1
SAFETY INSTRUCTIONS
Although the Gullco welding positioner is manufactured for safe and dependable operation, it is
impossible to anticipate those combinations of circumstances, which could result in an accident. An
operator of the welding positioner is cautioned to always practice "Safety First" during each phase
of operation, setup and maintenance.
Read and understand the whole Operating Instructions manual (including this Technical manual
complete with the supplementary GSP-1100 Control Manual, “GD-084”) before operating or
performing service of this equipment. Become familiar with the machines operation, applications
and limitations. Keep the operation manual in a clean and readily available location.
This equipment is normally used to automate / semi-automate welding or cutting processes. These
processes usually have any combination of the following; bright and hot arcs, flying sparks, fumes,
ultraviolet and infrared radiated energy, hot work-pieces, compressed gases, etc.. The onus is on
the operator of this equipment to know, understand and follow all the safety precautions associated
with the process being used.
A careless operator invites troubles, and failure to follow safety practices may cause serious injury
or even death. Important safety precautions are given in the following:
Electrical Shock Prevention
Do not use this equipment in damp or wet locations.
Do not expose this equipment to rain.
Do not touch electrically live parts or electrode with skin or wet clothing.
Insulate yourself from the work and ground.
Never carry this equipment by the cables or pull the cables to disconnect from the receptacle.
Keep all cables from heat, oil and sharp edges.
Inspect all cables periodically and replace if damaged.
Inspect the security of all cables periodically and repair if loose.
Disconnect the power cord when not in use.
Disconnect the power cord positively to prevent electrical shock before repair and service of the
equipment.
Bodily Injury Prevention
Do not wear loose clothing, jewellery or loose, long hair which may get caught into automatic systems
or moving parts.
Keep equipment (especially lifting handles) dry, clean and free from oil & grease.
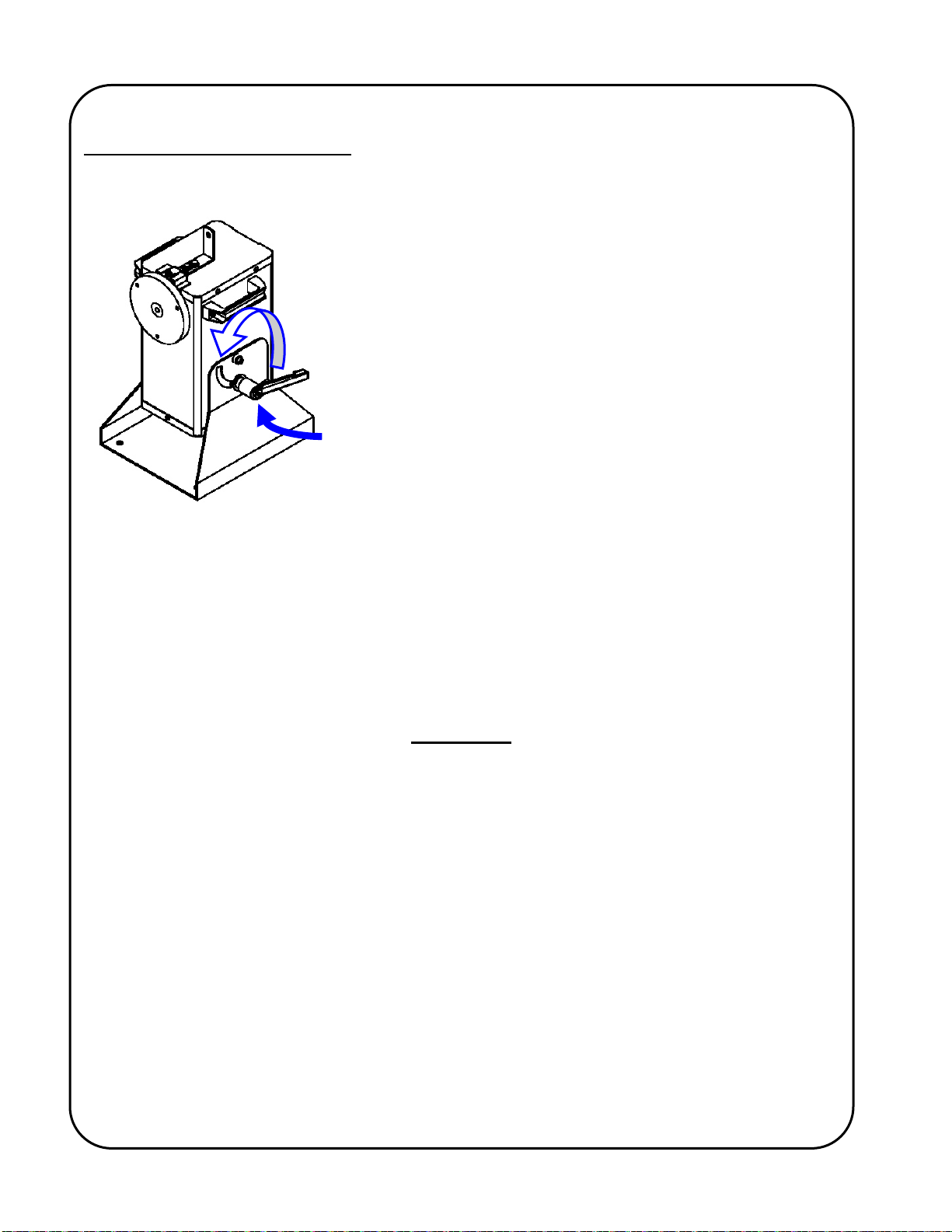
Ensure that the positioner is well secured to the bench, tabletop, etc., to prevent it from tipping over
when subjected to over hung loading.
Never loosen the tilt-locking lever, nor try to tilt the rotary welding table, when there is a load mounted
to the table generating large radial moments.
Keep hands away from the rotary table when it is in motion, or when there is the slightest possibility of
motion.
Wherever possible, avoid mounting devices, etc., that protrude from the rotating mass, and pose
possible pinch-points.
Make certain that work-piece/mounting device protrusions will not strike the floor, positioner frame or
any other object during rotation.
There should only ever be one (1) operator working at the machine at any given time.
Do not operate this equipment if drowsy from medication or fatigue.
Do not lift the machine with heavy accessories or cables attached and only lift using adopted safe
lifting standards and practices.