Instructions EH10000 - 06/10
10000 Series Double Ported Globe Valves 4
advantage in continuing, as too much lapping may result in
rough seats. The only remedy is replacement or re-machining of
one or both parts. When lapping new plug and seat ring, begin
with medium compound and finish with fine.
Before lapping plug and stem must be true (see pinning
operation, section 6.4).
Note: Seat repair in a double seated valve is critical. In a
new valve the distance between the upper and lower seat
ring seats is established in manufacturing and only lapping is
required to make both parts close simultaneously. In the field,
it is best to lap the seats first. If one of the seats is damaged
beyond what is repairable by lapping, care must be taken to
maintain the original distance between the seats on both the
plug and seat rings. Therefore, when machining one seat
of the plug or one seat ring the other must be machined in
exactly the same way.
A. Clean body gasket surface areas.
B. When the seats have been removed, ensure that the sealing
surfaces in the body bridge and the threads are thoroughly
cleaned.
Note: A lubricant such as Chesterton 725 or a sealant
compatible with the process should be applied sparingly, to
the seat ring threads and sealing shoulder.
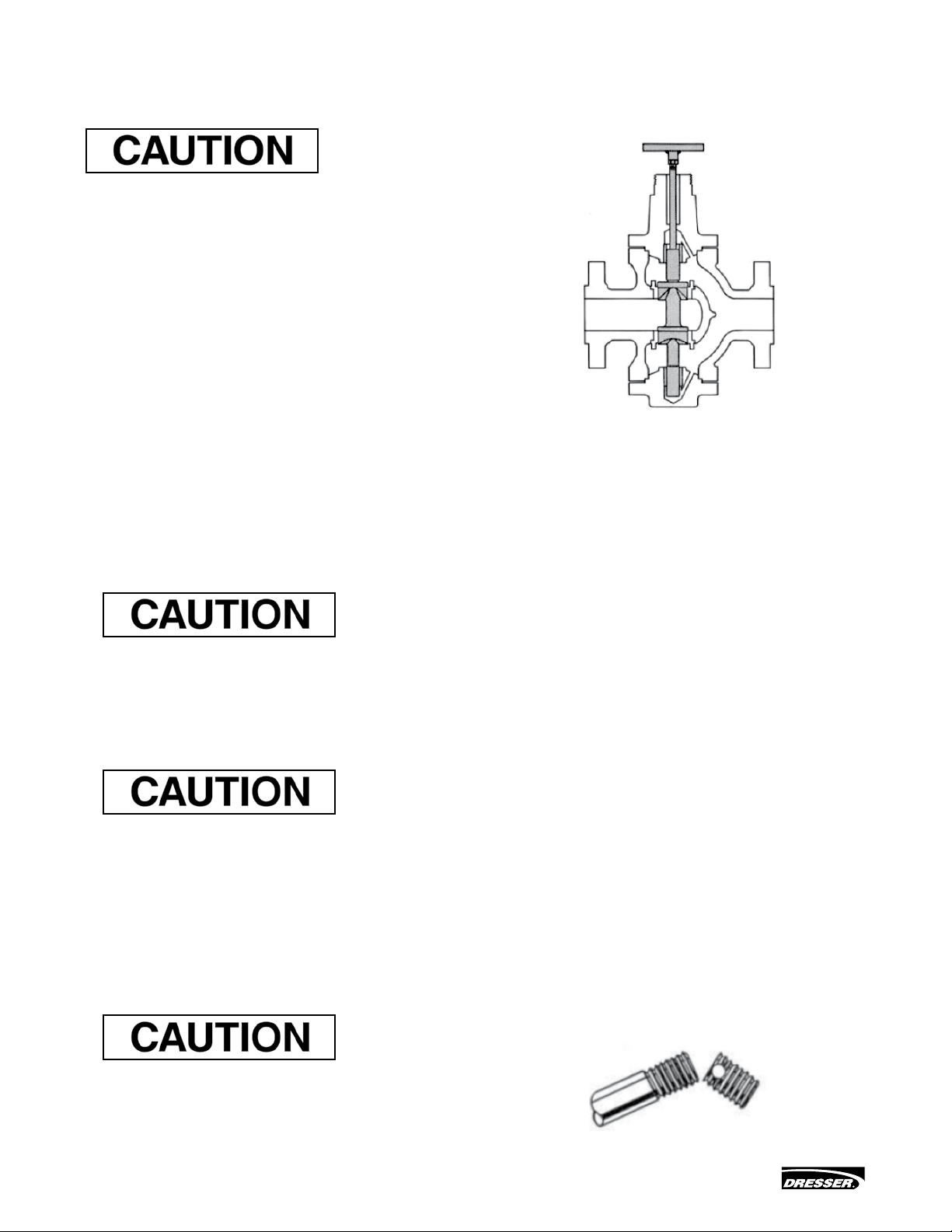
C. Install and tighten seat rings using fabricated wrench used for
removal. (See Figure 3).
Do not over tighten. Do not strike seat ring lugs, this could
distort the seat ring resulting in unwarranted seat leakage.
D. Install bottom flange (10), ensuring bottom bushing (14) is
in place and secure to the body using body stud nuts (12)
spaced equally apart. Fasten the bottom flange to the body
using only slight pressure and tighten evenly.
Do not tighten nuts to torque specifications at this time. The
bottom flange is used temporarily for guiding purposes.
E. Apply lapping compound at several spots equally spaced
around the seating areas of the plug.
F. Insert the stem and plug assembly carefully into the body
until it is seated.
G. Place bonnet (6) on the body and using body stud nuts (12),
spaced equally apart, fasten to the body using only slight
pressure and tighten evenly.
Do not tighten nuts to torque specifications at this time. The
bonnet is used temporarily for guiding purposes.
H. Insert two or three pieces of packing (17) into the packing
box to assist in guiding the stem and plug during lapping.
I. Screw a drilled and tapped rod with a tee handle onto the
plug stem and secure with a lock nut. (See Figure 5).
Note: As an alternative, drill a hole through a flat piece of
steel and fasten to the plug stem using two lock nuts.
Figure 5
J. Apply a slight pressure on the stem, rotating the stem in short
oscillating strokes eight to ten times.
Note: The plug should be lifted and turned 90˚ before
repeating step 10. This intermittent lifting is required to
keep the plug and seat ring concentric during lapping. After
completion of the lapping operation, remove body stud nuts
(12) from the bonnet (6) and bottom flange (10).
K. Remove bonnet (6) and bottom flange (10).
L. The seat rings, plug and internal components of the valve
must be cleaned of all lapping compound in preparation for
reassembly.
6.4 Plug Stem Pinning
Valve plug and stem assemblies are normally furnished as a
complete assembly in which case the installation involves no
problem. It is only necessary to lap the plug and seat ring and
assemble the valve. If it is necessary to replace the plug it is
recommended that a new stem be used. If the old stem must be
used, it is necessary to determine if the stem will be long enough
since the stem will require cutting. If the stem does not engage
the actuator stem by a minimum of one stem diameter, the old
stem should not be used. If it does not engage a minimum of
one stem diameter, proceed as follows.
Note: While pinning is being performed, care must be taken
not to damage the seating surface and plug guides.
A. Using a drift punch, drive out the old pin (8).
Note: If it is necessary to drill out the pin, a drill somewhat
smaller than the pin should be used and the remainder of
the pin driven out.
B. Unscrew the plug from the stem (counter clock-wise).
Figure 6