© Danfoss | DCS (MWA) | 2015.05 DKRCI.PI.FN1.A5.ML / 520H6262 5
ESPAÑOL
Refrigerantes
Apto para HCFC, HFC, R-717 (amoníaco),
R-744 (CO2) y todos los refrigerantes
inamables.
Se recomienda limitar el uso de estos ltros
a circuitos cerrados. Si desea obtener
información complementaria, póngase en
contacto con su distribuidor local de Danfoss.
Rangos de presión y temperatura
De –60 a +150 °C (de –76 a +302 °F).
FIA 15-200:
Los ltros están diseñados para soportar
una presión de trabajo máxima de 52 bar
(754 psig).
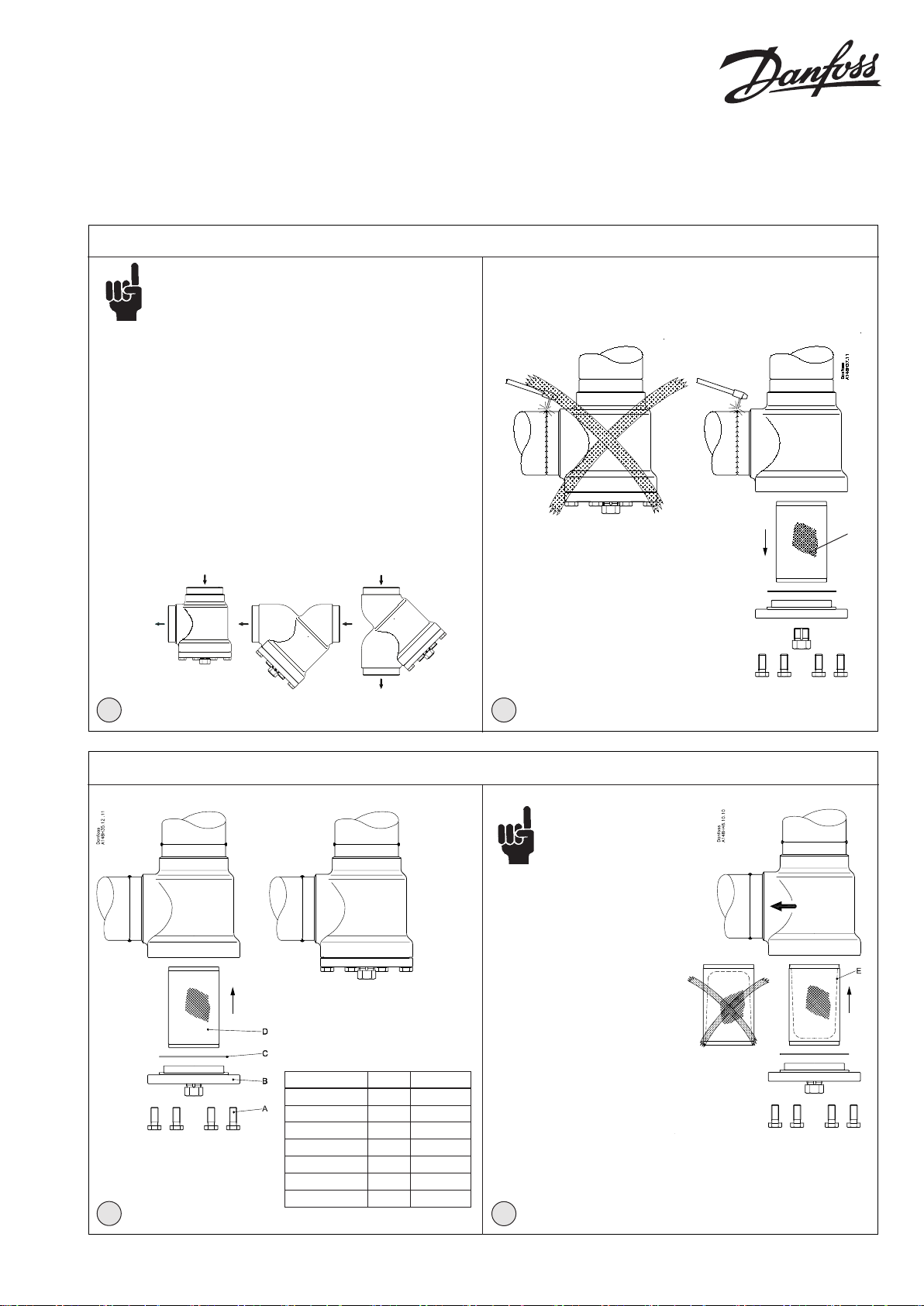
Instalación
Nota:
En el momento de su entrega, la
carcasa del ltro no incorpora la
malla de ltro ni ningún tipo de
accesorio.
El ltro debe instalarse con la tapa superior
situada hacia abajo y el ujo debe dirigirse
hacia dicha tapa superior, de acuerdo con el
sentido indicado por la echa situada en la
carcasa del ltro (consulte la g. 1). La malla de
ltro debe instalarse tras realizar la soldadura.
La carcasa del ltro está diseñada para
soportar una presión interna elevada. Sin
embargo, el sistema de tuberías debe
diseñarse de tal forma que se eviten las
acumulaciones de líquido y se reduzca el
riesgo asociado a la presión hidráulica
generada por la expansión térmica. Debe
garantizarse que el ltro se encuentre
protegido frente a los fenómenos transitorios
asociados a la presión que puedan producirse
en el sistema (por ejemplo, el fenómeno
conocido como“golpe de ariete”).
Sentido de ujo recomendado
El ltro debe instalarse de forma que el ujo
se dirija hacia la tapa superior, de acuerdo
con el sentido indicado por la echa situada
en el costado de la carcasa del ltro (consulte
la g. 1). El ujo nunca debe producirse en
sentido contrario al indicado.
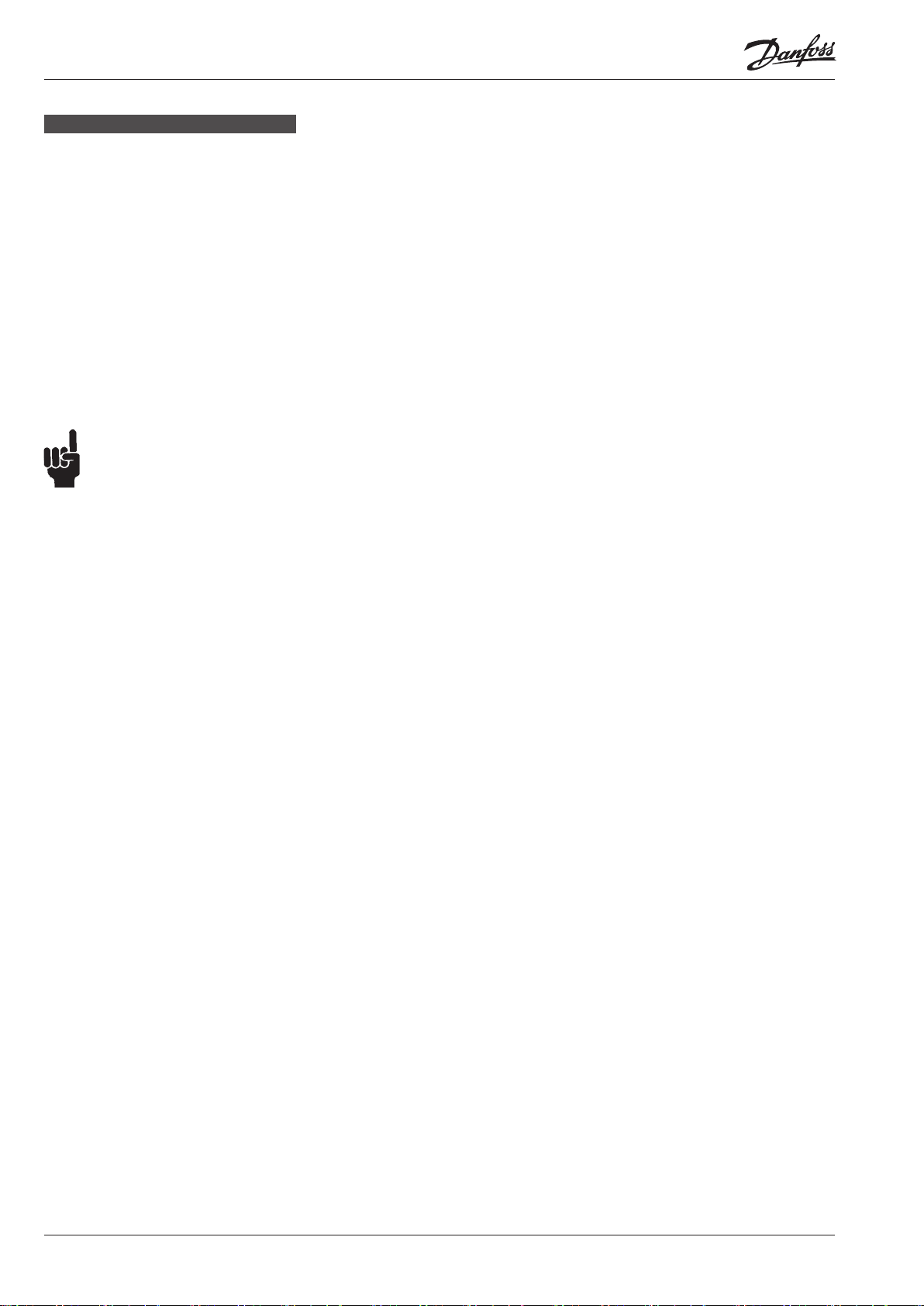
Soldadura
La tapa superior debe desmontarse antes
de realizar la soldadura (consulte la g. 2)
para evitar posibles daños en la junta situada
entre la carcasa y la tapa superior del ltro.
Los materiales y métodos de soldadura
aplicados a la carcasa del ltro deben ser
compatibles con el material de la carcasa.
La carcasa del ltro debe someterse a una
limpieza interna para eliminar los restos de
materiales de soldadura tras nalizar esta y
antes de proceder a montar el ltro de nuevo.
Únicamente puede dejarse la tapa superior
colocada si:
La temperatura de la zona situada entre la
carcasa y la tapa superior del ltro no supera
los +150 °C (+302 °F) durante la soldadura.
Dicha temperatura depende del método
de soldadura empleado, así como de la
refrigeración que pueda aplicarse a la
carcasa del ltro durante la realización de
la soldadura.
Por ejemplo, podría refrigerarse envolviendo
la carcasa con un paño húmedo. Durante
las operaciones de soldadura, asegúrese de
que no se introduzcan en el ltro suciedad,
restos de materiales de soldadura, etc.
La carcasa del ltro no debe verse sometida a
tensiones (cargas externas) tras su instalación.
Los ltros no deben montarse en sistemas
en los que su lado de salida quede abierto
a la atmósfera. El lado de salida del ltro
siempre debe conectarse al sistema o
quedar correctamente cerrado (por ejemplo,
soldando una placa).
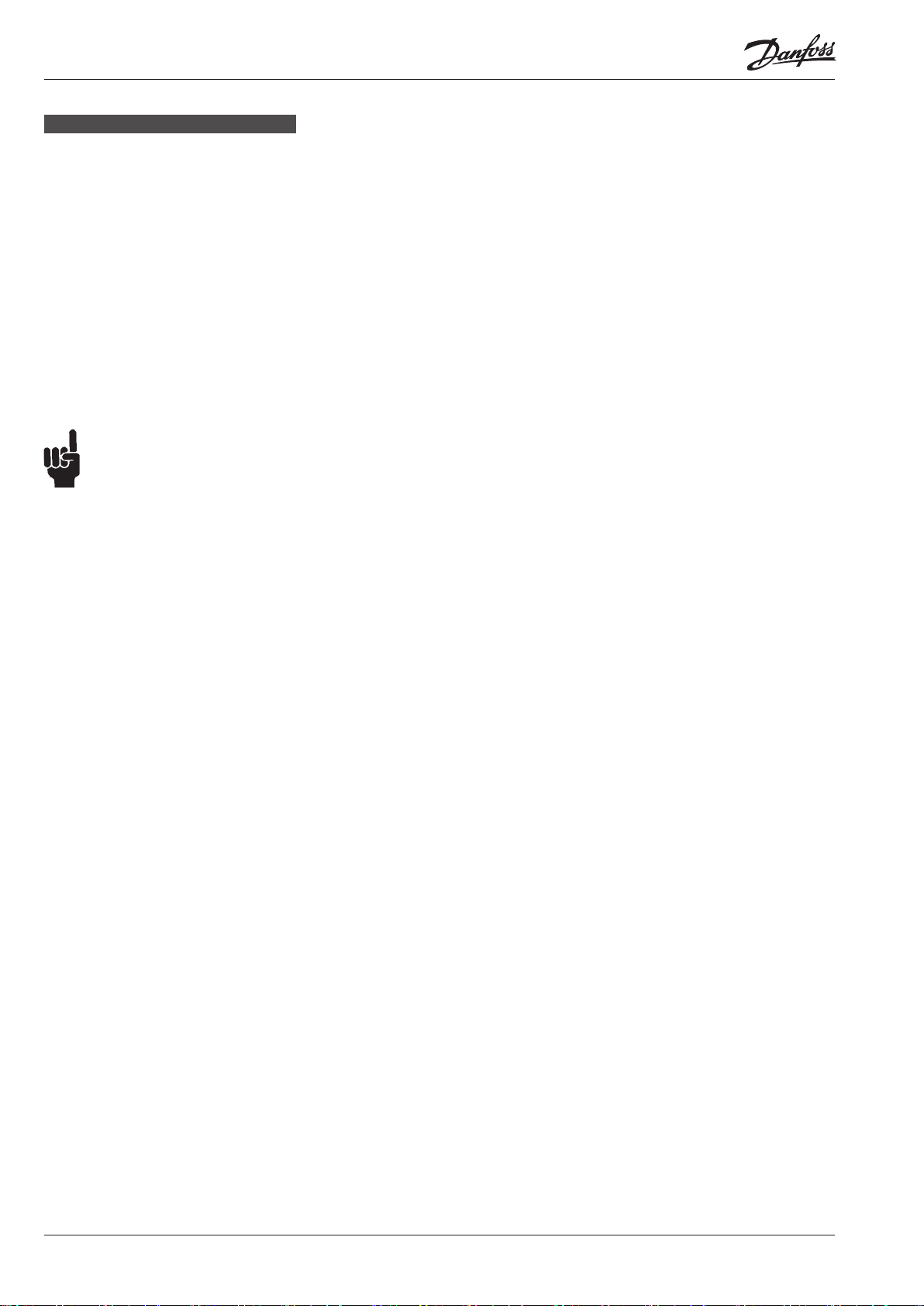
Montaje
Elimine los restos de materiales de soldadura
y la suciedad de las tuberías y la carcasa
del ltro antes de proceder a su montaje.
Compruebe que la malla de ltro tiene un
tamaño correcto antes de introducirla en la
tapa superior; asimismo, compruebe que la
junta no está dañada.
Coloque la malla de ltro (pos. D) desde
abajo. La malla de ltro se encaja en la
carcasa ejerciendo una ligera presión, sin
necesidad de emplear juntas o juntas tóricas.
Si va a utilizar accesorios magnéticos,
acóplelos a la tapa superior antes de
volver a colocar esta.
Apriete
Apriete la tapa superior empleando una
llave dinamométrica y aplicando los valores
de par de apriete especicados en la tabla
(consulte la g. 3).
Tenga en cuenta que deben respetarse
los valores de par de apriete máximos
indicados en la tabla (consulte la g. 3),
sin superarlos en ningún caso.
Si va a utilizar una válvula de drenaje como
accesorio, deberá sustituir el tapón de drenaje
por la válvula de drenaje.
Colores e identicación
Los ltros FIA reciben una imprimación
de color rojo durante su fabricación. La
identicación precisa de dichos ltros se
lleva a cabo por medio de la placa de
características situada en la tapa superior,
así como de la estampación del cuerpo de
los ltros. La supercie externa de la
carcasa de los ltros debe protegerse
frente a la corrosión aplicando un
recubrimiento protector adecuado tras
su instalación y montaje.
Se recomienda proteger la placa de
características antes de pintar el ltro.
Mantenimiento
Montaje de accesorios:
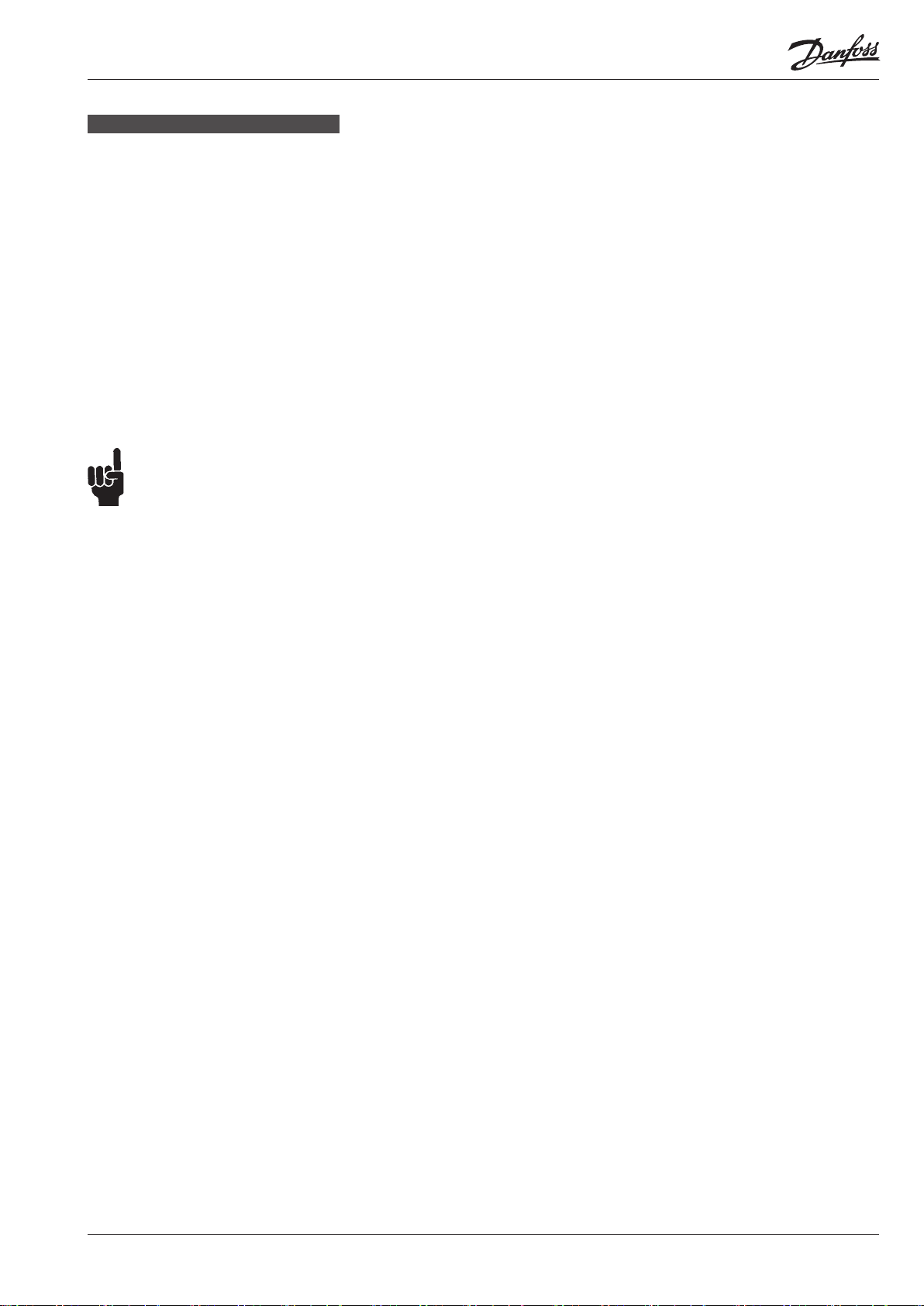
Bolsa ltrante (consulte la g. 4)
Puede utilizar una bolsa ltrante de 50 µm
(pos. E) en lugar de la malla de ltro normal,
sobre todo a la hora de realizar la puesta en
servicio de las instalaciones.
Monte la bolsa ltrante de forma que quede
sujeta por el soporte del ltro; asegúrese
de colocar correctamente la bolsa ltrante
en el ltro, tal como se muestra en la g. 4.
El ujo debe atravesar la cavidad de la bolsa
ltrante y a continuación salir de esta; de lo
contrario, la bolsa no funcionará correctamente.
Desensamblaje del ltro (consulte la g.
3)
Antes de realizar cualquier operación de
mantenimiento en el ltro, aíslelo del
sistema y evacue todo el refrigerante hasta
que deje de existir presión por completo.
Compruebe la presión de refrigerante antes
de desenroscar y desmontar la tapa superior.
La malla de ltro debe desmontarse sin
hacer uso de herramientas.
Limpieza
Limpie la malla de ltro lavándola y
cepillándola utilizando un disolvente
adecuado. No recomendamos utilizar
ácidos fuertes. La malla de ltro debe
secarse con un paño o utilizando aire antes
de proceder a su inspección. Si la malla está
dañada o las partículas retenidas no
pueden eliminarse deberá sustituirla.
Montaje
Elimine la suciedad que pueda existir en la
carcasa del ltro antes de volver a montarlo.
Sustitución de la junta
Cambie la junta de la tapa superior (pos. C)
y el tapón de drenaje.
Compruebe que la malla de ltro está
correctamente colocada antes de proceder
a montar la tapa superior y los pernos (pos. A).
Apriete (consulte la g. 3)
Apriete los pernos de la tapa superior (pos.
A) empleando una llave dinamométrica
y aplicando los valores de par de apriete
especicados en la tabla (consulte la g. 3).
Use únicamente piezas de repuesto
originales fabricadas por Danfoss (incluidas
las juntas). Los materiales con los que se
fabrican las piezas de repuesto poseen las
homologaciones pertinentes para el
refrigerante correspondiente.
En caso de duda, póngase en contacto con
su distribuidor local de Danfoss.