8PF Conveyors | Installation, Operation & Maintenance Instructions
uTest Transitions & Speed / Testowanie przesuwania się i prędkości
EN
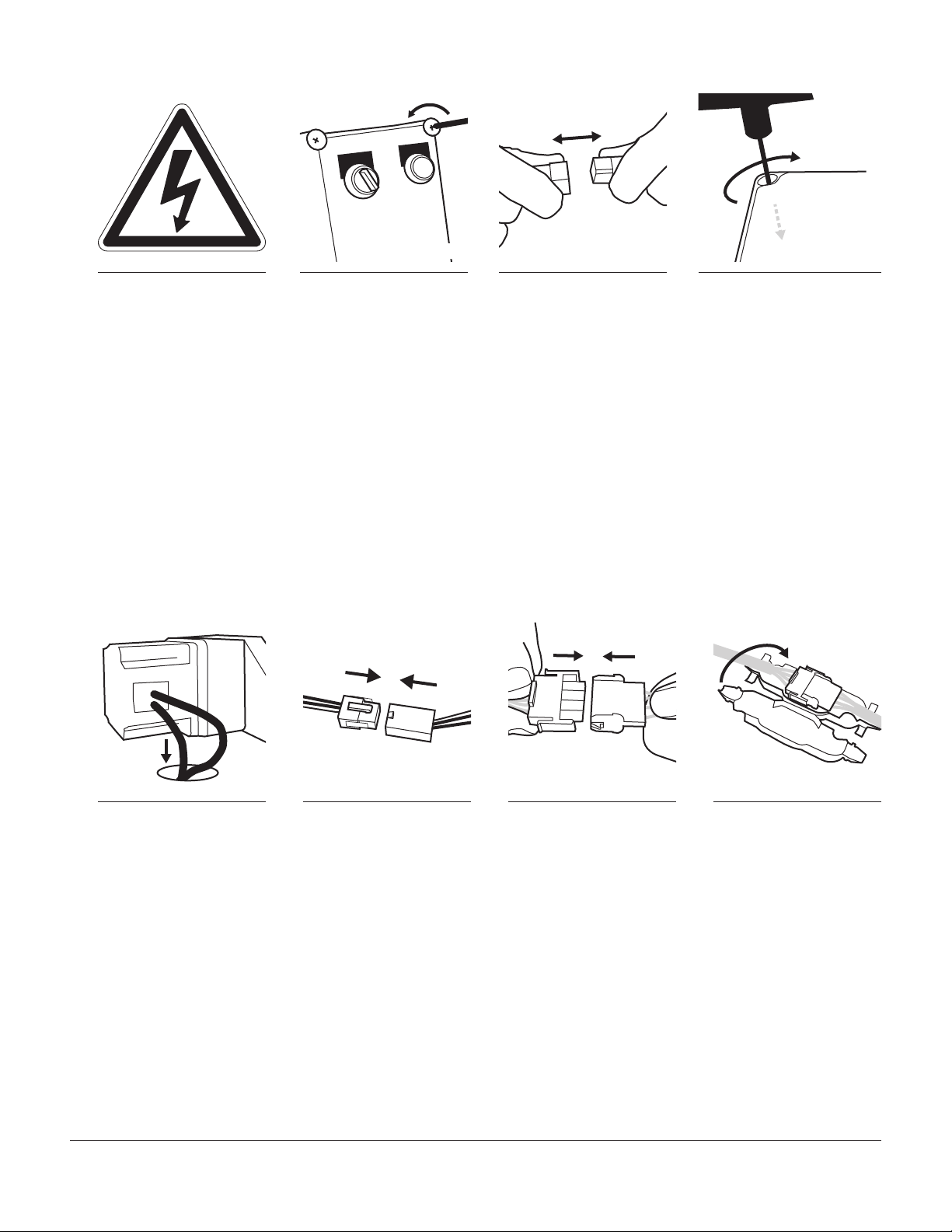
1Start both conveyors and drop a
filled sandwich box into chute of
prep table 2Adjust conveyor speed faster or
slower until sandwich box lands
in optimal spot on Order Assembly
Table (see Speed Adjustment section)
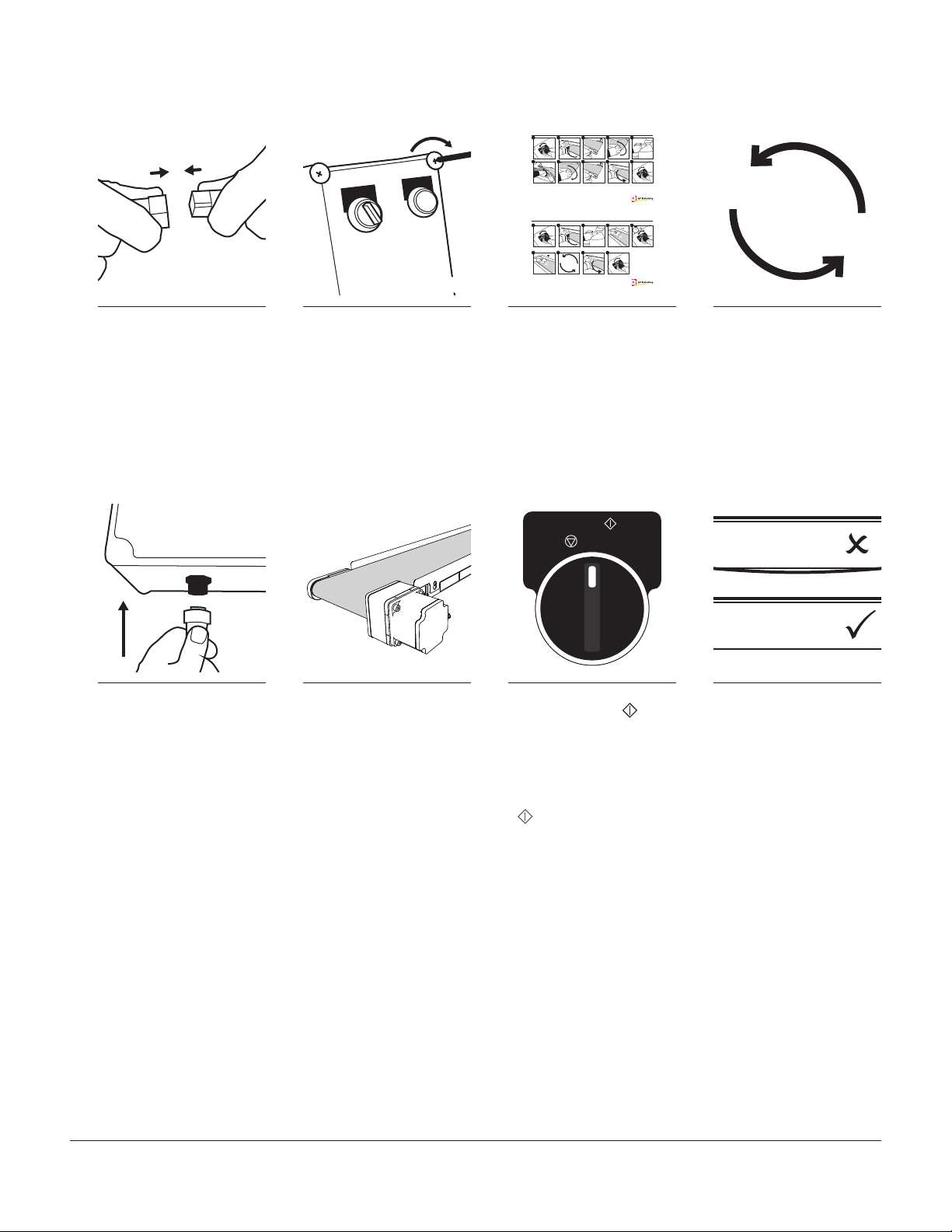
3Test sandwich box several times,
checking transitions between
chute, conveyors and warming table 4Adjust conveyor heights as
necessary for optimal transitions
PL Uruchomić obydwa przenośniki i
wrzucić pełne pudełko śniadaniowe do
zsypu stołu przygotowawczego
Ustawiać prędkość przenośnika na
wyższą lub niższą do momentu, gdy
pudełko śniadaniowe dotrze na opty-
malne miejsce przeznaczenia na stole
montażowy zamówienia (por. część
poświęcona ustawianiu prędkości)
Kilkakrotnie powtórzyć test pudełka
śniadaniowego sprawdzając
przesuwanie się pomiędzy zsypem,
przenośnikami oraz stołem
podgrzewającym
Ustawić wysokość przenośnika na
poziomie potrzebnym do optymalnego
przesuwania się
uComplete Installation / Zakończenie instalacji
36 PF45 Conveyors | Installation, Operation & Maintenance Instructions
Service Record
Service Record / Service Record
Date Service Performed
uSerial Numbers
Prep Table Conveyor:
_________________________________
ECU Table Conveyor:
_________________________________
uDate of Installation
________________________________________________
PF45 Conveyors
Installation,Operation & Maintenance Instructions
Installation,Operation & Maintenance Instructions
Installation,Operation & Maintenance Instructions
QCIndustries,LLC
4057CloughWoods Dr.
Batavia,OH45103 USA
+1(513)753-6000
qcconveyors.com
Contents
Contents/ Contents
Warnings/Warnings / Warnings 2
Uncrating/Déballage / Auspacken 3
Installation/Installation / Installation 4
Operation/Operation / Operation 10
Controller/Controller / Controller 14
Tension&Tracking / Tension& Tracking / Tension & Tracking 15
Maintenance/Maintenance / Maintenance 17
MaintenanceChecklist/ Maintenance Checklist / Maintenance Checklist 24
ExplodedViews/ Exploded Views /ExplodedViews 26
ECDeclarationof Conformity 33
ECDeclarationof Conformity 34
ECDeclarationof Conformity 35
ServiceRecord / Service Record / Service Record 36
OriginalLanguage:English
TranslationsfromOriginal Language: French, German
EN
1If removed, install sides by
placing larger hole over screws
and sliding down 2Record serial number on back
cover of this manual 3File this manual in store office
for future reference
PL W przypadku zdjęcia zainstalować
boki poprzez umieszczenie większego
otworu nad śrubami i przesunięcie
w dół
Zapisać numer seryjny z tyłu osłony
niniejszej instrukcji
Zarchiwizować tę instrukcję w biurze
sklepu do wglądu w przyszłości