SYMBOL
R27
R29A
R29B(9)
R29c(9)
RTB(9)
RTA(9)
R33
R39
R40,R41
R43
R44
R45
R47,R42
R48
C1,C2,C3,C4,
c6,c7
C5
Cg
C9
Crn,C11
C12
C13
C14
CT1
CT2
CT3
,cT
4
,cT
5,
CT
6
,CT
7
F1,F2
F3
DESCRIPTION
Resistor, Fixed, Composition
Resistor, Fixed, Metal Film
Resistor, Fixed, Metal Film
Resistor, Fixed, Metal Film
Resistor, Fixed, Metal Film
Resistor, Fixed, Metal Film
Resistor, Fixed, Composition
Resistor, Fixed, Wire-Wound
Resistor, Fixed, Wire-Wound
Resistor, Fixed, Composition
Resistor, Fixed, Composition
Resistor, Fixed, Wire-Wound
Resistor, Fixed, Composition
Resistor, Fixed, Composition
Potentiometer, Wire-Wound
Potentiometer, 15 Turn Wire-Wound
Potentiometer, 15 Turn Wire-Wound
Resistor, Fixed, Composition
Resistor, Fixed, Wire-Wound
Capacitor, Tubular, Mylar
Capacitor, Disc Ceramic
Capacitor, Metalized Mylar
Capacitor, Metalized Mylar
Capacitor, Tubular, Electrolytic
Capacitor, Tubular, Electrolytic
Capacitor, Tubular, Electrolytic
Capacitor, Tubular, Electrolytic
Capacitor, Tubular, Mylar
Capacitor, Tubular, Mylar
Capacitor, Tubular, Mylar
Fuse, I
AMP
-
AGC
Fuse, 2
AMP
-AGC
Pilot Lamp, NEON
Receptacle, 4 Pin, Male
Receptacle, 4 Pin, Female
Output
Receptacles
Power Outlet and Receptacle
HACPARTNO.
590H182
590Hl84
5908195
590H199
590H197
590Hl98
590H201
590H159
590H160
590HI85
590H183
590H203
590Hl78
520H027
520H029
520H028
520H073
590H205
200H0S3
200H054
200H057
200H056
200H058
200H059
200H060
200H061
200H012
200H026
200H028
310H027
310H029
420H017
550H020
550H002
WO
2042
SS0H021
VALUE
300OHM
lK
lO0OHM
IOOHM
IOK
100K
1/2W
5%
1/2W
1%
1/4W
1%
1/8W
5%
l/4W
1%
1/4W
1%
I.SK lW
5%
l0OHM
5W
lOHM
2.2K
560OHM
3.0OHM
47OHM
150
OHM
300OHM
lK
200OHM
lO0OHM
25OHM
.01 MFD
.001 MFD
2MFD
1 MFD
250MFD
S0MFD
l00MFD
20KMFD
.1
MFD
IMFD
2MFD
SW
1/2W
5%
1/2W
5%
IOW
1/2W
5%
1/2W
5%
SW
1/2W
l/2W
2W
5%
SW
50V
±10%
SOOY
±10%
100V
10%
100V
10%
12V
SOY
25V
25V
100V
10%
lO0V
10%
lO0V
10%
(
\ (
( (
( (
SECTION
II
OPERATION-
MCW-550
CONTROLS
Optimum welding results can be obtained by varying weld
duration and electrode force and gap settings. Further
refinements can be made by adjusting the third voltage
>1 control thumbwheel for variations from .01 volts and
~
up.
Operation
of
the Model
MCW~SS0
.Constant Voltage
\V)\
Welding Power Supply is extremely simple
..
There are
o.nly
\;S
~
NOTE
two adjustable controls,
Weld
Voltage and Weld Duration.
~
\.~
The power supply makes
no
audible sound when
discharged.*
At
lower power levels, little or
no
effect will be noticed upon the materials being
welded.
In
addition
to
the main power switch, there is also an
Illuminator lamp switch and an auxiliary power switch
(connected
if
·a
vacuum pump is incorporated within the
power supply
or
other accessories).
An
external vacuum
pump may be connected
to
the front panel power switch
with hose take
off
thru the front panel ports
if
no integral
pump is installed.
CONNECTION
Prior
to
first energizing the power supply, connect the
weld head
to
the front panel receptacle with either cables
or
gold-plated copper bus bars
as
supplied for Hughes weld
heads. When using Hughes Model VTA-66 weld head,
connect 4 pin plug from head
to
the "Voltage-Fire"
receptacle·.
If
other Hughes welding heads having 2 pin plugs (such
as
Model VTA-60, VTA-62, VTA-64, or VTA-66-MA) are used
with this equipment, some provision must be made
to
connect the actuator firing circuit and the voltage feedback
circuit
to
the Voltage-Fire receptacle.
WARNING -SPECIAL NOTE:
IT IS IMPERATIVE
that
the feedback voltage wires
connecting· from the weldhead electrodes
to
pins in
the plug going
to
the Voltage-Fire receptacle be
connected with the proper polarity.
WHICHEVER ELECTRODE IS POSITIVE MUST
BE
CONNECTED TO PIN 1 in the plug
to
the Voltage-
Fire receptacle. THE NEGATIVE ELECTRODE
MUST
BE
CONNECTED WITH A FEEDBACK
WIRE TO PIN 2 in the Voltage-Fire plug.
With dual head systems,
b&
sure
to
observe polarity
marking on cables which will have RED dots indi-
cating the positive cable. The corresponding posi-
tive terminal
on
a VTA-66 or VTA-90 weld head
will also have a RED
dot
on
the end
of
the positive
stud.
DO
NOT ATTEMPT
TO
OPERATE THIS POWER
SUPPLY WITHOUT THE VOLTAGE FEEDBACK
WIRES BEING PROPERLY CONNECTED FROM
THE WELDING ELECTRODES TO THE FRONT
PANEL "VOLTAGE-FIRE" RECEPTACLE.
TYPICAL
OPERATION
Set
"Weld Voltage" thumbwheels
to
approximately
.30
volts.
Set
"Weld Duration"
to
S milliseconds.
If
a
VTA-66
wdd
head is being used, set
for
4 lbs. pressure
and electrode gap
of
.020". Test welds should be made
starting from these settings. Using the middle thumb-
wheel
of
the voltage control, increase settings in incre-
ments
of
.10 volts until some visible welding results occur.
DO
NOT OVERPRESSURE the electrodes in an attempt
to
"fire"
the welder.
Increase voltage and/
or
time in small increments between
test welds until satisfactory results are observed.
CAUTION The MCW-550 power supply will deliver
current
to
the limit
of
its ability in order
to
produce· the preset voltage. Since this
current may exceed 800 amperes, extreme
care must be taken to prevent the electrode
gap from shorting. Damage
to
the
elec-
trodes will be immediate
if
the power supply
discharges with the electrode gap set
at
zero.
Avoid setting the weld voltage to a high level and long
weld durations
at
the same time. Weld voltage settings
of
over ONE VOLT combined with weld duration settings
greater than 100 milliseconds will produce extreme heat
at
the electrodes.
Most microcircuit welding applications will be within the
range
of
.SO
-.85 volts setting and 5 -15 milliseconds weld
duration, or .20 -.50 volts
at
50
-
350
ms duration.
DO NOT EXCEED A VOLTAGE SETTING OF
.50
VOLTS
IN
COMBINATION WITH TIME DURATIONS BETWEEN
250
-500
MS
FOR
NORMAL WELDING.
NEVER discharge power supply with very low resistance
material beneath electrodes, such as heavy copper, brass
or steel plates.
* Sonalert audible indicator available from factory
in-
stalled in original equipment on order or also
avail-
able
as
field
mod
kit.
SECTION Ill
ELECTRICAL &
MECHANICAL
SPECIFICATIONS
MCW""""550
TYPE
OF POWER SUPPLY:
Constant voltage -direct current -square wave output.
WELDING PULSE CONTROLLED RANGE:
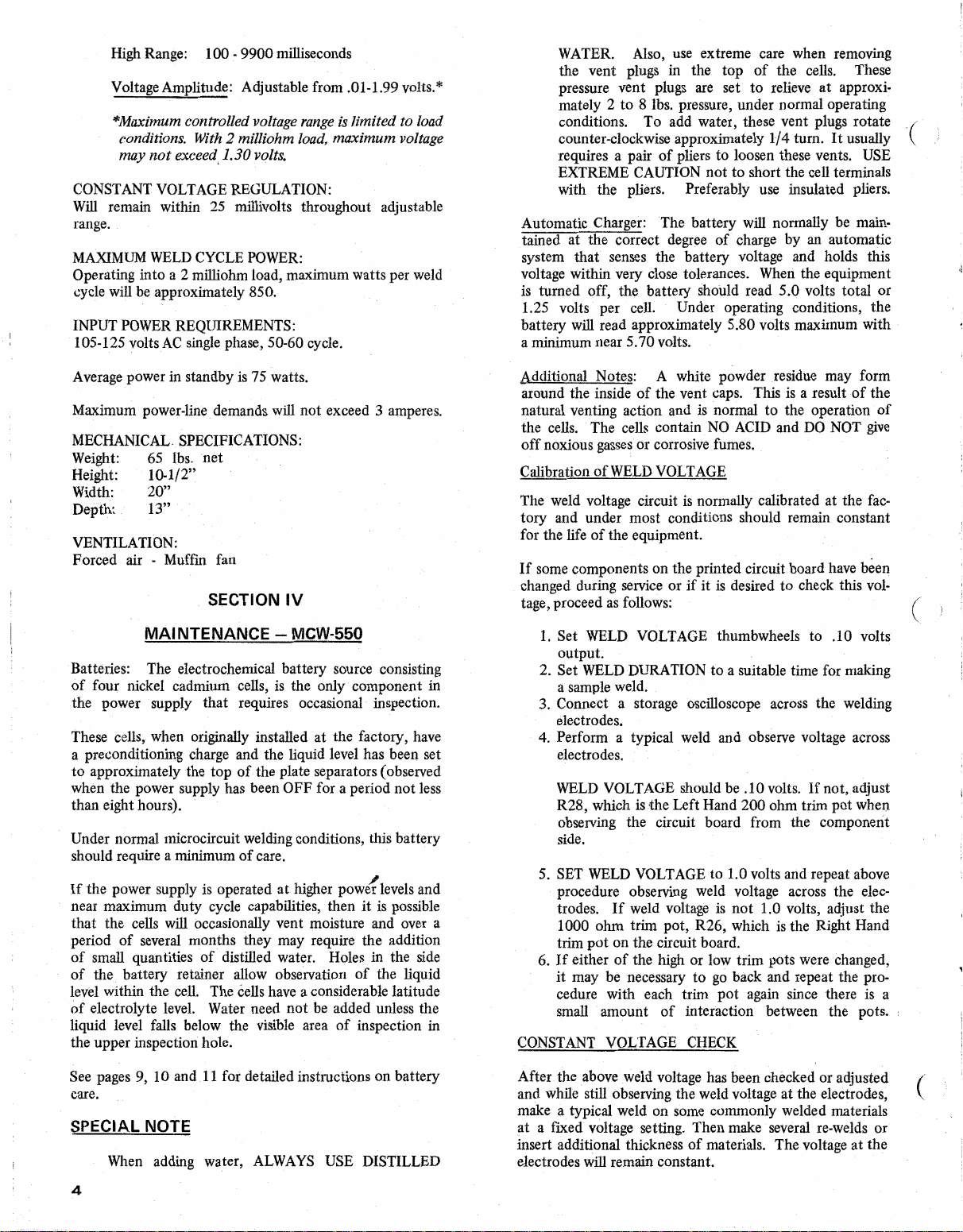
Time Duration: Adjustable from I -
9900
milliseconds in
three ranges.
Low Range: 1 -
99
milliseconds
Middle Range: 10 -990 milliseconds
3