CON-2
Page 1
Contents
Section Subject Page
Product Safety Sign and Label System..................................................................... Inside Front Cover
I. Safety Alerts .................................................................................................................................. 2
II. Terminology for Safety Relief Valves ............................................................................................ 4
III. Introduction ................................................................................................................................... 5
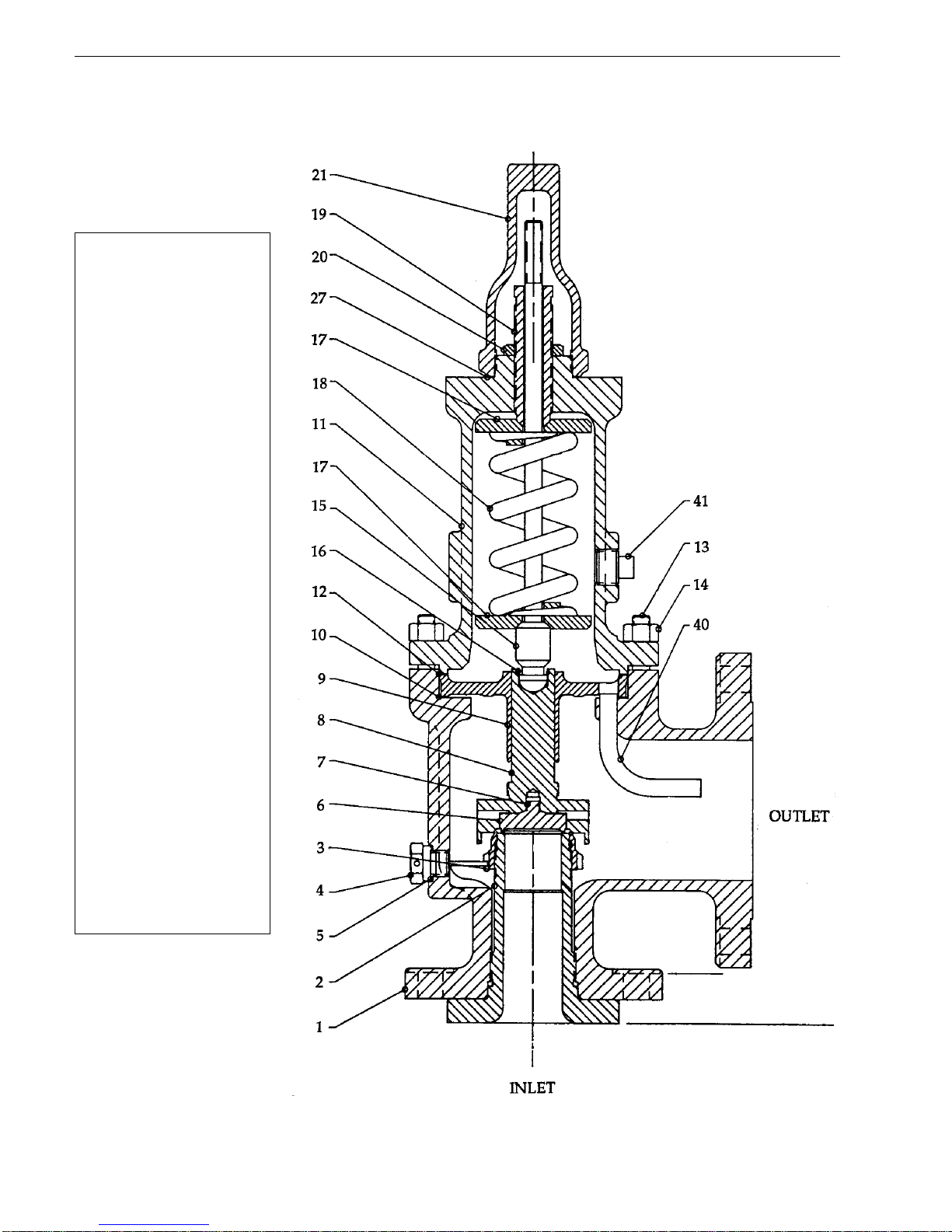
IV. Design Features and Nomenclature .............................................................................................5
V. Handling, Storage and Pre-Installation ......................................................................................... 8
VI. Recommended Installation Practices ............................................................................................ 9
A. Mounting Position ................................................................................................................ 9
B. Inlet Piping ........................................................................................................................... 9
C. Outlet Piping ........................................................................................................................ 11
VII. Disassembly Instructions .............................................................................................................. 12
A. General Information ............................................................................................................. 12
B. Specific Steps ...................................................................................................................... 12
VIII. Cleaning ........................................................................................................................................ 14
IX. Parts Inspection ............................................................................................................................ 14
A. Nozzle.................................................................................................................................. 14
B. Nozzle Seat Width ............................................................................................................... 16
C. Nozzle Bore ......................................................................................................................... 16
D. 1900, 1900-30 Standard Disc .............................................................................................. 16
E. 1900 Series Thermodisc...................................................................................................... 17
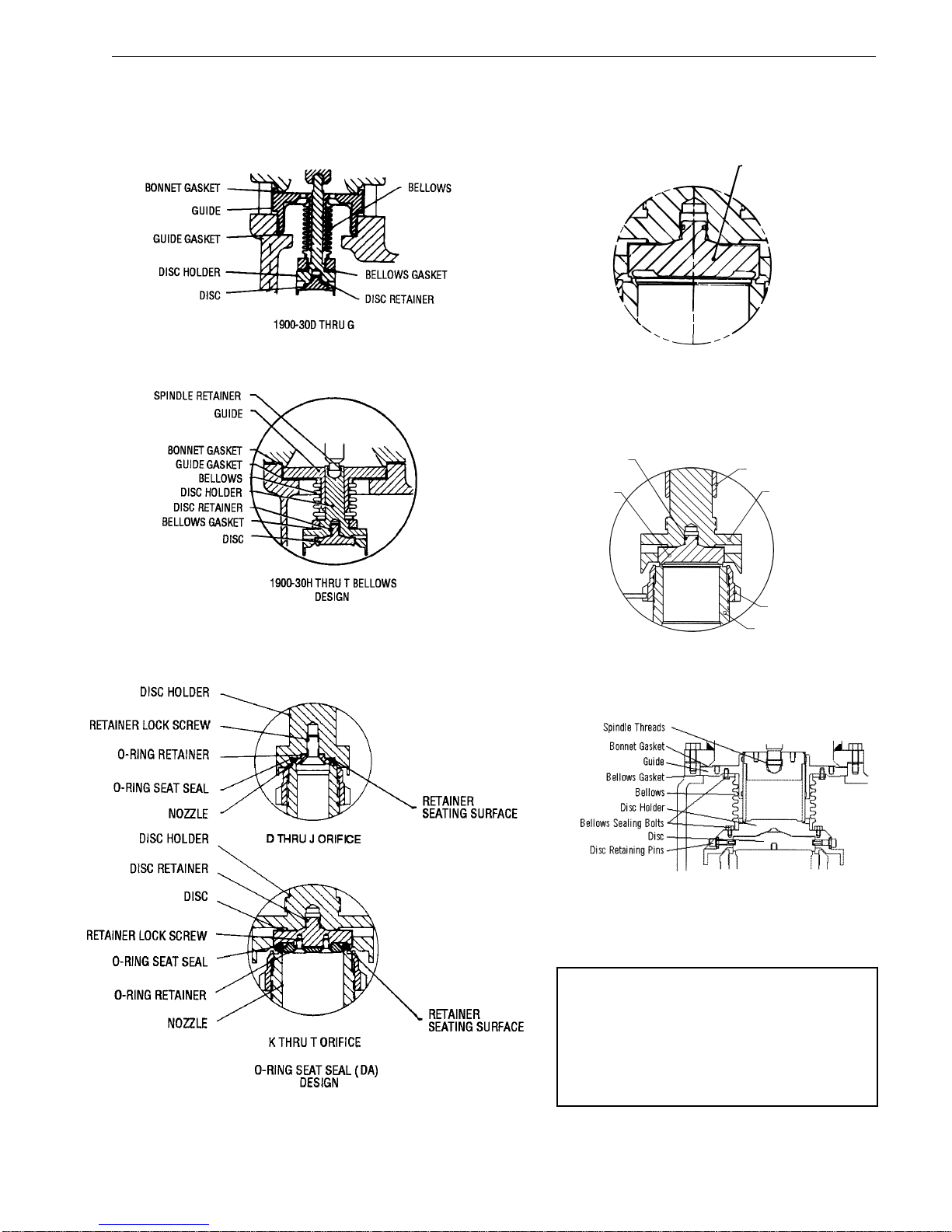
F. Disc Holder .......................................................................................................................... 18
G. Guide ................................................................................................................................... 21
H. Spindle................................................................................................................................. 21
I. Spring .................................................................................................................................. 21
X. Maintenance Instructions .............................................................................................................. 22
A. General Information ............................................................................................................. 22
B. Lapping Nozzle Seats (Non O-Ring Styles) ........................................................................ 22
C. Nozzle Seat Widths-Lapped ................................................................................................ 22
D. Lapping Disc Seats.............................................................................................................. 24
E. Precautions and Hints for Lapping Seats ............................................................................ 24
F. Lapping O-Ring Seating Surfaces ....................................................................................... 24
G. Reconditioning of Laps ........................................................................................................25
H. Remachining Nozzle Seats and Bores ................................................................................ 25
I. Remachining the Disc Seat ................................................................................................. 26
J. Checking Spindle Concentricity ........................................................................................... 27
K. Set Pressure Change-Disc Holder ...................................................................................... 28
L. Checking Lift on Restricted Lift Valves ................................................................................ 28
XI. Reassembly................................................................................................................................... 29
A. General Information ............................................................................................................. 29
B. Lubrication ........................................................................................................................... 30
C. Specific Steps ...................................................................................................................... 30
XII. Setting and Testing ....................................................................................................................... 35
A. General Information ............................................................................................................. 35
B. Test Equipment ................................................................................................................... 35
C. Test Media ........................................................................................................................... 35
D. Setting the Valve ................................................................................................................. 35
E. Set Pressure Compensation................................................................................................ 35
F. Seat Tightness Testing ........................................................................................................37
XIII. Hydrostatic Testing and Gagging .................................................................................................. 38
XIV. Manual Popping of the Valve ........................................................................................................ 39
XV. Conversion of Type 1900 Flanged Safety Relief Valves
From Conventional to Bellows Type, and Vice Versa ................................................................... 40
A. General Information ............................................................................................................. 40
B. Conversion From Conventional to Bellows Type................................................................. 41
C. Conversion From Bellows to Conventional Type................................................................. 41
XVI. Trouble Shooting Type 1900 Valves ............................................................................................. 42
XVII. Maintenance Tools and Supplies .................................................................................................. 42
XVIII. Replacement Parts Planning......................................................................................................... 44
A. Basic Guidelines .................................................................................................................. 44
B. Replacement Parts List ....................................................................................................... 44
C. Identification and Ordering Essentials ................................................................................. 44
XIX. Genuine Dresser Parts.................................................................................................................. 45
XX. Recommended Spare Parts for the 1900 Safety Relief Valves .................................................... 46
XXI. Manufacturer's Warranty, Field Service & Repair Program .......................................................... 48
A. Warranty Information ........................................................................................................... 48
B. Field Service ........................................................................................................................ 48
C. Factory Repair Facilities ...................................................................................................... 48
D. Safety Relief Valve Maintenance Training........................................................................... 48
Appendix RE: Optional Glide-Alloy® Parts ................................................................................... A.1
Service Engineers and Sales Office Locations ......................................................... Back Cover