ERKO GO300 User manual

ISO 9001 ISO 14001
Producent / Producer / Производитель
Zakłady Metalowe ERKO R. Pętlak spółka jawna
Bracia Pętlak
ul. Ks. Jana Hanowskiego 7, 11-042 JONKOWO k/OLSZTYNA
tel./fax (+48) 089 5129273 NIP: 739-020-46-93
INSTRUKCJA OBSŁUGI
OPERATION MANUAL
ИНСТРУКЦИЯ ПО ОБСЛУЖИВАНИЮ
GŁOWICA TYP GO300
HEAD TYPE GO300
ГОЛОВКА ТИПА GO300
SWW 0792 #VGO300080214 PKWiU 29.56.25-90.00
# VGO300080214
-
1
-
Dziękujemy za zakup naszego urządzenia.
Prosimy o uważne przeczytanie instrukcji użytkowania oraz zalece
eksploatacyjnych.
Thank you for buying our product.
Before using this equipment, please carefully read the user and maintenance
manuals.
Мы очень благодарны зе покупку нашего устройства.
Просим внимтельно прочитайте инструкцию по обслуживанию атакже
эксплуатационные рекомендации.
* Firma ERKO sp.j. zastrzega sobie prawo do wprowadzania zmian konstrukcyjnych
wynikających z modernizacji wyrobów.
* ERKO has the right to introduce construction modifications due to equipment
modernization.
* Фирма ERKO sp.j. остовляет за собой право для введения конструкционных
смен вытекающих из модернизации изделий.

#VGO300080214
-
2
-
SPIS TREŚCI
1. ZASTOSOWANIE........................................................................................... 3
2. DANE TECHNICZNE...................................................................................... 3
3. OPRZYRZĄDOWANIE ................................................................................... 3
4. OBSŁUGA ...................................................................................................... 4
4.1 ZMIANA MATRYC ZACISKOWYCH .............................................................. 4
4.2 ZACISKANIE KOŃCÓWEK I ŁĄCZNIKÓW .................................................... 4
4.3 PRACA Z WKŁADKĄWYCINAJĄCĄOK ....................................................... 5
4.4 FORMOWANIE PRZEWODÓW SEKTOROWYCH ALUMINIOWYCH – NA.. 7
OKRĄGŁO...................................................................................................... 7
4.5 FORMOWANIE PRZEWODÓW SEKTOROWYCH ALUMINIOWYCH –........ 8
ROZPŁASZCZANIE........................................................................................ 8
5. DOBÓR MATRYC .......................................................................................... 8
6. CZĘŚCI ZAMIENNE UKŁADU........................................................................ 9
7. KONSERWACJA I ZALECENIA EKSPLOATACYJNE ................................. 10
8. SERWIS........................................................................................................ 10
9. UTYLIZACJA ................................................................................................ 10
TABLE OF CONTENTS
1. APPLICATION .............................................................................................. 11
2. TECHNICAL DATA....................................................................................... 11
3. INSTRUMENTATION ................................................................................... 11
4. OPERATION................................................................................................. 12
4.1 CLAMPING DIE REPLACEMENT ................................................................ 12
4.2 CLAMPING TERMINALS AND CONNECTORS........................................... 12
4.3 WORKING WITH PUNCHING INSERT OK.................................................. 13
4.4 FORMING ROUND SECTOR-SHAPED ALUMINUM WIRES ...................... 15
4.5 FORMING FLAT SECTOR-SHAPED ALUMINUM WIRES........................... 15
5. DIE SELECTION .......................................................................................... 16
6. SPARE PARTS............................................................................................. 17
7. MAINTENANCE AND OPERATION RECOMMENDATIONS....................... 18
8. SERVICING.................................................................................................. 18
9. DISPOSAL.................................................................................................... 18
СОДЕРЖАНИЕ
1. Π ИΜΕΗΕΗИЕ ............................................................................................ 19
2. ДАННЫЕ ТЕХНИЧЕСКИЕ........................................................................... 19
3. OСНАЩЕНИЕ .............................................................................................. 19
4. OБСЛУЖИВАНИЕ ....................................................................................... 20
4.1 СМЕНА ЗАЖИМНЫХ МАТРИЦ .................................................................. 20
4.2 ЗАЖИМ НАКОНЕЧНИКОВ ИСОЕДИНИТЕЛЕЙ ....................................... 20
4.3 РАБОТА СВЫРЕЗЫВАЮЩИМ ВКЛАДЫШОМ OK................................... 22
4.4 ФОРМИРОВАНИЕ СЕКТОРНЫХ АЛЮМИНИЕВЫХ ПРОВОДОВ – В..... 24
КРУГЛУЮ..................................................................................................... 24
4.5 ФОРМИРОВАНИЕ СЕКТОРНЫХ АЛЮМИНИЕВЫХ ПРОВОДОВ – ........ 24
РАЗГОНКА ................................................................................................. 24
5. ПОДБОР МАТРИЦ ...................................................................................... 25
6. ЗАПАСНЫЕ ЧАСТИ СИСТЕМЫ................................................................. 26
7. KОНСЕРВАЦИЯ ИРЕКОМЕНДАЦИИ ПО ЭКСПЛУАТАЦИИ................... 27
8. СЕРВИС....................................................................................................... 27
9. УТИЛИЗАЦИЯ ............................................................................................. 27
PL
EN
RUS

# VGO300080214
-
3
-
Przystępując do pracy należy zapoznaćsięz instrukcją
obsługi oraz BHP.
1. ZASTOSOWANIE
Głowica hydrauliczna GO 300 współpracuje z pompąhydraulicznąH700 oraz
agregatem hydraulicznym AH 300 i AH 400. Jest przeznaczona do:
-zaciskania końcówek i złączek kablowych na przewodach AL i Cu o
przekrojach od 6 do 300 mm2
-Przeformowywania na okrągło sektorowych żył aluminiowych o przekrojach
od 16 do 240 mm2
-zaciskania końcówek oczkowych z izolacjąi bez o przekrojach 10 -120mm2
-zaciskania końcówek tulejkowych z izolacjąi bez izolacji o przekrojach 25 -
185 mm2
-bezkońcówkowego zakańczania kabli sektorowych AL; formuje na płasko
żyły o przekrojach 25 – 120mm2
-otworowania przeformowanych kabli sektorowych AL.; średnice otworów
Ø8,5; Ø10,5; Ø12,5
2. DANE TECHNICZNE
Masa (bez szczęk) 2,5 kg
Nacisk 100,2 kN
Długość 250 mm
Wyposażona w szybkozłącze Typ PT i dostarczona w kasecie metalowej K15
3. OPRZYRZĄDOWANIE
Głowica GO 300 współpracuje ze szczękami typu:
Typ
szczęki Zastosowanie Zakres
[mm2]
do zaciskania końcówek i łączników rurowych miedzianych: 6-300
OS do zaciskania końcówek i łączników rurowych aluminiowych: 16-300
OA do zaciskania końcówek oczkowych Cu 10-120
OE do zaciskania końcówek oczkowych Cu w izolacji 10-120
OT do końcówek tulejkowych z izolacjąi bez izolacji 25-185
OF do formowania na okrągło sektorowych żył aluminiowych.
16-240
OR; OK
do bezkońcówkowego zakańczania kabli sektorowych Al 25-120
Szczęki typu OS wg zamówienia (patrz tab. str.8,9 )
#VGO300080214
-
4
-
4. OBSŁUGA
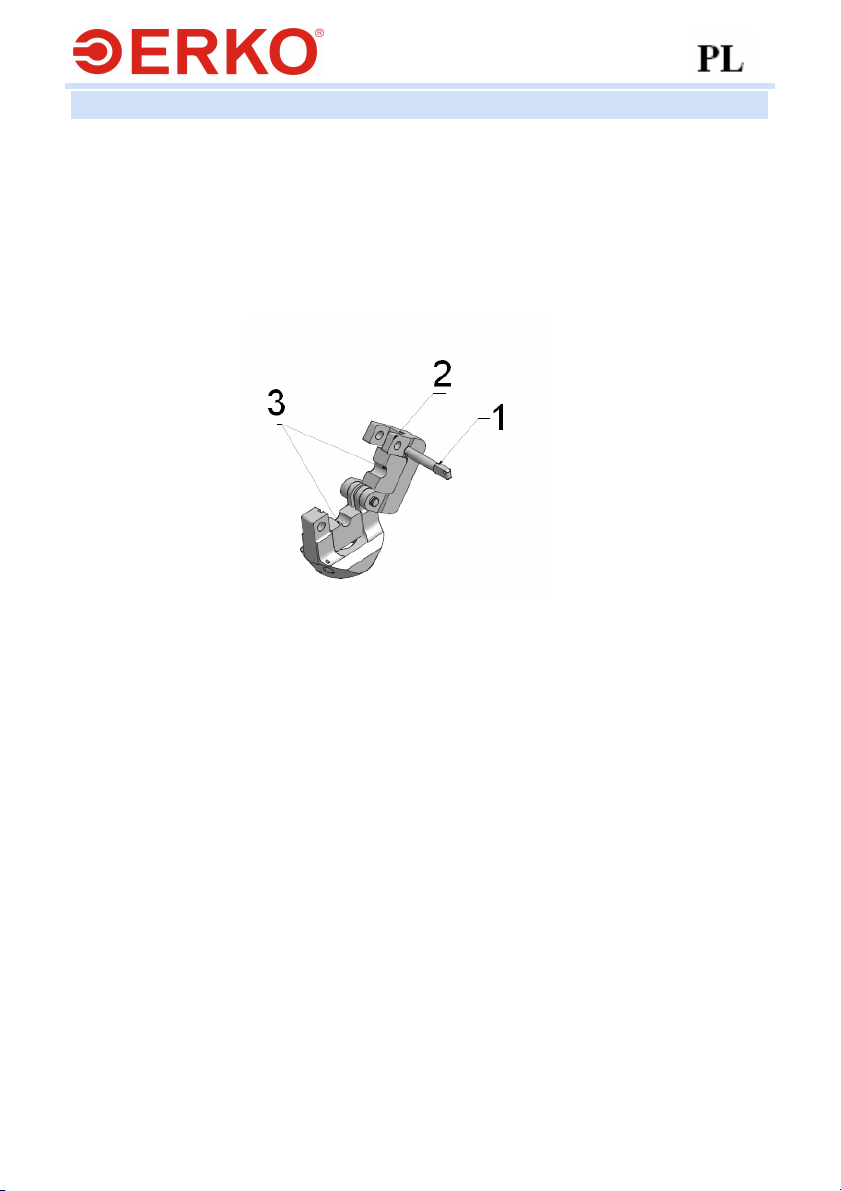
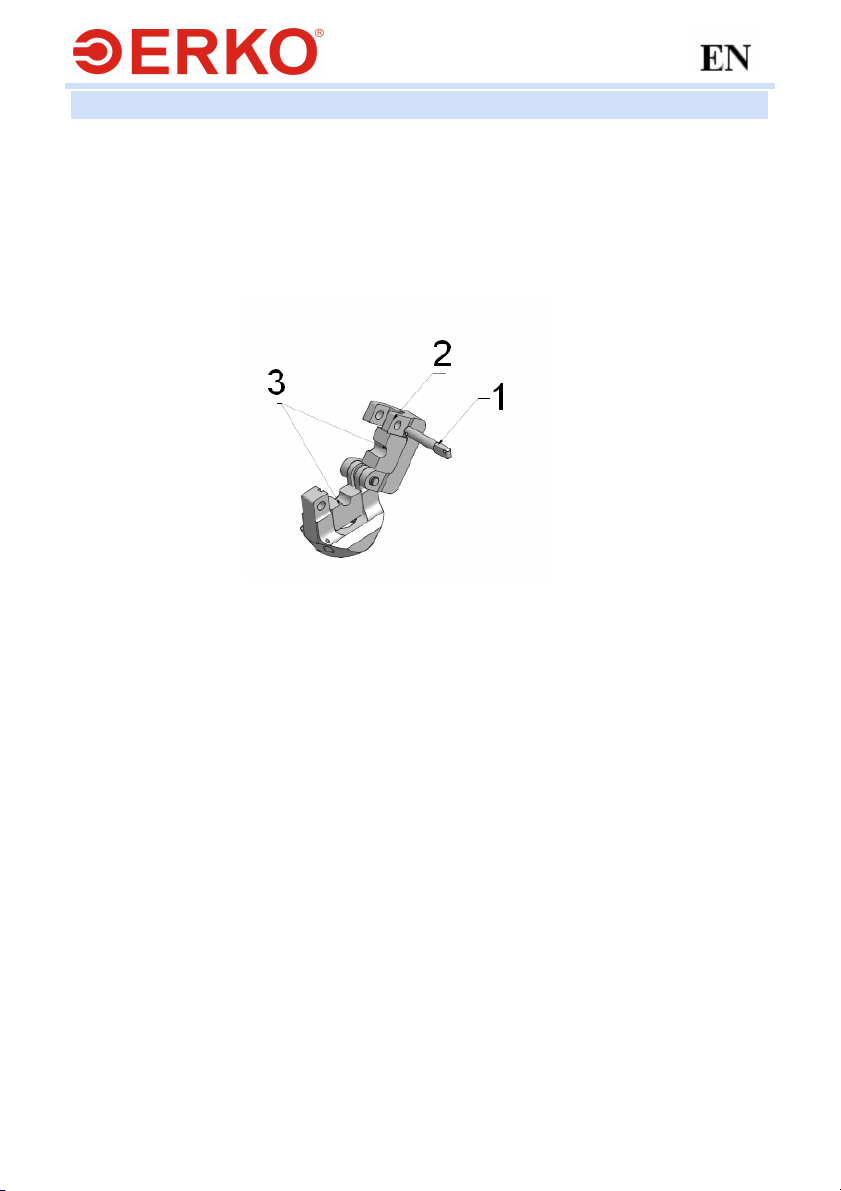
4.1 ZMIANA MATRYC ZACISKOWYCH
W celu zmiany matrycy zaciskowej należy wyciągnąć sworzeńpoz.1
odchylićuszy górne poz.2 (jak na Rys.1) do momentu odblokowania matryc poz. OS.
Wysunąć dotychczasowe matryce.
Wsunąć w prowadnice uszu nowe matryce tak by nastąpiło ich unieruchomienie w
uszach, zamknąć uszy górne poz.2 i zabezpieczyćuszy przed otwarciem sworzniem
poz.1 W celu prawidłowego działania należy umieścićw prasce komplet
matryc (dwie o takim samym wyróżniku, za wyjątkiem wkładek OK, OR ).
Rys. 1. Zmiana matryc.
4.2 ZACISKANIE KOŃCÓWEK I ŁĄCZNIKÓW
-Dobraćwłaściwądla przewodu końcówkę(przewód przed zaciśnięciem
powinien miećmożliwie minimalny luz w cylindrycznej części końcówki lub
łącznika.
-Dobraćwłaściwądla zaciskanej końcówki i przekroju przewodu matrycę
zaciskową.
-Usunąć izolacjęz przewodu bądźlinki, na długości pozwalającej na
wsunięcie przewodu do cylindrycznej części końcówki lub łącznika.
-Wcisnąć przewód do dna części cylindrycznej końcówki lub łącznika.
-Zacisnąć końcówkę(łącznik), do momentu zejścia sięmatryc lub zadziałania
zaworu przelewowego napędu.
-W celu uzyskania prawidłowego połączenia należy:
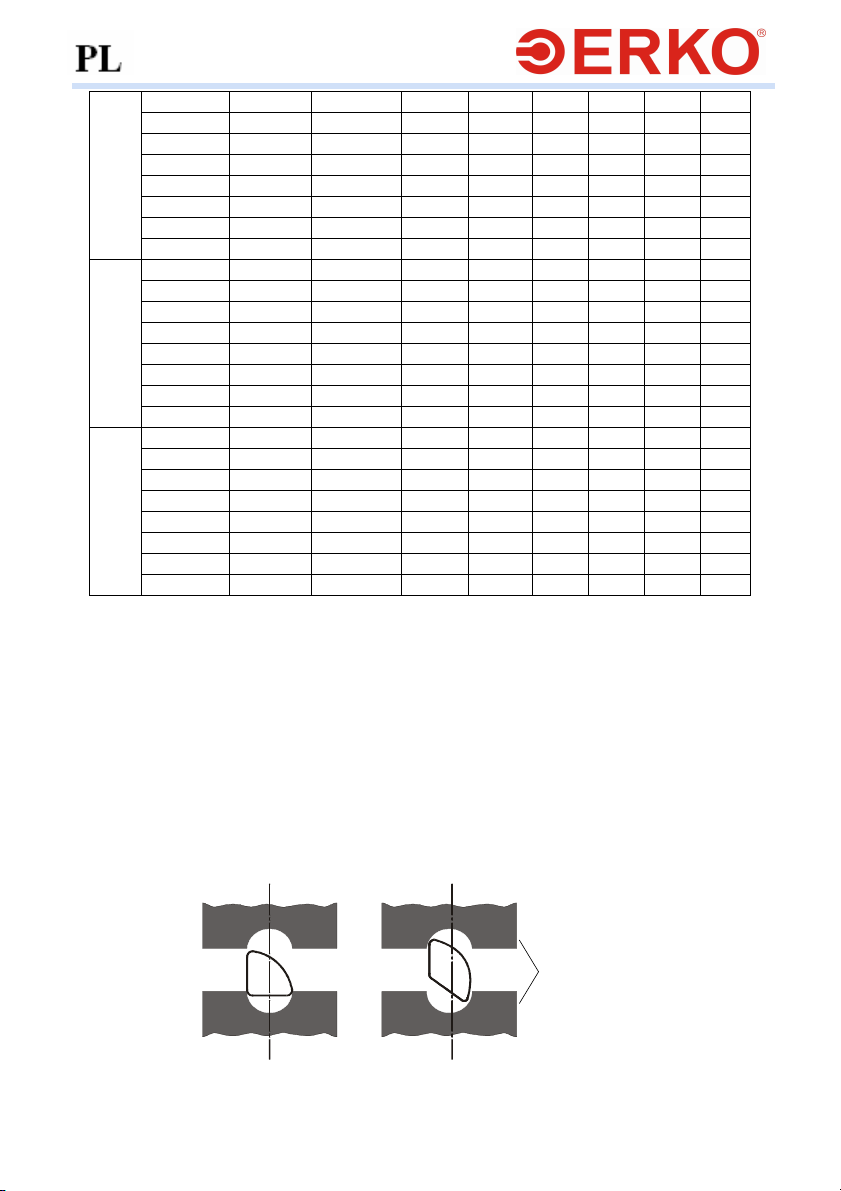
Dotyczy końcówek i złączek rurowych zaciskanych matrycami OS.
Postępowaćzgodnie z naniesionymi oznaczeniami na części rurowej końcówki .
W przypadku braku oznaczeńna końcówce (łączniku) należy, wykonaćmożliwie
maksymalnąilość zaprasowańzachowując odstępy pomiędzy zaprasowaniami
(Rys. 2a i 2b). Zaprasowanie końcówki rozpocząć od patki (odcisk I) i
kontynuowaćw kierunku przewodu (odcisk II i III). Zaprasowanie łącznika
rozpocząć od środkowej jego części (odcisk I) i kontynuowaćw kierunku
przewodu.
Dotyczy końcówek zaciskanych matrycami OA. Umieścićkońcówkę
pomiędzy matrycami tak, by po wykonaniu zaprasowania uzyskaćodcisk na

# VGO300080214
-
5
-
walcowej części końcówki po środku złącza lutowanego lub naprzeciw złącza
lutowanego (Rys. 2c).
Dotyczy końcówek tulejkowych zaciskanych matrycami OT. Wykonaćtak
zaprasowanie końcówki tulejkowej by ukształtowaćprzekrój trapezowy na całej
długości tulejki (Rys.2d). Połączenie takie uzyskuje pełnąwytrzymałość na
przewodach dopiero po przykręceniu końcówki i przewodu do szyny śrubą.
Dotyczy końcówek oczkowych w izolacji zaciskanych matrycami OE.
Umieścićkońcówkępomiędzy matrycami tak by patka była w pozycji równoległej
do powierzchni matryc. Wykonaćjeden zacisk.
PO ZAKOŃCZENIU ZACISKANIA NALEŻY:
-Nacisnąć dźwignięzaworu spustowego.
-Po całkowitym rozsunięciu szczęk należy zwolnićdźwignięzaworu
spustowego.
a) b
c) d)
Rys.2. Sposób zaprasowywania a) końcówka rurowa b) łącznik rurowy
c) końcówka oczkowa d) końcówka tulejkowa.
4.3 PRACA Z WKŁADKĄWYCINAJĄCĄOK
Wkładka wycinająca OK służy do wycinania otworów w kablach sektorowych
aluminiowych przeformowanych wcześniej na płasko za pomocąwkładki OR a także w
bednarce stalowej o maksymalnych wymiarach 5 x 30 mm. W celu rozpoczęcia pracy
z wkładkąnależy zainstalowaćjąw głowicy zgodnie z poniższymi rysunkami.
1. Matryca
2. Zespół
stempla
3. Zatrzask

#VGO300080214
-
6
-
Widok ogólny wkładki OK. 1. Włożyćmatrycęwkładki w
górne uszy głowicy postępując
jakprzy szczękach OS
2. Wsunąć pod matrycęzespół
stempla, zwracając uwagęna
położenie zatrzasku
3. Obrócićzespół stempla o 90º
tak by kulki zatrzasków
zablokowały sięw gniazdach
matrycy.
Rys.3
WYRÓŻNIK GNIAZDA
RODZAJ KOŃCÓWKI, ŁĄCZNIKA
Matryce
Rodzaj
Końcówki
Przekrój
przewodu
KCR, KCL KC45,
KC90, KCM, KLP,
KLN,
KCS, KCS45,
KCS90, KLA,
KLS, KLR, KLT,
KLX, KLY, KLB
AR, AS,
ALD,ACL,
ACB,ACK
AC,AFD
ARC, ALC
ARG, ALG, AFG
KOA, KNA, KWA
KOE, KNE
TA,TE
6 mm25 6
10 mm26 7
16 mm28 8 12 9 12
25 mm210 10 12 10 14
35 mm212 12 14 12 16
50 mm214 14 16 14 18
70 mm216 16 18 16 20
95 mm218 18 22 18 22
120 mm220 19 22 20 25
150 mm2 22 22 25 22 28
185 mm225 23 28 23 30
240 mm228 25 32 28 34
OS
300 mm232 30 34
# VGO300080214
-
7
-
10 mm210
16 mm216
25 mm225
35 mm235
50 mm250
70 mm270
95 mm295
OA
120 mm2120
10 mm210
16 mm216
25 mm225
35 mm235
50 mm250
70 mm270
95 mm295
OE
120 mm2120
25 mm225
35 mm235
50 mm250
70 mm270
95 mm295
120 mm2120
150 mm2150
OT
185 mm2185
Tab.1
Uwaga: Cecha (wyróżnik gniazda) wybita na matrycach OS wskazuje przybliżoną
średnicęzewnętrznąkońcówki w mm.
4.4 FORMOWANIE PRZEWODÓW SEKTOROWYCH ALUMINIOWYCH – NA
OKRĄGŁO
-Umieścićmatryce formujące typu OF w głowicy (postępowaćjak ze
szczękami OS)
-Wprowadzićodizolowanążyłęaluminiowąpomiędzy szczęki (Rys. 4)
-Obcisnąć żyłę(pierwszy odcisk).
-W przypadku formowania na okrągło przekręcićżyłęo kąt 90° i obcisnąć ją
ponownie.
-Powtarzaćoperacjęformowania przesuwając sięw kierunku końca przewodu
do całkowitego uformowania żył.
90
O
120
O
Matryce
zaciskowe
Rys.4. Formowanie sektorowych żył Al na okrągło.

#VGO300080214
-
8
-
4.5 FORMOWANIE PRZEWODÓW SEKTOROWYCH ALUMINIOWYCH –
ROZPŁASZCZANIE
-Umieścićmatryce formujące typu OR w głowicy.
-Wprowadzićodizolowanążyłęaluminiowąpomiędzy szczęki ( Rys. 5).
-Obciskaćżyłędo momentu zejścia sięmatryc lub na wymaganągrubość.
Rys.5. Rozpłaszczanie sektorowych żył na płasko.
5. DOBÓR MATRYC
Szczęki OS oznaczone sąwyróżnikiem. Wyróżnik określa w przybliżeniu średnicę
zewnętrznąkońcówki.
Szczęki OS dobieraćwg tabeli:
Typ końcówek - przekrójTyp
szczęki
Wyróżnik
Rurowe
miedziane
wg DIN
KCR,
KC45,
KC90,
KCL,
KLP,
KLN,
Rurowe
miedziane
pozostałe KCS,
KCS45,
KCS90, KLA,
KLS, KLR,
KLT, KLX,
KLY, KLB
Rurowe
Al. wg
DIN
AR, AS,
ASD,
ALD,
AFD, AC,
ACK,
ACB,
Rurowe Al.
cienkościenne
ARC, ALC,
Rurowe Al.
grubościenne
ARG, ALG,
AFG
6 10 6
7 10
8 16 16
9 16
10 25 25 25
12 35 35 16;25 35 16
14 50 50 35 50 25
16 70 70 50 70 35
17
18 95 95 70 95 50
OS
19 120
# VGO300080214
-
9
-
20 120 120 70
22 150 150 95; 120 150 95
23 185 185
25 185 240 150 120
28 240 185 240 150
30 300 185
32 300 240
34 300 240
- Komplet rozszerzony OS/K – 19 rozmiarów
- Komplet podstawowy OS do końcówek wg normy DIN – 13 rozmiarów
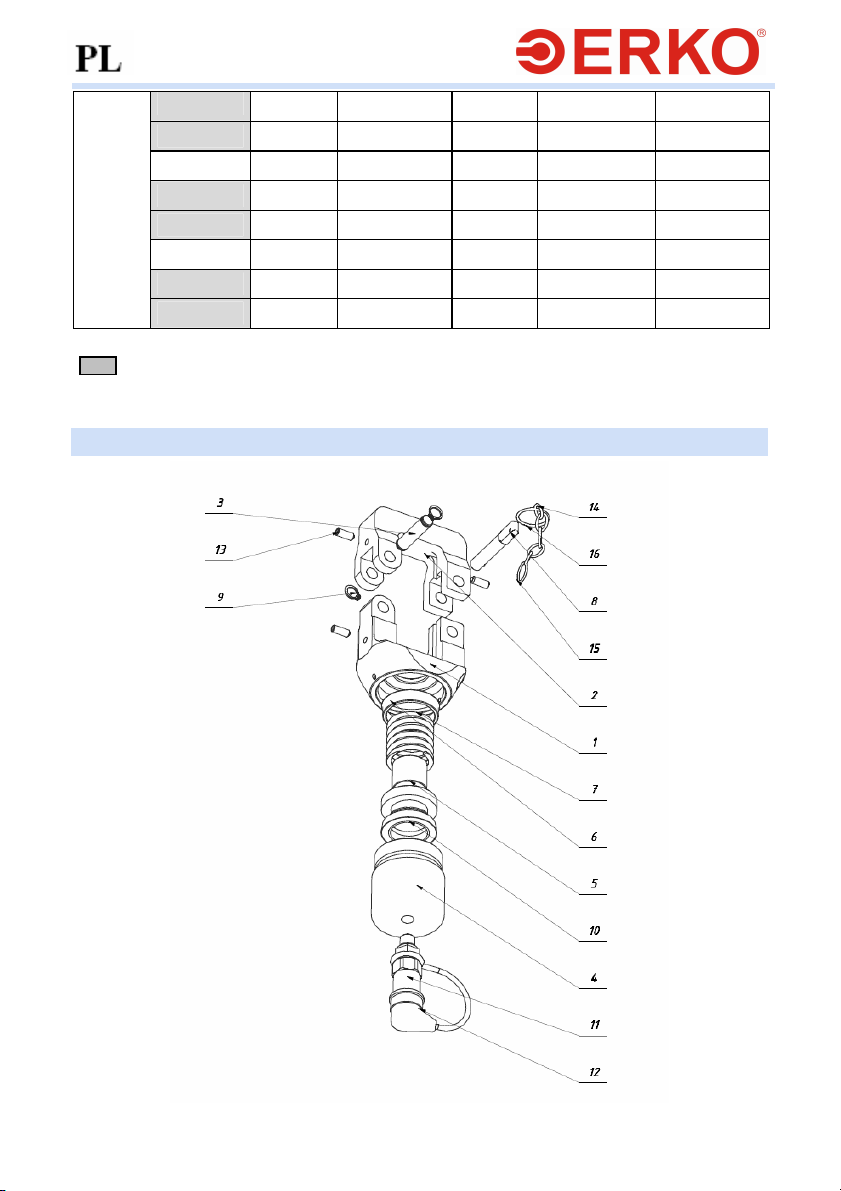
6. CZĘŚCI ZAMIENNE UKŁADU

#VGO300080214
-
10
-
Lp.
Ilość
Nazwa elementu
Nr. zamówieniowy części
1
1
Uszy dolne
GO300
-
01
-
B
2 1 Uszy górne GO300-02-A
3 1 Sworzeń1 GO300-03
4 1 Cylinder GO300-04-A
5 1 Tłok 2 HR300-03-A
6 1 PierścieńHR300-06
7 1 Sprężyna powrotna HR300-300-14-A
8 1 Sworzeńkpl. GC50-01-08-A
9 2 Pierścieńosadczy Z10 PN-81/M-85111
10 1 Pierścieńuszczelniający PN-72/M-73095
11 1 Szybkozłącze PT-00
12 1 Osłona szybkozłącza PT_OSŁONA
13 3 Zatrzask kulkowy NPZX_K51600106
14 1 Łańcuszek 2M NALG_LAN-2M
15 1 Kółko klucza NAKO_KOL-25
16 1 Kółko klucza NAKO_KOL-16
7. KONSERWACJA I ZALECENIA EKSPLOATACYJNE
1. W przypadku zasilania urządzenia agregatem hydraulicznym,
niedopuszczalne jest jego włączenie w czasie przeprowadzania prac
manipulacyjnych (montażi demontażelementów, ustawianie obrabianych
przedmiotów).
2. Uruchomienie agregatu powinno nastąpićpo zako czeniu prac
przygotowawczych i upewnieniu się, czy nie występuje niebezpiecze stwo
uszkodzenia ciała.
3. Nie wysuwaćpopychacza przy braku matryc zaciskowych w głowicy.
4. Stosowaćwłaściwe matryce do określonego rodzaju końcówek i przekroju
przewodu (dobór matryc – Tabela str.8,9)
5. Zaprasowywaćkońcówki do momentu zetknięcia sięmatryc lub zadziałania
zaworu przelewowego w napędzie.
6. Należy chronićurządzenie przed wpływami atmosferycznymi, korozją,
zanieczyszczeniami oraz uszkodzeniami mechanicznymi.
7. Należy utrzymywaćszybkozłącze w czystości, gdyżmogąsięprzez nie dostać
do obiegu zanieczyszczenia powodujące uszkodzenie pompy i urządzeń
współpracujących lub przecieki szybkozłącza.
8. SERWIS
Firma ERKO zapewnia pełny serwis gwarancyjny i pogwarancyjny.
9. UTYLIZACJA
Po zakończeniu okresu eksploatacji poszczególne elementy narzędzia poddać
utylizacji lub recyklingowi zgodnie z obowiązującymi przepisami

# VGO300080214
-
11
-
Before using this equipment, please read the user and the
safety manuals.
1. APPLICATION
The hydraulic head GO 300 is compatible with the hydraulic pump H700 and the
hydraulic generator AH 300 and AH 400. It was designed for:
-clamping terminals and adapters on AL and Cu wire cables of diameters
from 6 to 300 mm2
-round shaping of sector-shaped aluminum wires of diameters from 16 to 240
mm2
-clamping eyelet terminals with or without insulation of diameters from 10 to
120 mm2
-clamping sleeve terminals with or without insulation of diameters from 25 to
185 mm2
-non-terminal treatment of Al sector-shaped cables; flat forms wires of
diameters from 25 to 120 mm2
-making holes in re-shaped Al sector-shaped cables; hole diameters: Ø8.5;
Ø10.5; Ø12.5
2. TECHNICAL DATA
Weight (without clamps) 2.5 kg
Force 100.2 kN
Length 250 mm
Equipped with a fast connection type PT and supplied in a metal cassette K15
3. INSTRUMENTATION
The head GO 300 supports the following clamps:
Clamp
type Application Range
[mm2]
for clamping round copper wire terminals and connectors: 6-300
OS for clamping round aluminum wire terminals and connectors: 16-300
OA for clamping copper eyelet terminals 10-120
OE for clamping insulated copper eyelet terminals 10-120
OT for sleeve terminals with or without insulation 25-185
OF for forming round sector-shaped aluminum wires.
16-240
OR; OK
for non-terminal treatment of sector-shaped Al cables 25-120
OS type clamps by order (see Table p. 16,17)
#VGO300080214
-
12
-
4. OPERATION
4.1 CLAMPING DIE REPLACEMENT
To replace a clamping die remove the pin 1.
and move the upper ears 2 (see Drwg.1) until the dies unlock. Remove the current
dies.
Insert new dies into the ear guide so they become locked in the ears, close the upper
ears 2 and prevent their opening by inserting the pin 1.
For proper performance place a set of dies in the press (two dies of the
same dimension, excluding inserts OK and OR).
Drwg. 1. Die replacement.
4.2 CLAMPING TERMINALS AND CONNECTORS
-Select an adequate terminal (a cable before clamping should have possibly
minimal clearance in the cylindrical part of the terminal or connector).
-Select a proper clamping die for a given terminal type and diameter.
-Remove insulation from the wire or cord to allow the insertion of the wire into
the cylindrical part of terminal or connector.
-Push the wire into the bottom of the cylindrical part of the terminal or the
connector.
-Clamp the terminal (connector) until the dies join and until the drive overflow
valve action.
-To obtain a proper connection follow the instructions below.
For round terminals and connectors clamped with dies OS. Follow the
markings on the round part of the terminal. In case there are no markings on the
terminal (connector) make possibly large number of clampings maintaining
intervals between the clampings (Drwgs 2a and 2b). Clamping of the terminal
should be started from the tab (impression I) and continued towards the wire
(impressions II and III). Clamping of the connector should be started from its
middle part (impression I) and continued towards the wire.
For terminals clamped with dies OA.Place a terminal between the dies so
after clamping the impression is obtained on the round part of the terminal in the
middle of the soldered connector or vis-a-vis the soldered connector (Drwg. 2c).

# VGO300080214
-
13
-
For sleeve terminals clamped with dies OT. The sleeve terminal should be
clamed so the trapezium-shaped cross-section is obtained along the round part
of the terminal (Drwg. 2d). Such a connection is fully connected with the wire
only after screwing the terminal and the wire to the rail with a screw.
For eyelet insulated terminals clamped with dies OE.Place the terminal
between the dies so the tab is positioned parallel to the die surface. Make one
clamping.
AFTER CLAMPING:
-Press the lever of the drain valve.
-After the complete clamp pullout, release the lever of the drain valve.
a) b
c) d)
Drwg. 2. Method of clamping a) round terminal b) round connector
c) eyelet terminal d) sleeve connector.
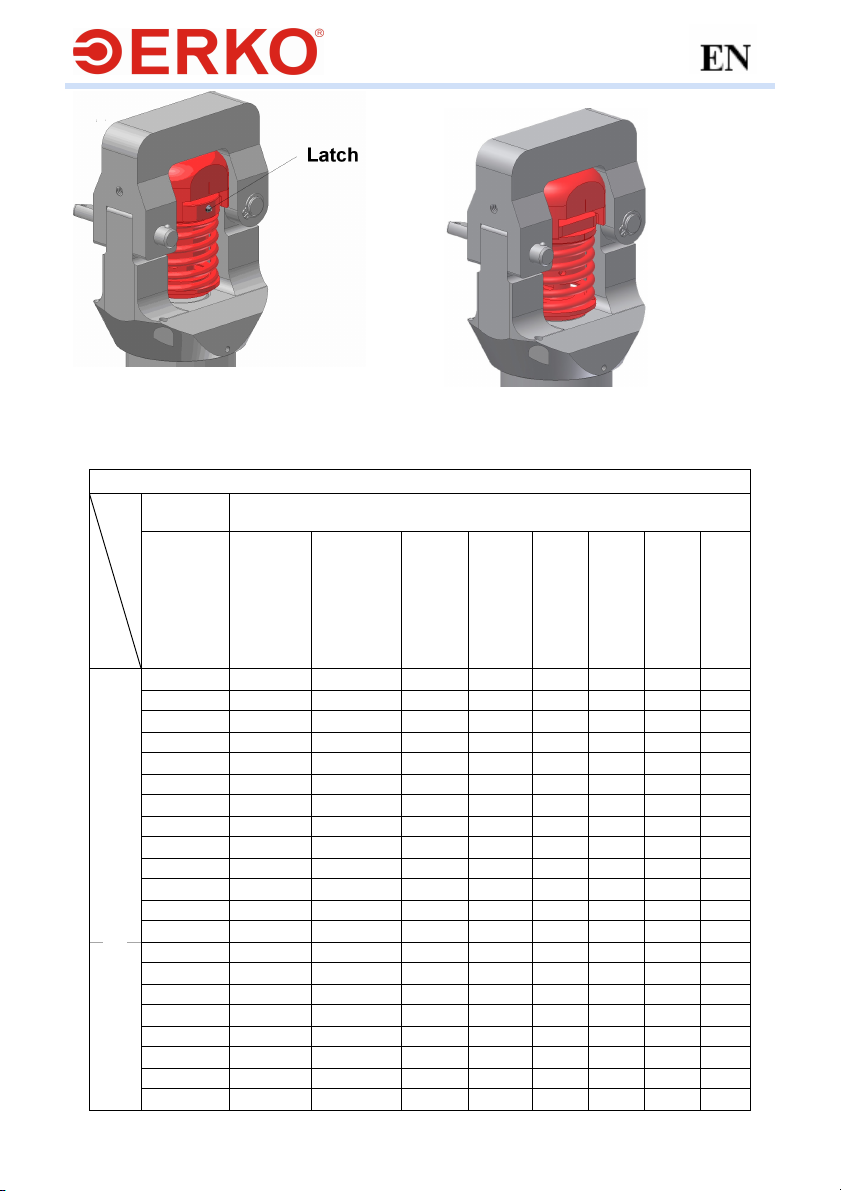
4.3 WORKING WITH PUNCHING INSERT OK
The insert OK is designed for punching holes in sector-shaped aluminum wires
previously flattened with the insert OR and in cooperage of maximum dimensions of 5
x 30 mm. In order to begin work with the insert, it should be installed in the head
according to the drawings shown below.
1. Die
2. Punch unit
3. Latch
Insert OK - general view 4. Insert the insert die into the upper
ears of the head following the same
steps as with the clamps OS
#VGO300080214
-
14
-
5. Insert the punch assembly under the
die watching the position of the latch 6. Turn the punch assembly by 90º so
the balls of the latches lock in the die
nests.
Rys.3
NESTS
TYPE OF TERMINAL, NEST
Dies
Terminal
type
Wire cross-
section
KCR, KCL
KC45, KC90,
KCM, KLP,
KLN,
KCS, KCS45,
KCS90, KLA,
KLS, KLR, KLT,
KLX, KLY, KLB
AR, AS,
ALD,ACL,
ACB,ACK
AC,AFD
ARC, ALC
ARG, ALG,
AFG
KOA, KNA,
KWA
KOE, KNE
TA,TE
6 mm25 6
10 mm26 7
16 mm28 8 12 9 12
25 mm210 10 12 10 14
35 mm212 12 14 12 16
50 mm214 14 16 14 18
70 mm216 16 18 16 20
95 mm218 18 22 18 22
120 mm220 19 22 20 25
150 mm2 22 22 25 22 28
185 mm225 23 28 23 30
240 mm228 25 32 28 34
OS
300 mm232 30 34
10 mm210
16 mm216
25 mm225
35 mm235
50 mm250
70 mm270
95 mm295
OA
120 mm2120

# VGO300080214
-
15
-
10 mm210
16 mm216
25 mm225
35 mm235
50 mm250
70 mm270
95 mm295
OE
120 mm2120
25 mm225
35 mm235
50 mm250
70 mm270
95 mm295
120 mm2120
150 mm2150
OT
185 mm2185
Tab.1
Note: A feature (nest characteristic) impressed on the dies OS indicates an
approximate external diameter of a terminal in mm.
4.4 FORMING ROUND SECTOR-SHAPED ALUMINUM WIRES
-Place forming dies type OF in the head (follow the steps as with clamps OS)
-Insert uninsulated aluminum wire between the clamps (Drwg. 4)
-Clamp the wire (first impression).
-While forming round shape, turn the wire over 90oand clamp it again.
-Repeat the forming operation moving towards the end of the wire until the
forming is complete.
90
O
120
O
Die
replacement
Drwg. 4. Forming round aluminum sector-shaped wires.
4.5 FORMING FLAT SECTOR-SHAPED ALUMINUM WIRES
-Place forming dies type OR in the head.
-Insert uninsulated aluminum wire between the clamps (Drwg. 5).
-Clamp the wire until the dies come together or at the required distance.

#VGO300080214
-
16
-
Drwg. 5. Forming flat aluminum sector-shaped wires.
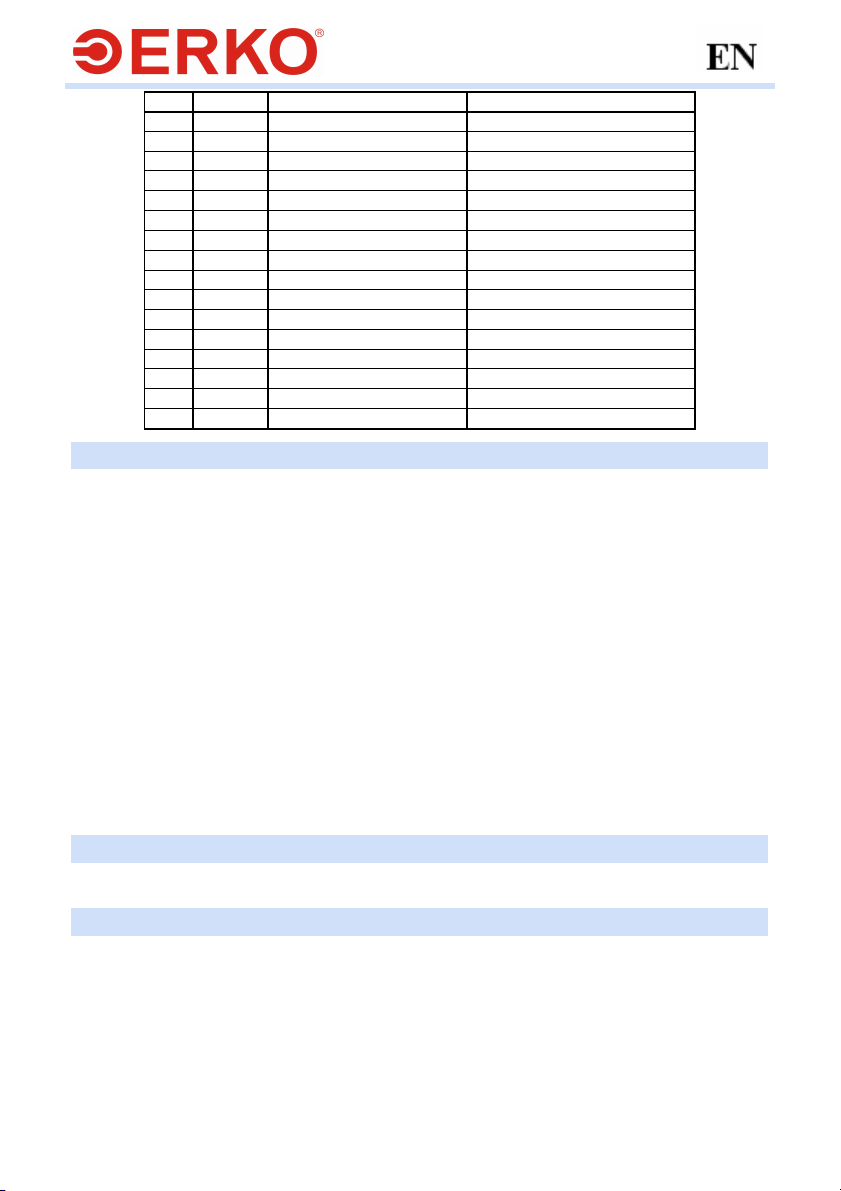
5. DIE SELECTION
Clamps OS are determined by their diameter. This diameter specifies an approximate
external diameter of the terminal.
Clamps OS should be selected according to the table below:
Terminal type – cross-sectionClamp
type
Diameter
Round
copper acc.
DIN KCR,
KC45,
KC90,
KCL,
KLP,
KLN,
Other round
copper KCS,
KCS45,
KCS90, KLA,
KLS, KLR,
KLT, KLX,
KLY, KLB
Round Al.
acc. DIN
AR, AS,
ASD,
ALD,
AFD, AC,
ACK,
ACB,
Thin-wall
round Al ARC,
ALC,
Thick-wall
round Al
ARG, ALG,
AFG
6 10 6
7 10
8 16 16
9 16
10 25 25 25
12 35 35 16;25 35 16
14 50 50 35 50 25
16 70 70 50 70 35
17
18 95 95 70 95 50
19 120
20 120 120 70
22 150 150 95; 120 150 95
23 185 185
OS
25 185 240 150 120

# VGO300080214
-
17
-
28 240 185 240 150
30 300 185
32 300 240
34 300 240
- Extended set OS/K – 19 diameters
- Basic set OS for terminals according to the DIN – 13 diameters
6. SPARE PARTS
#VGO300080214
-
18
-
No.
Quantity
Element name
Element order No.
1
1
Lower ears
GO300
-
01
-
B
2 1 Upper ears GO300-02-A
3 1 Pin 1 GO300-03
4 1 Cylinder GO300-04-A
5 1 Piston 2 HR300-03-A
6 1 Ring HR300-06
7 1 Return spring HR300-300-14-A
8 1 Set of the pin GC50-01-08-A
9 2 Thrust ring Z10 PN-81/M-85111
10 1 Sealing ring PN-72/M-73095
11 1 Fast connection PT-00
12 1 Fast connection casing PT_OSŁONA
13 3 Ball latch NPZX_K51600106
14 1 Chain 2M NALG_LAN-2M
15 1 Key ring NAKO_KOL-25
16 1 Key ring NAKO_KOL-16
7. MAINTENANCE AND OPERATION RECOMMENDATIONS
1. When powered by a hydraulic generator, it is forbidden to switch it on
during completion of any maintenance (assembly and disassembly, setting
the machined elements).
2. Switch the generator on only after making sure that the preparation has been
finished and there is no danger of injury.
3. Do not pull out the clamp pusher with no clamping matrixes in the head.
4. Use adequate dies for a given type of terminals and wire diameter (die selection
– Table p. 16,17).
5. Clamp terminals until the dies come together or until the activation of the pump
overflow valve activation.
6. Protect the equipment against the influence of atmospheric factors, corrosion,
debris and mechanical damage.
7. The fast connection should be maintained clean to prevent debris from entering
the circulation and damaging the pump, supporting equipment or fast connection.
8. SERVICING
ERKO provides full service both during and after the guarantee period.
9. DISPOSAL
After the end of the exploitation period, utilize or recycle the particular elements of this
equipment according to the regulations in force.

# VGO300080214
-
19
-
Приступая кработе следует ознакомиться синструкцией
по обслуживанию атакже БиГР(Безопасность иГигена
Работы)
1. ΠΡИΜΕΗΕΗИЕ
Гидравлическая головка GO 300 содействует сгидравлическим насосом H700 а
также сгидравлическим агрегатом AH 300 i AH 400. Предназначенная для:
-зажима наконечников икабельных соединений на проводах AL иCu с
диаметрами от 6 к300 мм2
-переформирования вкруглую секторовых жил алюминиевых с
диаметрами от 16 к240 мм2
-зажима окулированных наконечников сизоляцией ибез, сдиаметрами
от 10 –120 мм2
-зажима втулковых наконечников сизоляцией ибез изоляции, с
диаметрами 25 -185 мм2
-безнаконечникого замыкания секторовых кабелей AL; формирует в
плоскую жилы сдиаметром 25 – 120мм2
-вырезки отверстий переформированных секторовых кабелей AL.;
диаметры отверстий: Ø8,5; Ø10,5; Ø12,5
2. ДАННЫЕ ТЕХНИЧЕСКИЕ
Mасса (без щек) 2,5 кг
Нажим 100,2 kN
Длина 250 мм
Оснащённая скоросоединением типа PT идоставленная ву металловой кассете
K15
3. OСНАЩЕНИЕ
Головка GO 300 содействует сзажимными щеками типа:
Tип
щеки Применение Преде
л[мм2]
кзажиму наконечников итрубных медных соединителей: 6-300
OS кзажиму наконечников итрубных алюминиевых
соединителей: 16-300
OA кзажиму окулярных наконечников Cu 10-120
OE кзажиму окулярных наконечников Cu изолированных 10-120
OT квтулковым наконечникам сизоляцей ибез изоляции 25-185
OF кфорированию вкруглую алюминиевых жил
16-240
OR; OK
для безнаконечникого замыкания секторовых кабелей Al 25-120
Зажимные щеки типа OS по заказу (сиотри таб. c.27)
Table of contents
Languages:
Other ERKO Industrial Equipment manuals



















