Safety and Health Standards, OSHA 29 CFR 1910, from
Superintendent of Documents, U.S. government Printing Office,
Washington, D.C. 20402.
Recommended Practices for Plasma Arc Cutting, American
Welding Society Standard AWS C5.2 from American Welding
Society, 550 N.W. LeJeune Rd, Miami, FL 33126
National Electrical Code, NFPA Standard 70, from National
Fire Protection Association, Batterymarch Park, Quincy, MA
02269
Safe Handling of Compressed Gases in Cylinders, CGA
Pamphlet P-1, from Compressed Gas Association, 1235
Jefferson Davis Highway, Suite 501, Arlington, VA 22202
Code for Safety in Welding and Cutting, CSA standard W117.2
from Canadian Standards Association, Standards Sales, 178
Rexdale Boulevard, Rexdale, Ontario, Canada M9W 1R3.
Safe Practices for Occupation and Educational Eye and Face
Protection, ANSI Standard Z87.1, from American National
Standards Institute, 1430 Broadway, New York, NY 10018
Cutting and Welding Processes, NFPA Standard 51B, from
National Fire Protection Association, Batteymarch Park, Quincy,
MA 02269.
NN))EEMMFFIInnffoorrmmaattiioonn
Considerations about Welding or Cutting and the Effects of Low
Frequency Electric and Magnetic Fields.
Welding or cutting current, as it flows through the welding or
cutting tables, will cause electromagnetic fields. There has been
and still is some concern about such fields. However, after
examining more than 500 studies spanning 17 years of research,
a special blue ribbon committee of the Nation Research
Council concluded that: “The body of evidence, in the
committee’s judgment, has not demonstrated that exposure to
power-frequency electric and magnetic fields is a human health
hazard.” However studies are still going forth and evidence
continues to be examined. Until the final conclusions of the
research are reached, you may wish to minimize your exposure
to electromagnetic fields when welding or cutting.
To reduce magnetic fields in the work place, use the following
procedures:
1. Keep cables close together by twisting or taping them.
2. Arrange cables to one side and away from the operator.
3. Do not coil or drape cables around your body.
4. Keep cutting power source and cables as far away from
operator as practical.
5. Connect work clamp to work piece as close to the cut as
possible.
About Pacemakers:
Pacemaker wearers consult your doctor first. If cleared by your
doctor, then following the above procedures is recommended.
Never allow electrical contact between a plasma arc torch
and cylinder.
Never cut on a pressurized cylinder. Explosion will result.
Keep protective cap in place over valve except when cylinder
is in use or connected for use.
Read and follow instructions on compressed gas cylinders,
associated equipment, and CGA publication P-1 listed in
Safety Standards.
HHoottPPaarrttssccaannccaauusseesseevveerreebbuurrnnss..
Do not touch hot parts bare handed.
Allow a cooling period before disassembling the plasma torch.
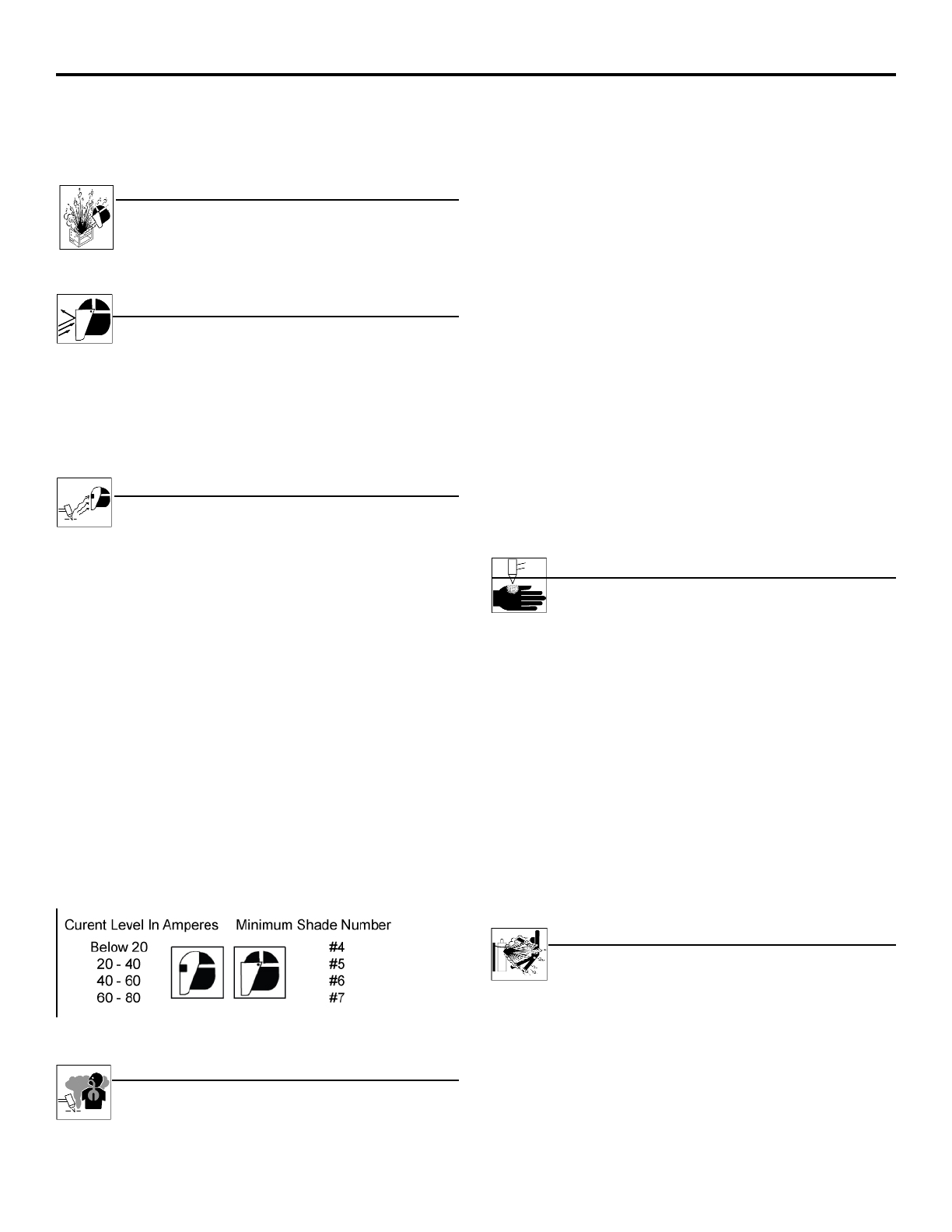
FFllyyiinnggMMeettaallccaanniinnjjuurreeeeyyeess..
Wear safety glasses with side shields or face shield.
MMaaggnneettiiccFFiieellddssccaannaaffffeeccttppaacceemmaakkeerrss..
Pacemaker wearers keep away.
Wearers should consult their doctor before going near
plasma arc cutting operations.
OOvveerruusseeccaannccaauusseeOOvveerrhheeaattiinngg..
Allow cooling period; follow rated duty cycle.
Reduce amperage (thickness) or reduce duty cycle
before staring to cut again.
EExxppllooddiinnggHHyyddrrooggeennhhaazzaarrdd..
When cutting aluminum underwater or with the
water touching the underside of the aluminum, free
hydrogen gas may collect under the work piece.
See your cutting engineer and water table instructions for
help.
PPllaassmmaaAArrccCCuuttttiinnggccaannccaauusseeiinntteerrffeerreennccee..
Electromagnetic energy can interfere with sensitive
electronic equipment such as computers and computer-
driven equipment such as robots.
To reduce possible interference, keep cables as short as
possible, close together, and down low, such as on the floor.
Locate cutting operation 300 feet from any sensitive
electronic equipment.
Be sure this cutting power source is installed and grounded
according to manual.
If interference still occurs, the user must take extra measures
such as moving the machine, using shielded cables, using
line filter, or shielding the work area.
MM))PPrriinncciippaallSSaaffeettyySSttaannddaarrddss
Safety in Welding and Cutting, ANSI standard A49.1 from
American Welding Society, 550 N.W. LeJuene Rd, Miami FL 33126
6