Programming the Aim Generator for use with hard wired connections using iQ Commander
IQ Commander is a PC based utility that can be used to communicate to Dukane generators that contain a USB port. This utility can
be downloaded from the following location:
https://update.dukane.com/
The following control parameters are available via iQ Commander:
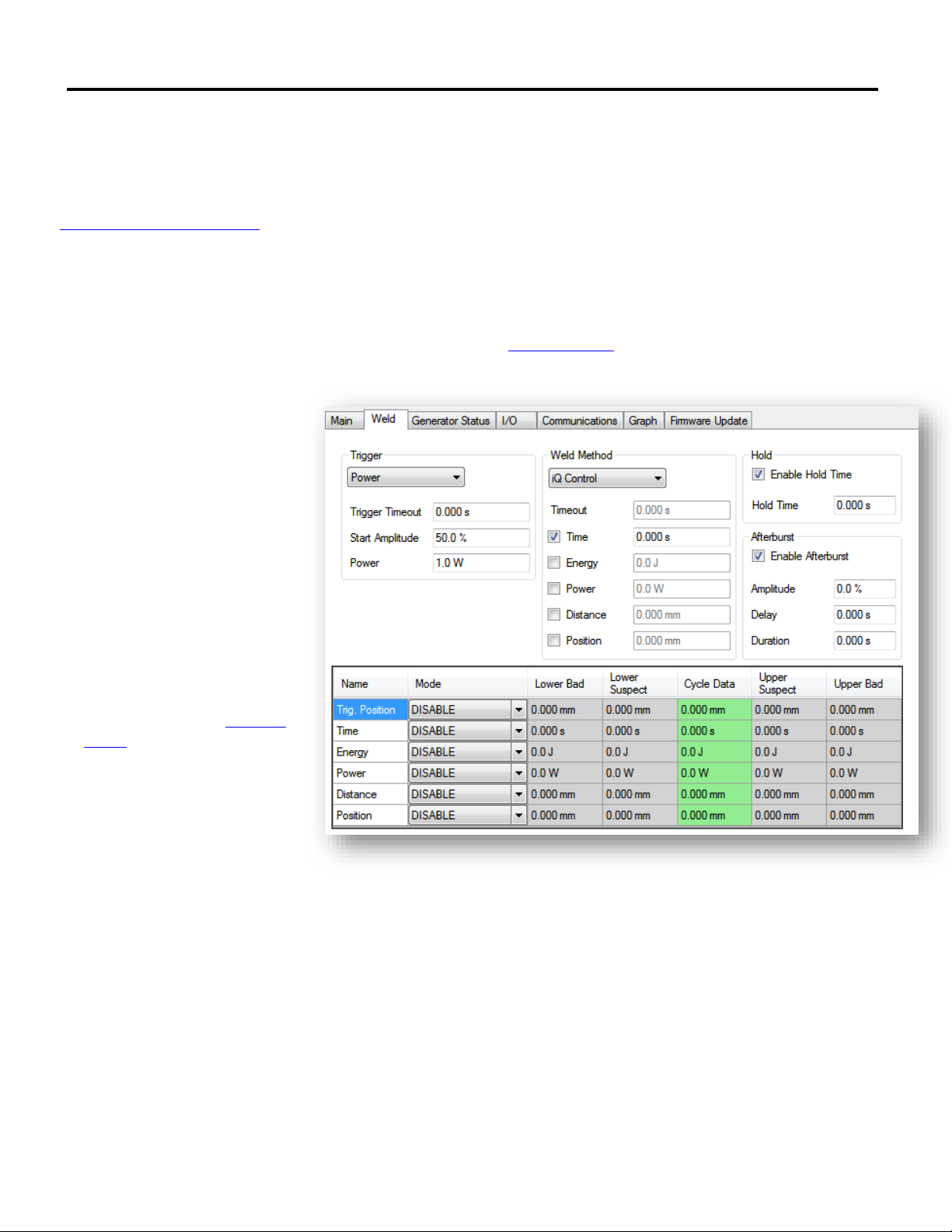
1. Set weld method and associated values.
2. Set Amplitude, Ramp Up Time, and Ramp Down Time.
3. Enable iQ Control and program Weld Methods.
4. Enable and set Trigger by Power or Trig. Distance parameters. (See App Note AN506 for Trigger by Power settings)
5. Enable and set Hold and Afterburst.
6. Enable checking for Good, Suspect and Bad Parts.
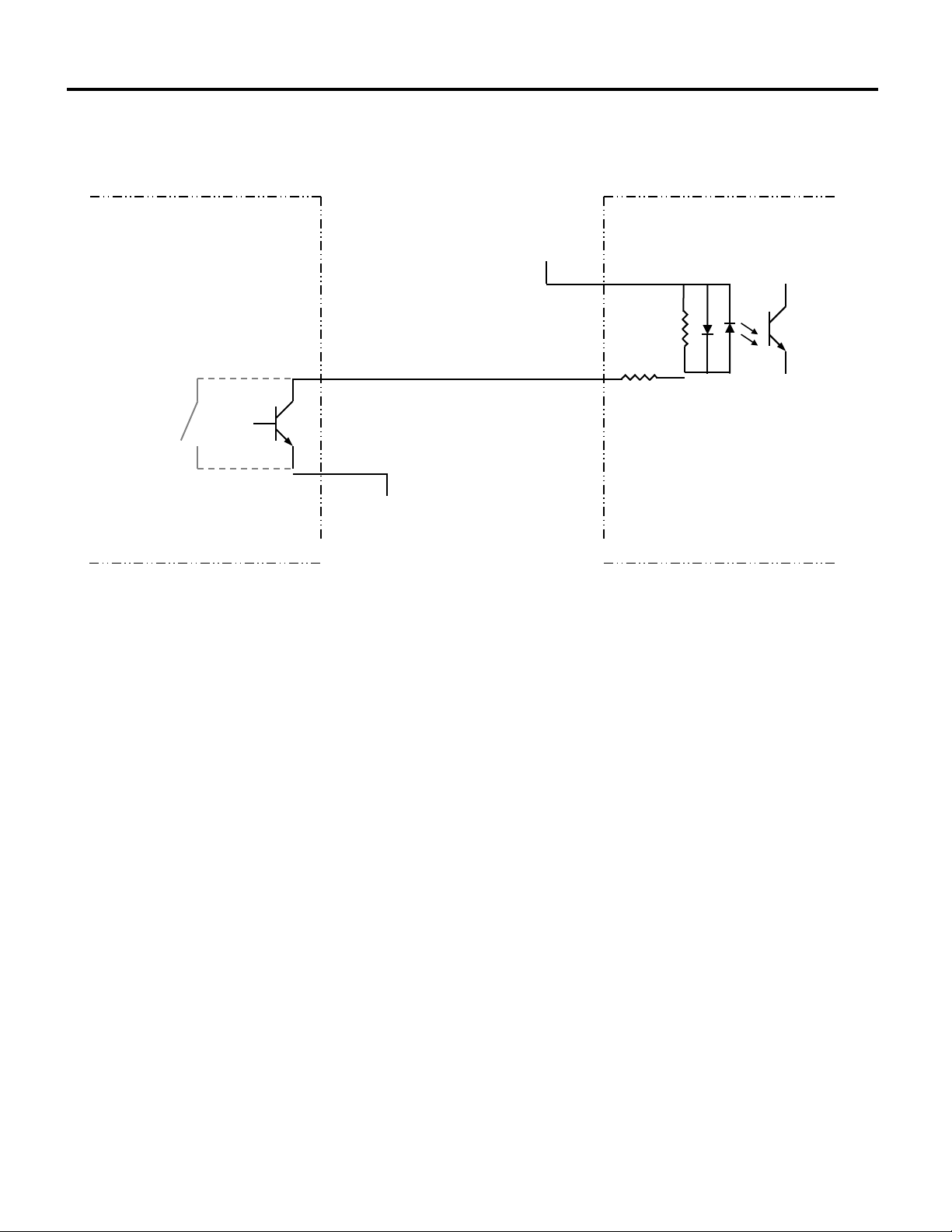
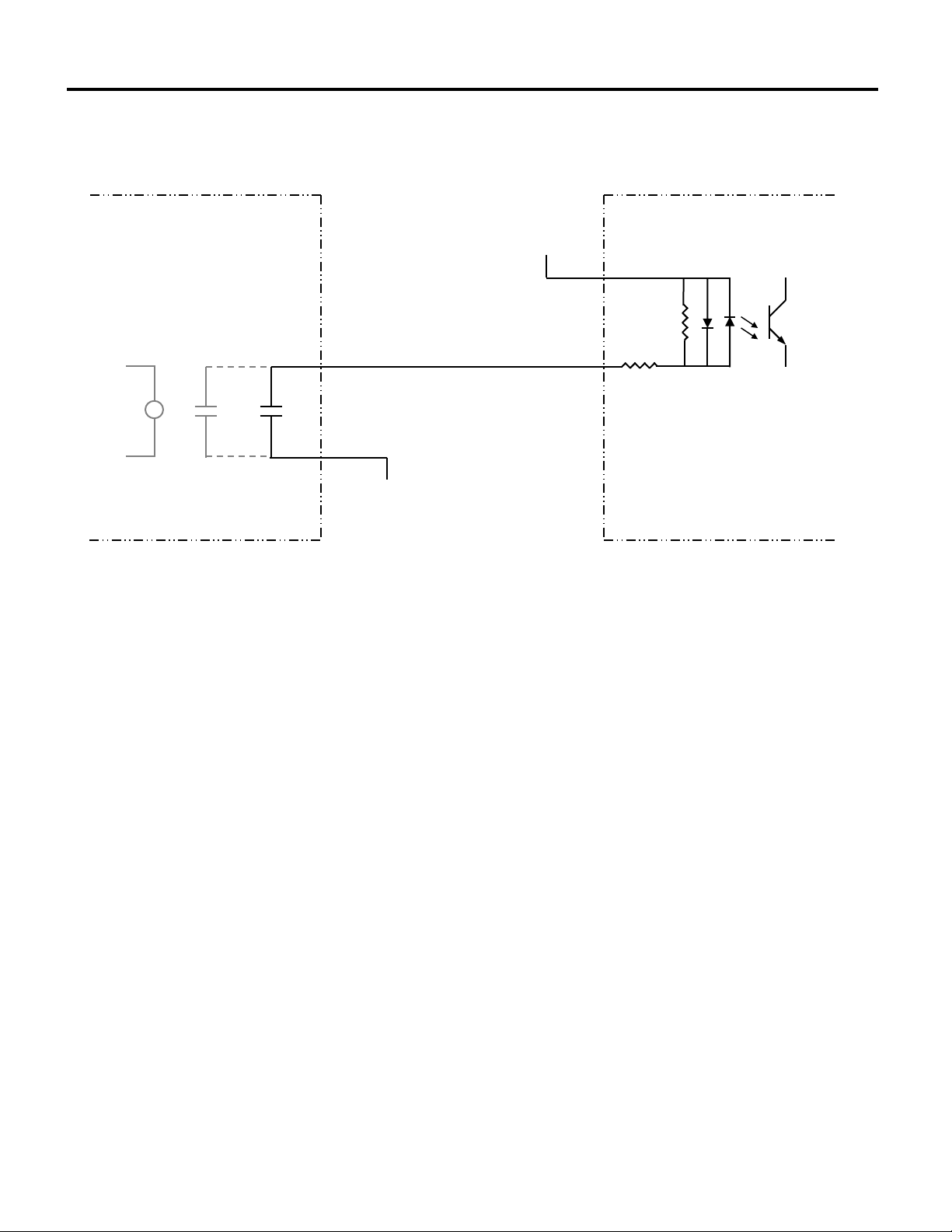
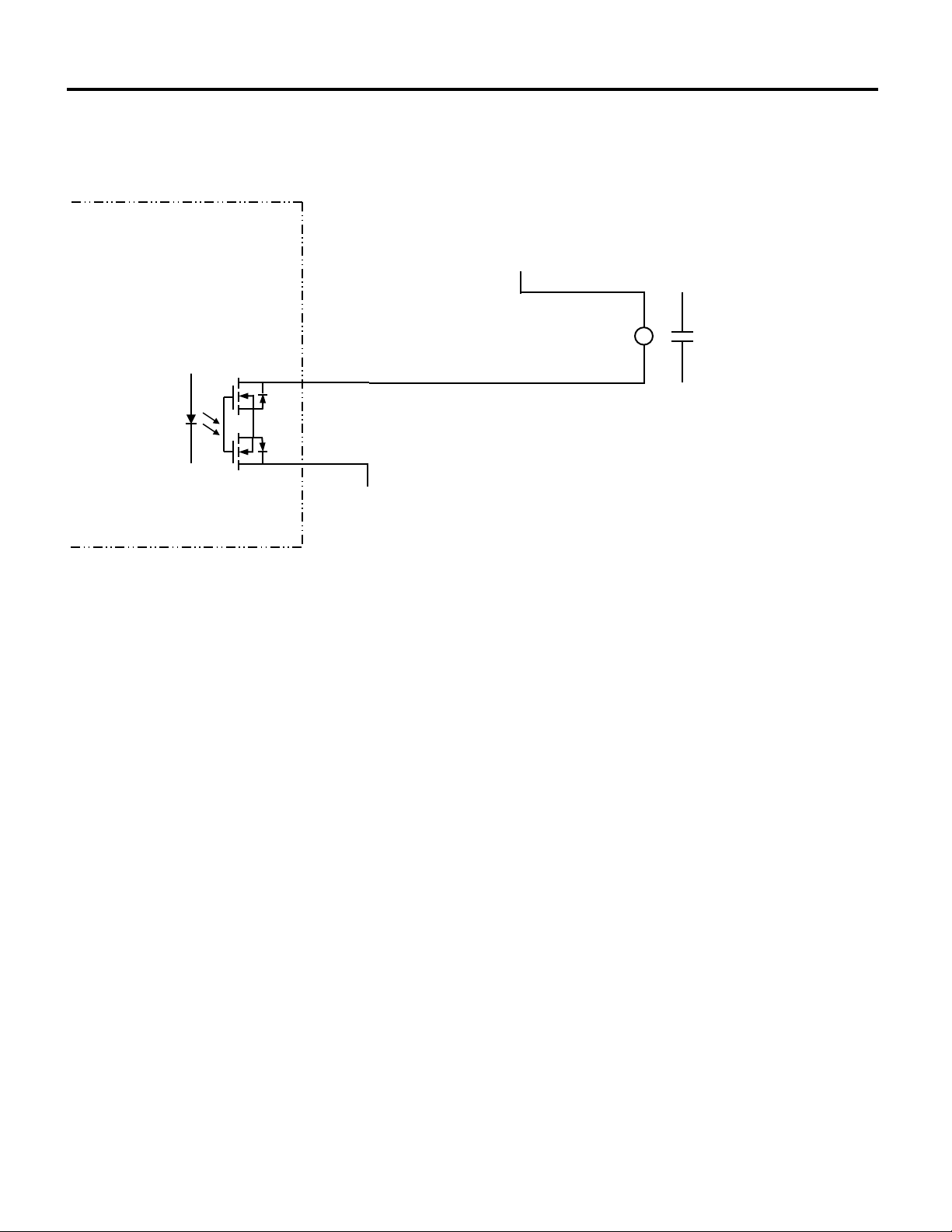
7. Configure advanced I/O settings.
Parameters that can be obtained
via iQ Commander
1. All parameters that are configured
via iQ Commander.
2. Real time data which includes
welder state, frequency, power,
position, and amplitude.
3. Weld cycle data from previous weld.
Operations that can be done via
iQ Commander
1. Scan an ultrasonic stack to
determine the optimal Free Run
Frequency value. (See App Note
AN512)
2. Test the ultrasonic Stack for
operating frequency and power.
3. Weld a part.
4. Select a probe when an MPC
module is connected.
NOTE: If Weld Time is not used as a control parameter, a weld Timeout needs to be programmed.
Generator Cloning:
If a generator needs to be swapped and a new generator put in its place, it is possible to clone the generator setups and complete
configuration so that it can be loaded into the new generator. This is done through iQ Commander by going to the File menu and
selecting Clone Generator to File. This will save the complete generator configuration and setups for later use. Cloning can only be
performed on generators where the model number precisely matches both generators. If the model number does not match exactly,
cloning will be prohibited.
Saving Setups:
Setups can be saved by opening the FILE menu and clicking on Save A