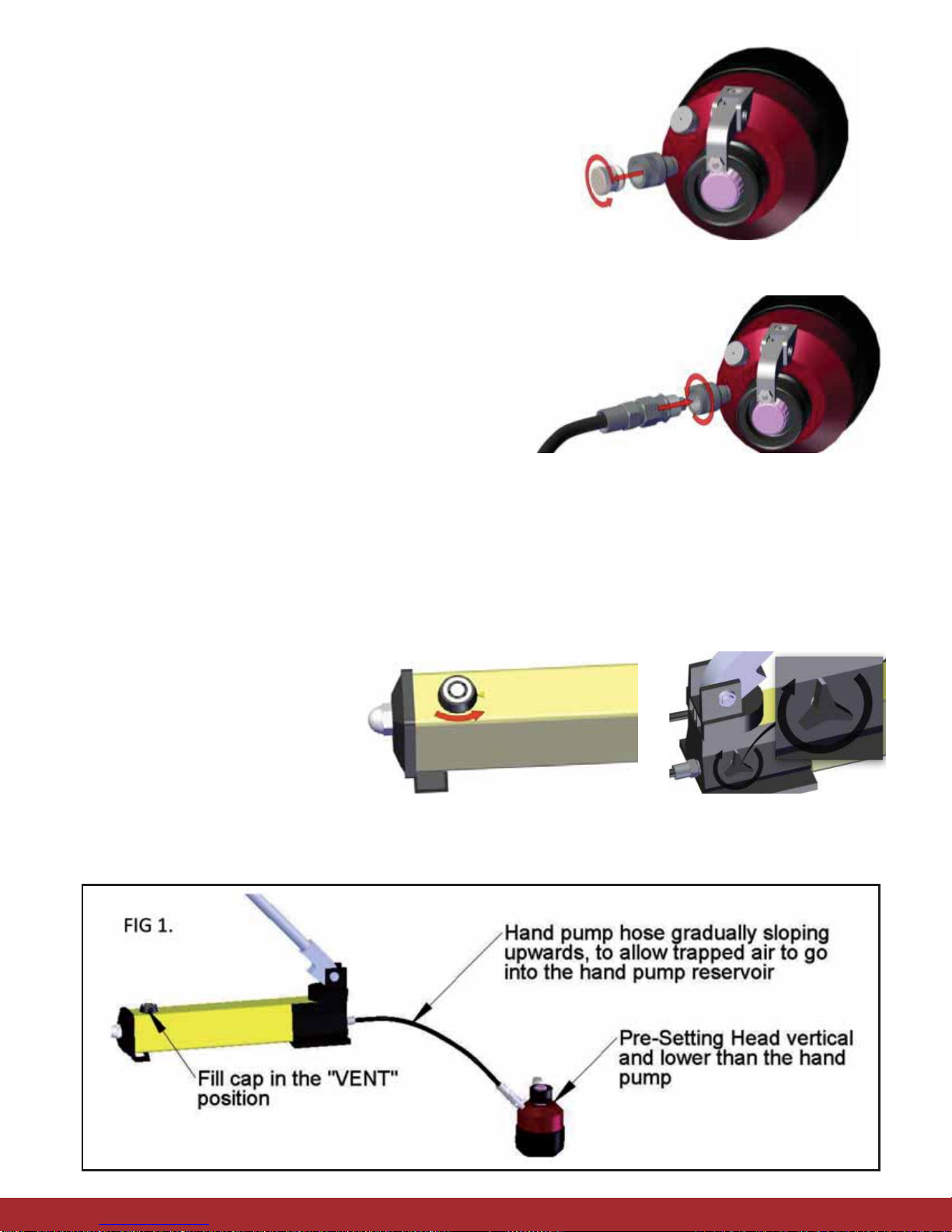
2.5 Open the release valve on the hand pump to retract
the Pre-Setting head piston. This action will force
any trapped air to move up into the hand pump reservoir.
2.6 Repeat the above step as necessary.
2.7 Add oil to the hand pump reservoir, if necessary.
Reference hand pump manufacturer’s manual
for instructions.
2.8 Return fill cap to the operating position (“CLOSE”).
3. Die and Jig Installation
Always keep the Die and Jig as a matched pair and stored in the black
case when not in use.
3.1 Select the corresponding Die and Jig set to the desired tube
size you wish to pre-set. Make sure the Die and Jig is a matched
pair. Use a 3/32 Allen Wrench to loosen the set screw located on
the large end of the jig (See adjacent figure). This ensures that
the Die moves freely prior to installing the Die and Jig assembly
into the Pre-Setting head unit.
3.2 Maintaining the Jig key in the Die slot, install the Jig and Die
by screwing the Jig into the Pre-Setting head and tighten
completely, turning clockwise. Do not over-tighten. Use ONLY
open-end wrenches provided.
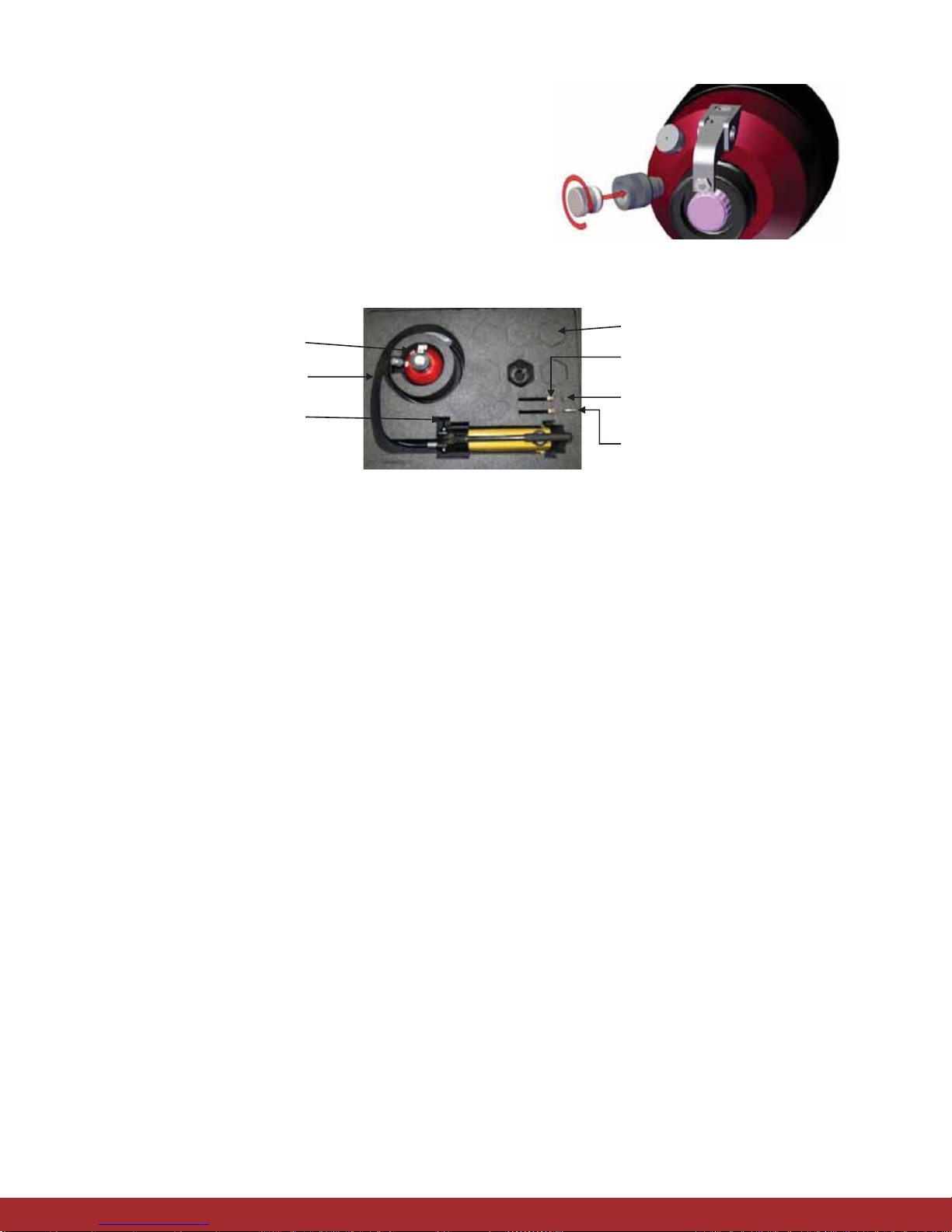
3.3. Screw the Die-Fixing bolt to secure the Die onto the Pre-Setting
head’s piston, use the 5mm hex wrench, provided. Apply
a small amount of lube, provided with the fitting, to the
Jig threads. Do this on the first and every 5th use of the
tool thereafter.