Instructions Manual
MORSØ
Notch Cutting Machine
Model NF
-
In General
The machine is delivered ready for start and
complete with standard equipment.
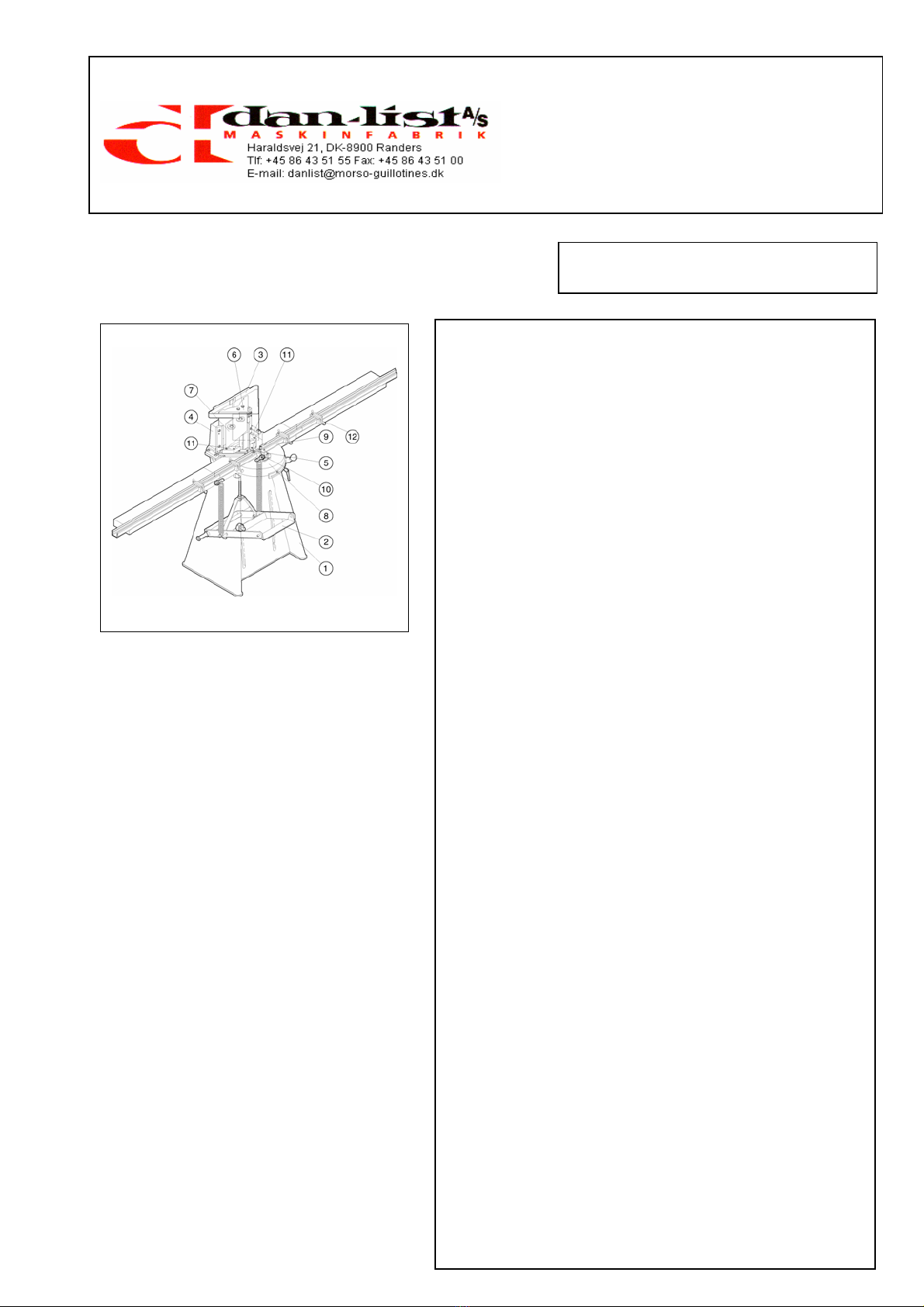
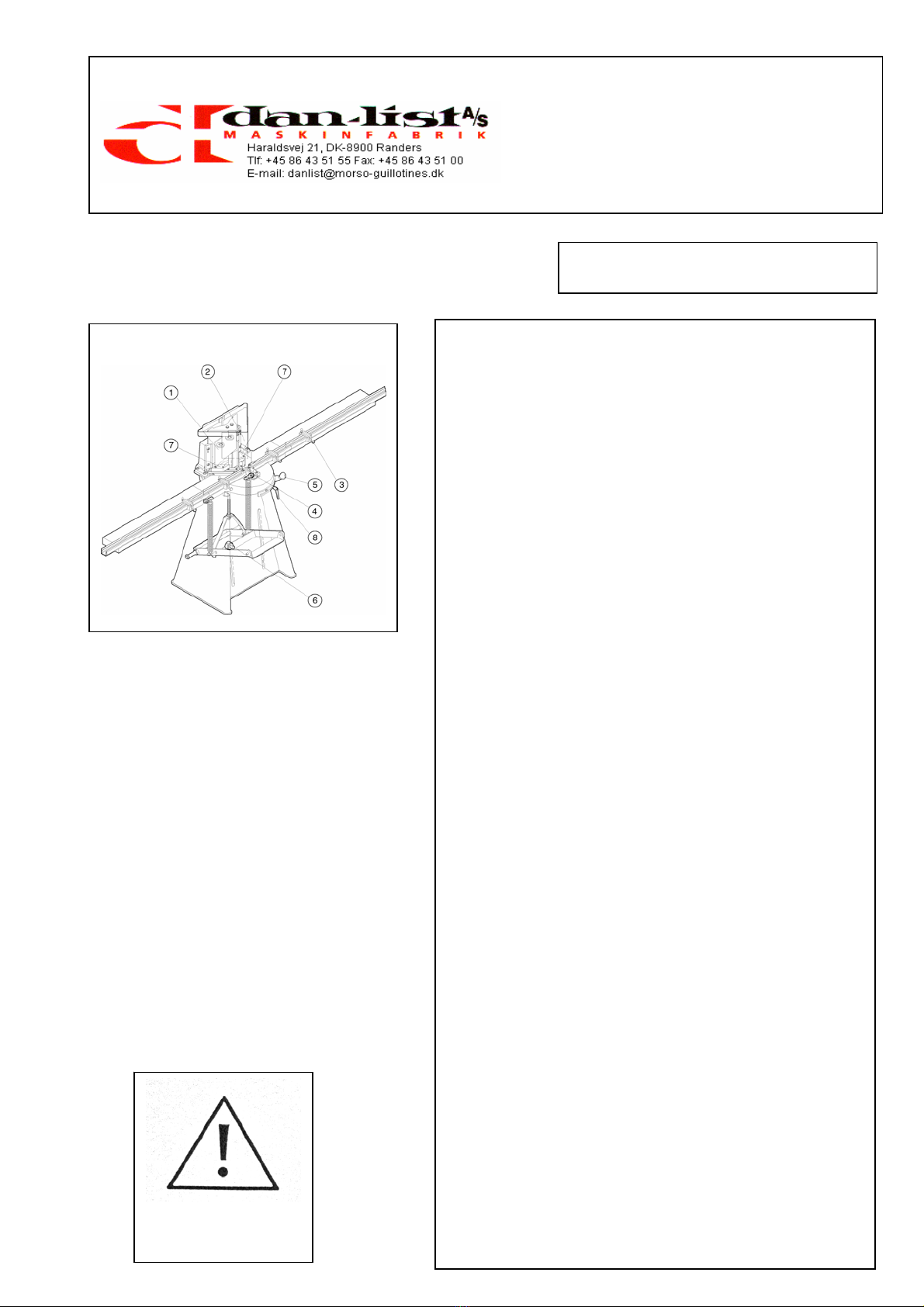
Only the table extensions (1) and fences (2) are
dismounted during transport.
NOTE before starting up first time:
1. The handle on the tooth arc is loosened (it
functions as the rear stop when moving the
knife block backwards).
2. The knife block is moved halfway backwards,
and the waste chute is fitted.
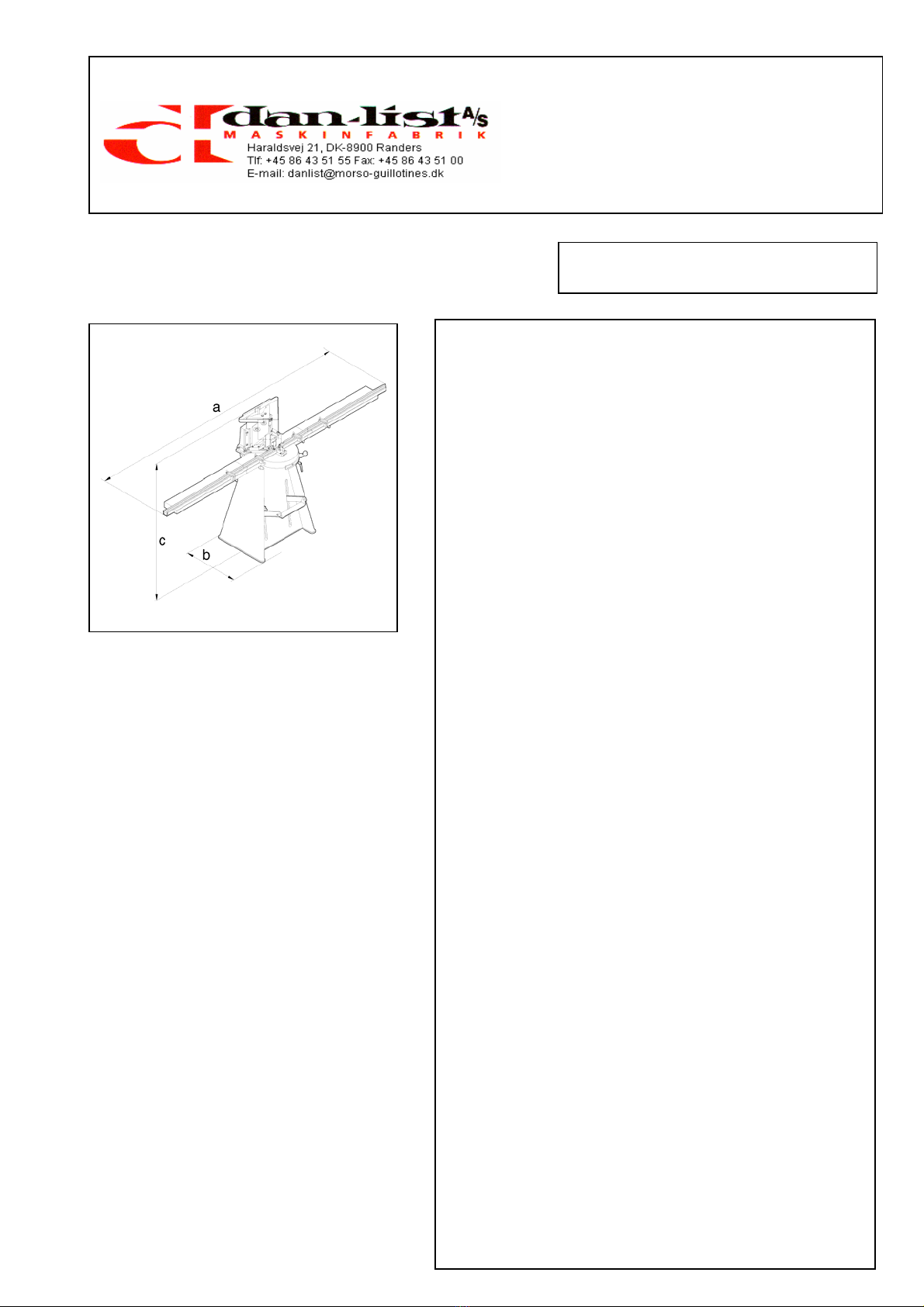
Placing according to the spaciousness to wall
stated in D-1. The machine can be fastened to the
floor with screws in the two holes in the bottom of
the machine frame.
Check before each start that all protection
devices are fitted correctly.
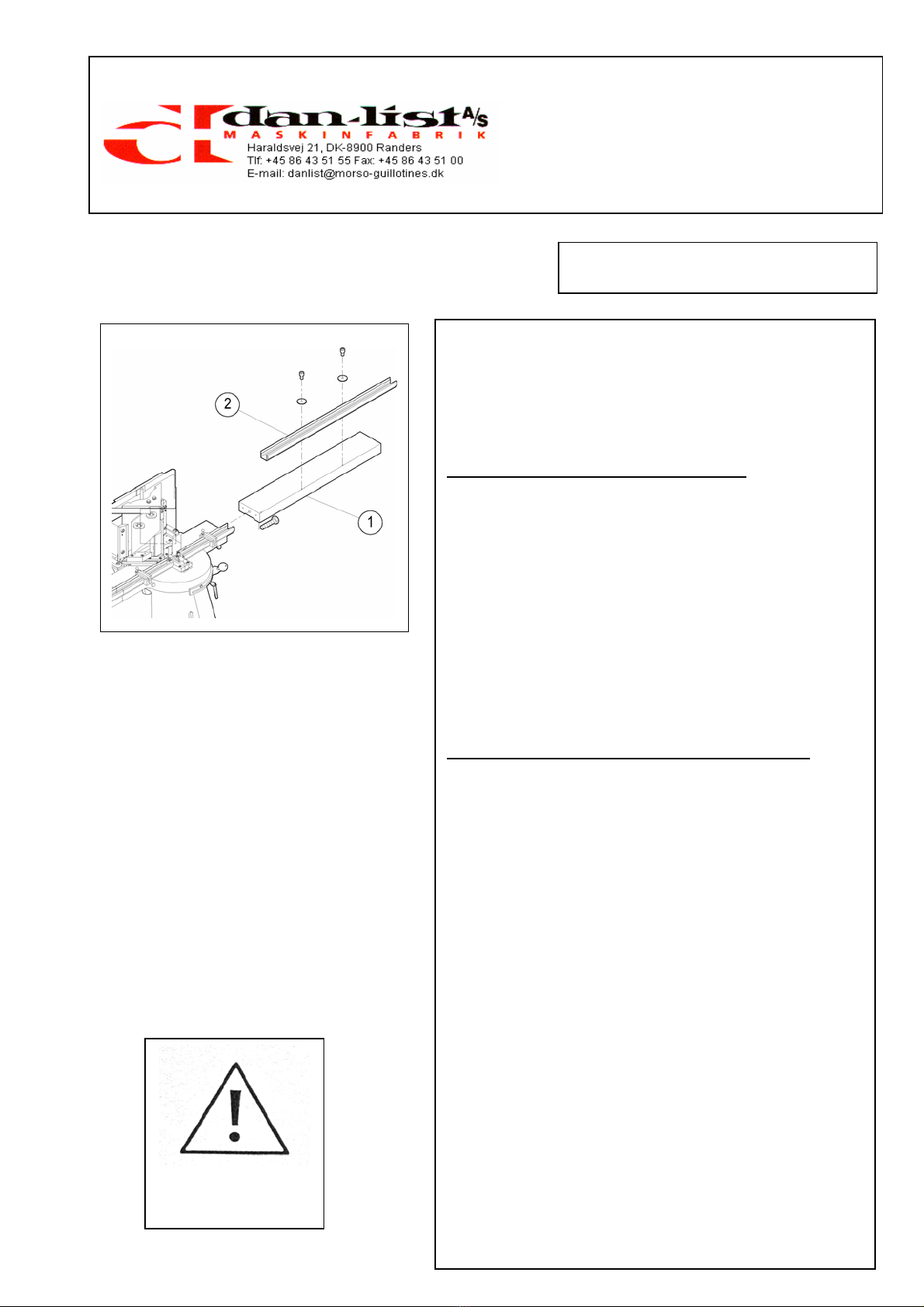
Fitting of the Table Extension and fences
(on the drawing the right side is shown, the same
procedure on the left side).
Before fitting the table extension (1) the ends of
the table extension and the table must be cleaned
very thoroughly. Special attention must be paid to
the pin and screw holes, as the smallest amount
of dirt will prevent the correct alignment.
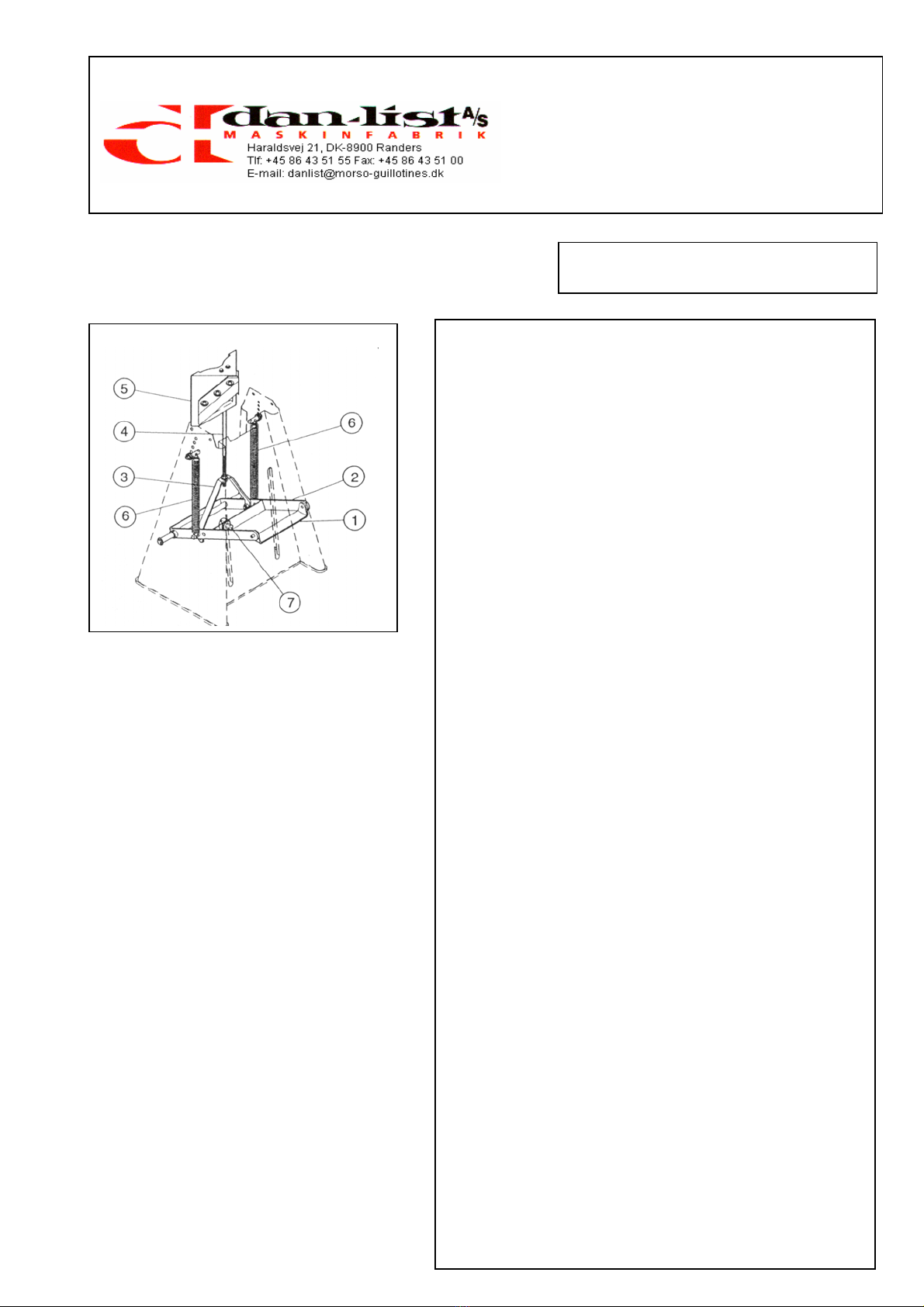
After the cleaning, the table extension is pressed
against the table so that the pins placed in the
table extension are inserted in the pin holes in the
table. The included screw is now inserted in the
screw hole and fastened with a standard screw
driver.
The fence (2) is fitted on the table extension (pins
are fitted in the table extension). It is fastened with
cylinder screw.
(Extra extension table and supporting leg can be
delivered as accessories).
BEWARE OF THE
EXTREME SHARP
KNIVES