76 CZCZ
yDále musí být použity další osobní ochranné prostředky:
vhodný ochranný pracovní oděv, rukavice, pracovní obuv
vkoženém provedení pro ochranu před odletujícími
jiskrami, struskou apopálením. Rovněž je nutné zajistit,
aby svářeč nevdechoval kouřové zplodiny vznikající při
sváření, protože jsou zdraví škodlivé. Svářeč musí pou-
žívat ktomu určenou vhodnou dýchací masku. Musí být
zajištěn odvod zplodin adůkladné větrání. Ovhodnosti
použitelných osobních ochranných prostředků se poraďte
vobchodě sosobními ochrannými prostředky. Zamezte
přístupu osobám bez potřebných osobních ochranných
prostředků kmístu sváření. Zajistěte dostatečný odstup
osob bez osobních ochranných prostředků ataké zvířat
od místa sváření apřipadá-li to vúvahu, informujte osoby
bez svářecí kukly, které se mohou nedaleko místa sváření
vyskytnout, aby se nedívaly do místa sváření, jinak může
dojít kpoškození jejich zraku. Připadá-li to vúvahu,
ochraňte místo sváření vhodnou ochranou proti nežádou-
címu pohledu do místa sváření kolemjdoucími osobami.
yZamezte používání přístroje dětmi, osobami se sníže-
nou pohyblivostí, smyslovým vnímáním nebo mentál-
ním postižením nebo osobám snedostatkem zkušeností
aznalostí nebo osobám neznalých těchto pokynů, aby
používaly toto nářadí. Děti si přístrojem nesmí hrát.
Národními předpisy může být omezen věk obsluhy.
yPřístroj za chodu vytváří elektromagnetické pole, které
může negativně ovlivnit fungování aktivních či pasivních
lékařských implantátů (kardiostimulátorů) aohrozit život
uživatele. Před používáním tohoto nářadí
se informujte ulékaře či výrobce implantá-
tu, zda můžete stímto přístrojem pracovat.
yPro sváření musí být předem zkontrolo-
váno, zda nemůže svářením dojít kzasažení skrytých
rozvodů el. proudu, plynu, vody apod. Jinak hrozí
nebezpečí úrazu, výbuchu či jiných škod.
ySvařované předměty, elektrodové klemy aokolí svařen-
ce jsou velmi horké ahrozí nebezpečí popálení. Dbejte
na ochranu před popálením. Informujte otom isvé
okolí, pokud přichází vúvahu kontakt osob smístem
sváření. Zamezte přístupu dětí.
yPracovní prostředí musí být dokonale odvětrávané nebo
svářeč musí ochranu před nadýcháním dýmů.
yBezpečnostní pokyny pro svářeče pro sváření kovů
aobloukové svařování jsou uvedeny vnárodních nor-
mách či předpisech, vČR jsou to normy ČSN 050601,
ČSN 050630 vpozměňujících přílohách. Vjiném státě
platí jiné technické předpisy anormy.
yPravidelné revize elektrické části zdroje sv. proudu pro-
vádí revizní technik elektrických zařízení nebo opráv-
něná kvalifikovaná osoba vrozsahu alhůtách daných
českounárodnínormouČSN331500. Požadavky
mohoubýt odlišnédlepředpisůjinéhostátu.
Požadavky na pravidelné kontroly arevize zařízení pro
obloukovésvařování seřídí evropskounormou.
yNesvařujte se svařovacími anapájecími kabely, které
mají nedostatečný průřez jádra vodičů. Vodiče musí být
zdůvodu chlazení okolním vzduchem roztažené.
yZastavte svařování, jestliže je TIG hořák nebo svařovací či
napájecí kabely přehřáté, aby nedošlo kpoškození izolace.
yNikdy se nedotýkejte nabitých částí elektrického obvo-
du. Po použití opatrně odpojte svařovací hořák od zdro-
je sv. proudu azamezte kontaktu suzemněnými částmi.
yPři svařování slitin akovů obsahujících toxické kovy jako
jsou olovo, rtuť, kadmium, zinek aberylium je nutné
dodržovat speciální bezpečnostní předpisy azamezit
vdechování kouřových zplodin obsahujících páry toxic-
kých kovů plynovými maskami atd..
yZe svařovaných částí předem důkladně odstraňte nátě-
rovou povrchovou úpravu, mastnotu ajiné nečistoty,
aby se zamezilo uvolňování toxických plynů při sváření.
yPracovní prostory vždy dobře větrejte. Nesvařujte
vmístech, kde je podezření zúniku zemního či jiného
hořlavého plynu nebo vblízkosti spalovacích motorů.
yNesvářejte vprostředí nebo vblízkosti výskytu kapal-
ných chlorovaných uhlovodíků (např. uodmašťujících
van), protože při sváření vzniká UV záření, které zpar
chlorovaných uhlovodíků vytváří vysoce toxické plyny.
yZ bezpečnostních důvodů nesmí být prováděny svářeč-
ské práce na nádržích obsahujících hořlaviny (nádrže na
plyn, olej, pohonné hmoty apod.), tlakových nádobách
apod. Hrozí nebezpečí výbuchu apožáru. Svářečské
práce nelze provádět ani na prázdných zásobních nádr-
žích pro hořlaviny ani na prázdných tlakových nádo-
bách. Sváření musí být prováděno podle speciálních
přepisů anádrže pak musí před naplněním splnit revizní
zkoušky. Pro sváření vprostředí snebezpečím výbuchu
platí speciální bezpečnostní předpisy.
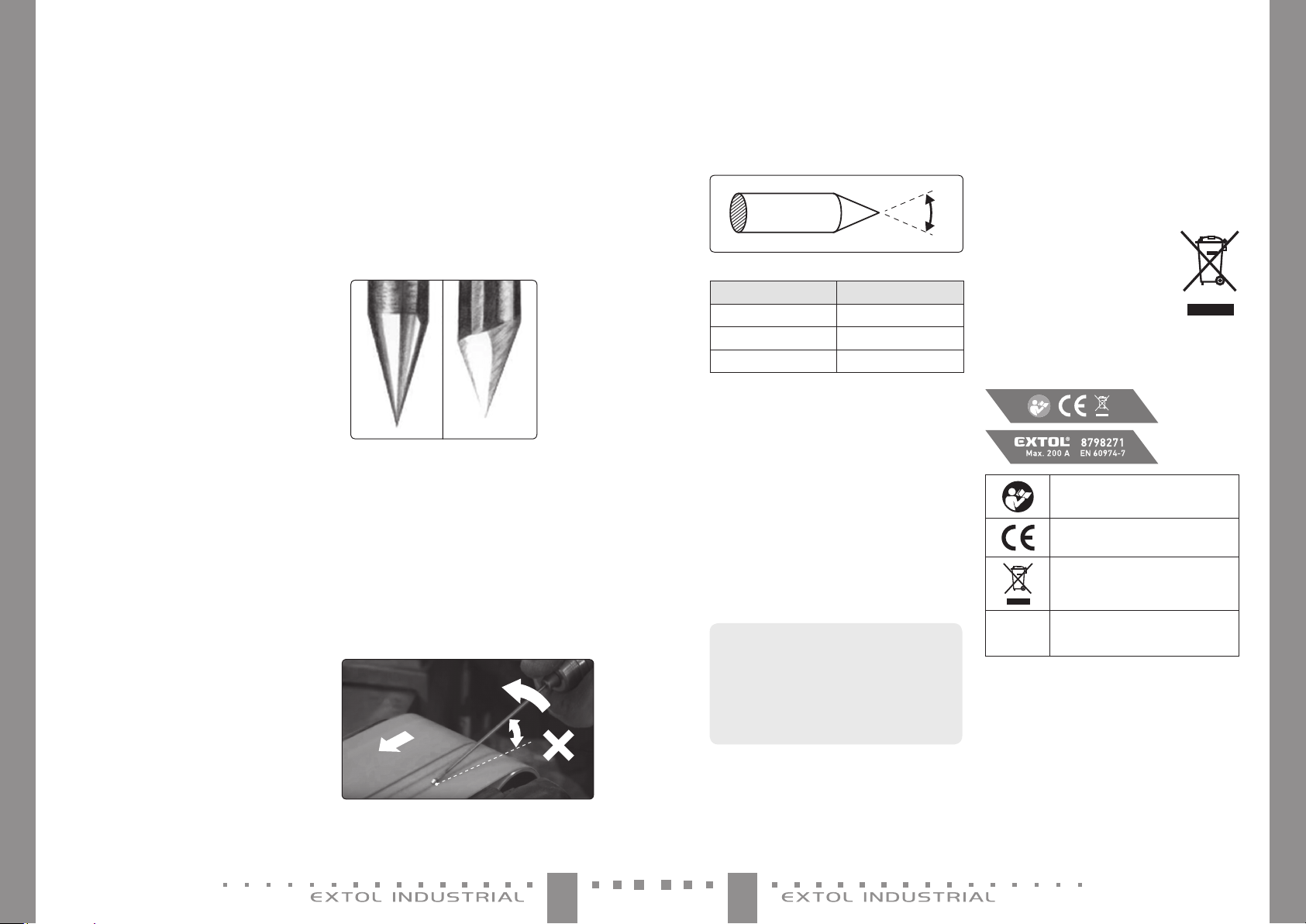
•UPOZORNĚNÍ
a) Příliš nízký svařovací proud způsobuje nestabil-
ní svařovací oblouk.
b) Příliš vysoký svařovací proud vede kporušení
špičky elektrody TIG hořáku, což vede knehar-
monickému hoření oblouku.
c) Nedostatky způsobené špatným vedením TIG
hořáku anebo špatným přidáváním přídavného
materiálu ze svařovací tyčinky.
ZÁKLADNÍ BEZPEČNOSTNÍ POKYNY
•VÝSTRAHA
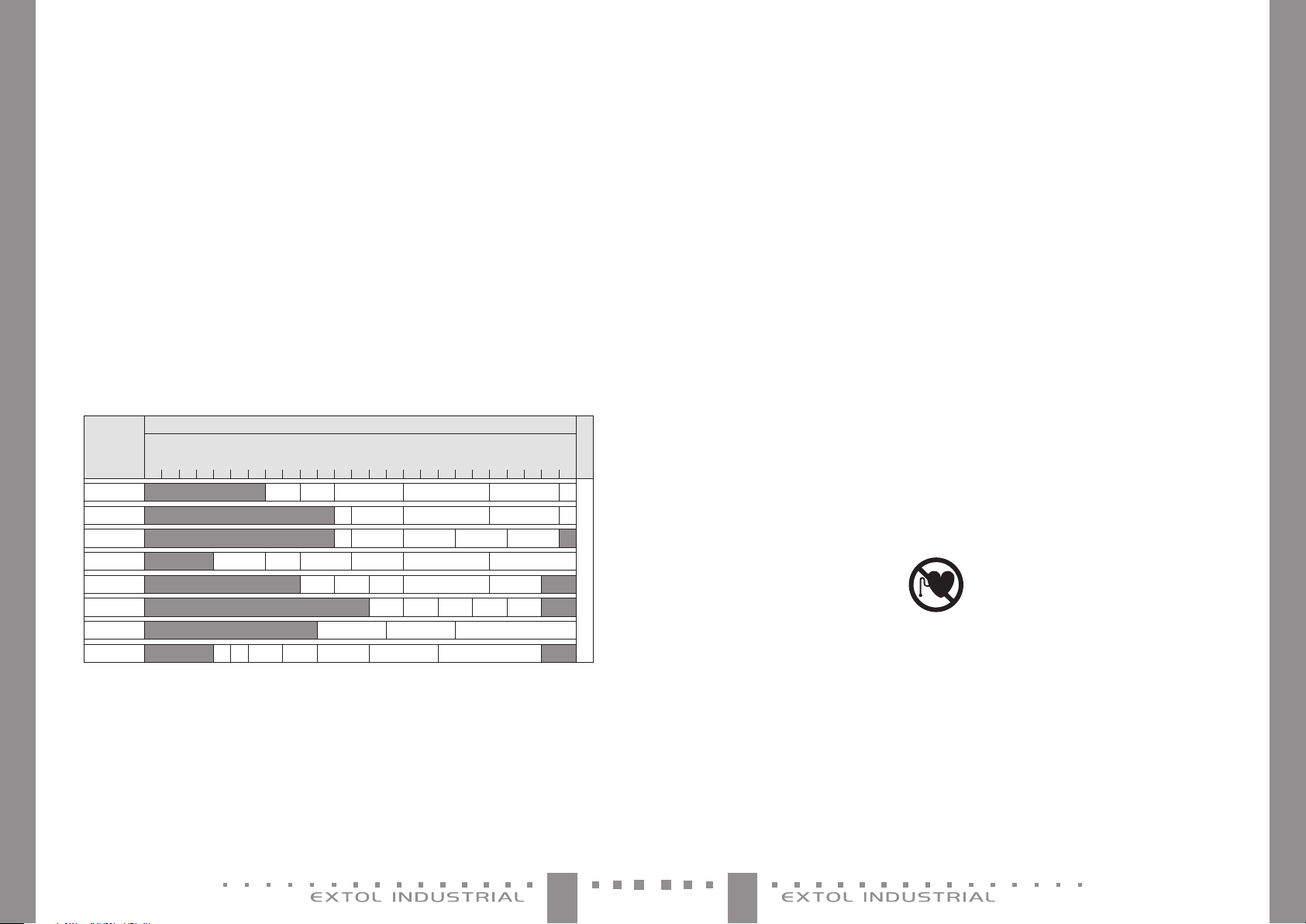
yPři použití svářečky musí svářeč používat speciální
obličejové svářecí kukly vybavené svářecími filtry
stmavostí dle nastaveného svářecího proudu adle
použité metody svařování dle níže uvedené tabulky 3.
Pro ochranu zraku při sváření je nutné koukat přes filtr
svářecí kukly sodpovídající tmavostí filtru vjednotkách
DIN. Tato informace musí být uvedena na svářecím
filtru kukly. Vpřípadě použití kukly se samostmívacím
filtrem musí být regulátorem tmavosti filtru změněna
tmavost na potřebný stupeň ručně ovládaným regulá-
torem, jinak může dojít kpoškození zraku, kukla však
musí mít potřebný rozsah tmavosti vjednotkách DIN.
Použité svářecí kukly musí splňovat požadavky platných
norem včetně jejich příloh asice normy EN 175, EN 169,
EN 166 respektive EN 379+A1 (tato norma platí pouze
pro automaticky stmívatelné svářečské filtry), jinak
by mohlo dojít kpoškození zraku aobličeje uživatele.
Intenzitu tmavosti filtru vzávislosti na svařovacím
proudu nastavte/zvolte dle následující tabulky 3. Nikdy
se nedívejte do místa sváření bez potřebné svářecí
kukly spotřebnou tmavostí filtru azamezte přístupu
osob bez potřebných ochranných prostředků ataké
vstupu zvířat. Nepoužívejte poškozené nebo opotřebo-
vané osobní ochranné prostředky, např. svářecí kuklu
sprasklým filtrem.
PROCES
SVAŘO
VÁNÍ
SVAŘOVACÍ PROUD A
0,5 2,5 10 20 40 80 125 175 225 275 350 450
1 5 15 30 60 100 150 200 250 300 400 500
DIN 916
SMAW 910 11 12 13 14
MIG (heavy) 10 11 12 13 14
MIG (light) 10 11 12 13 14 15
TIG, CTAW 910 11 12 13 14
MAG/CO210 11 12 13 14 15
SAW 10 11 12 13 14 15
PAC 11 12 13
PAW 8 9 10 11 12 13 14 15
VYSVĚTLIVKY SYMBOLŮ Tabulka 3
ySMAW =Ruční obloukové svařování obalenou elektrodou
yMIG (heavy) =Obloukové svařování těžkých kovů
tavící se elektrodou vinertním plynu
yMIG (light) =Obloukové svařování lehkých slitin
tavící se elektrodou vinertním plynu
yTIG, GTAW =Obloukové svařování wolframovou
elektrodou vinertním plynu
yMAG/CO2= Obloukové svařování tavící se elektro-
dou vaktivním plynu
ySAW =Automatické svařování pod tavidlem
yPAC =Řezání plazmovým obloukem
yPAW =Svařování plazmovým obloukem