l. If the tension yoke (5) was disassembled for replacement
of parts, place the bend indicating (dial) plate (4) on the
sleeve bearing (3) and press the sleeve bearing into the hole
at the end of the tension yoke (5), leaving just enough
clearance between the flange of the sleeve bearing (3) and
plate (4) to permit the dial to rotate without interference.
Attach the cap (2) with the two screws (1). Attach the
tension yoke (5) to the screw post (20) with the screw (6).
m. If the name plate (26) was removed, install a new name
plate with the two drive screws (27).
n. If a new clamp block pressure pad (10) was required,
attach it to the end of the clamp yoke screw (11) with the
screw (9). Leave the screw (9) loose enough to permit the
screw (11) to rotate.
o. If any of the sector gears were removed from their
respective form block assemblies (7), attach them by
installing new pins. Alignment of splines in the sector gear
and form block can be assured if the correct size drive shaft
(31) is inserted temporarily through the splines of both parts
before pressing the pins into position.
28. TESTING AFTER OVERHAUL.
a. After reassembly has been completed, perform bending
operations on several sizes and types of tubing to make sure
that the machine is operating properly. If any trouble is
encountered, it must be remedied and the machine
rechecked before placing it in storage or putting it into
operation.
b. Bends performed after overhaul must be unmarred, free
of kinks, wrinkles and surface imperfections. All bends made
in like material must be uniform, and the reduction in
cross-sectional diameter (flatness across throat) at any point
in the bend must not exceed five percent of the original
diameter of the tube.
c. If the tube bender passes these tests satisfactorily, it is
ready to be stored or placed into service.
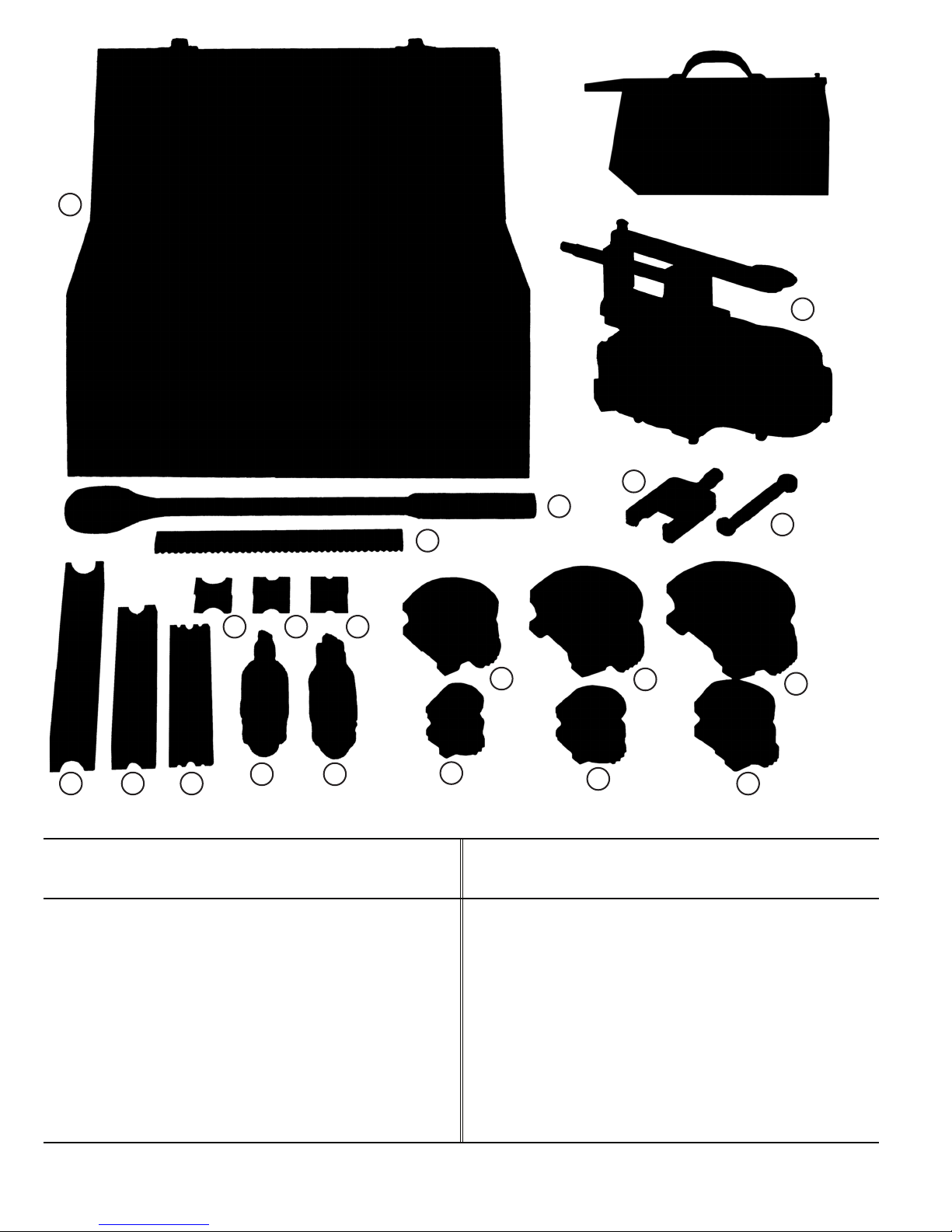
SECTION II
REPLACEMENT PARTS LIST
Figure
and
Index
No.
Imperial
Part No. Part Description Qty.
Figure
and
Index
No.
Imperial
Part No. Part Description Qty.
12-
-1
-2
-3
-4
-5
-6
-7
-7
-7
-7
-7
-7
-8
-8
-8
-9
-10
-11
-12
-13
-13
-13
-14
-15
-16
-17
74597
74559
74560
74558
74557
74596
74569
74572
74575
74578
74581
74584
74587
74588
74589
74604
74593
74592
74591
74566
74567
74568
74565
74564
74600
74599
SCREW, No. 2 - 56x1/2".......
CAP ......................................
BUSHING .............................
PLATE ...................................
BAR .....................................
SCREW, 1/4-20x5/16".........
BLOCK GEAR ASSY.
(1/4") ..............................
BLOCK GEAR ASSY.
(5/16") ............................
BLOCK GEAR ASSY.
(3/8") ..............................
BLOCK GEAR ASSY.
(1/2") ..............................
BLOCK GEAR ASSY.
(5/8") ..............................
BLOCK GEAR ASSY.
(3/4") ..............................
BLOCK (1/4 & 5/16")...........
BLOCK (3/8 & 1/2") .............
BLOCK (5/8 & 3/4") .............
SCREW, No. 6 - 32x1/2" ......
PAD .....................................
SCREW ................................
YOKE ...................................
FORM SHOE (1/4 & 5/16")...
FORM SHOE (3/8 & 1/2") ....
FORM SHOE (5/8 & 3/4") ....
RACK ...................................
PRESSURE PLATE ...................
SCREW, No. 8 - 32x3/8" ......
DRIVE PIN ............................
2
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
2
2
12-
-18
-19
-20
-21
-22
-23
-24
-25
-26
-27
-28
-29
-30
-31
-31
-32
-33
-34
-35
-36
-37
-38
-39
-40
-41
-42
-43
-44
-45
-46
-47
74562
74563
74556
74594
74595
74543
74561
74598
74532
74601
74541
61252
28843
74554
74555
74553
74550
74549
74546
74548
74552
68089
74545
74551
74547
74608
74544
74542
74609
74603
79321-01
SCREW ................................
BLOCK .................................
POST....................................
SCREW, 1/2 - 13x1-1/4" .....
LOCKWASHER .....................
BALL BEARING .....................
SUPPORT ..............................
SCREW, 3/8 - 16x3/4" ........
NAMEPLATE .........................
DRIVE SCREW, No. 4 x 5/16"...
HOUSING UPPER HALF .........
SOCKET HEAD SCREW,
1/4 - 20x1-1/4"...............
LOCKWASHER .....................
SHAFT (1/4") .......................
SHAFT (5/16 - 3/4").............
GEAR ...................................
BUSHING .............................
SPACER ................................
GEAR ...................................
KEY ....................................
COUNTER SHAFT .................
PIN ......................................
BALL BEARING .....................
SPACER ................................
SHAFT ..................................
RATCHET WRENCH ..............
BALL BEARING .....................
HOUSING LOWER HALF .......
WRENCH .............................
CARRYING CASE ASSY ........
SOCKET WRENCH
2
1
1
1
1
1
1
2
1
2
1
8
8
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
10