HU
FIGYELEM!
A hegesztés és vágás veszélyes üzem! Ha nem körültekintően dolgoznak könnyen bal-
esetet, sérülést okozhat a kezelőnek illetve a környezetében tartózkodóknak. Ezért a
műveleteket csakis a biztonsági intézkedések szigorú betartásával végezzék! Olvassa el
gyelmesen jelen útmutatót a gép beüzemelése és működtetése előtt!
• Hegesztés alatt ne kapcsoljon más üzemmódra,
mert árt a gépnek!
• Használaton kívül csatlakoztassa le a munkakábe-
leket a gépről.
• A főkapcsoló gomb biztosítja a készülék teljes
áramtalanítását.
• A hegesztő tartozékok, kiegészítők sérülésmentesek,
kiváló minőségűek legyenek.
• Csak szakképzett személy használja a készüléket!
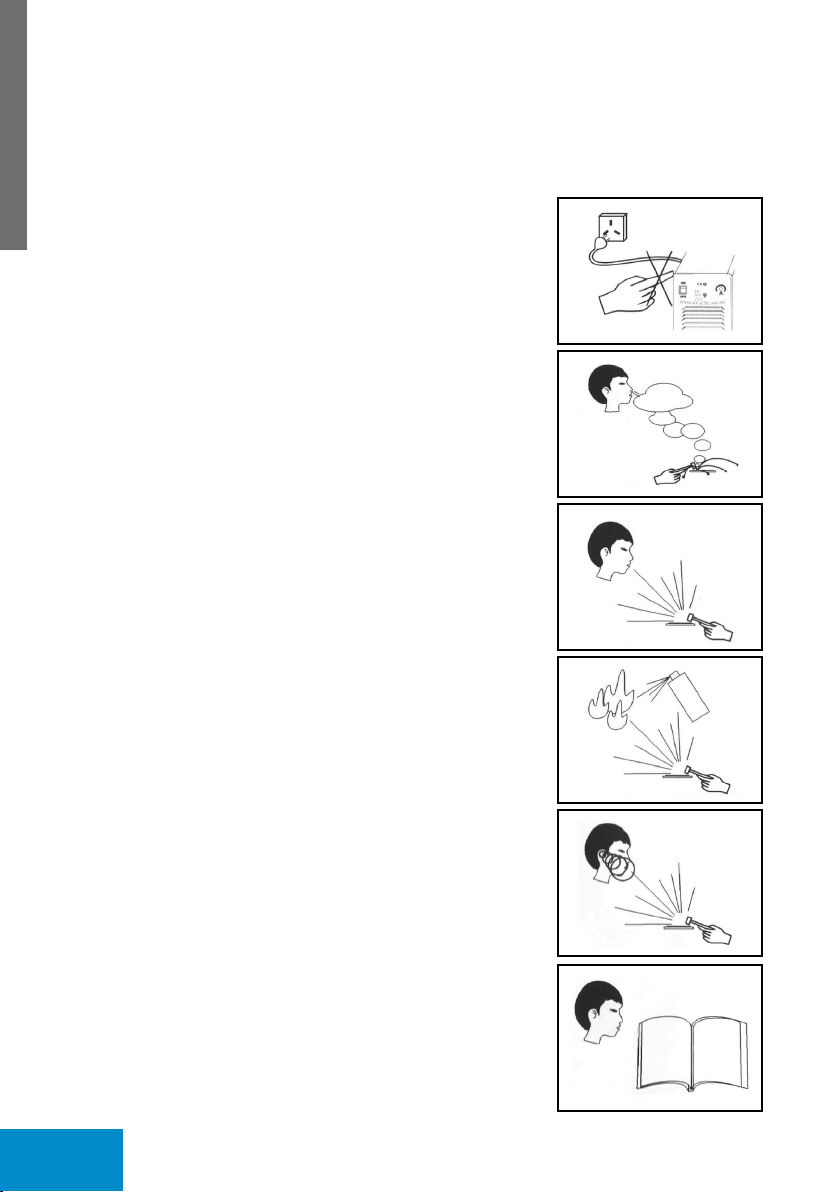
Az áramütés végzetes lehet!
• Földeléskábelt – amennyiben szükséges, mert nem
földelt a hálózat - az előírásoknak megfelelően
csatlakoztassa!
• Csupasz kézzel ne érjen semmilyen vezető részhez
a hegesztő körben, mint elektróda vagy vezeték
vég! Hegesztéskor a kezelő viseljen száraz védő-
kesztyűt !
Kerülje a füst vagy gázok belégzését!
• Hegesztéskor keletkezett füst és gázok ártalmasak
az egészségre.
• Munkaterület legyen jól szellőztetett!
Az ív fénykibocsátása árt a szemnek és bőrnek!
• Hegesztés alatt viseljen hegesztő pajzsot,
védőszemüveget és védőöltözetet a fény és a
hősugárzás ellen!
• A munkaterületen vagy annak közelében tartózko-
dókat is védeni kell a sugárzásoktól!
TŰZVESZÉLY!
• A hegesztési fröccsenés tüzet okozhat, ezért a gyúl-
ékony anyagot távolítsa el a munkaterületről!
• A tűzoltó készülék jelenléte és a kezelő tűzvédelmi
szakképesítése is szükséges a gép használatához!
Zaj: Árthat a hallásnak!
• Hegesztéskor / vágáskor keletkező zaj árthat a
hallásnak, használjon fülvédőt!
Meghibásodás:
• Tanulmányozza át a kézikönyvet
• Hívja forgalmazóját további tanácsért.
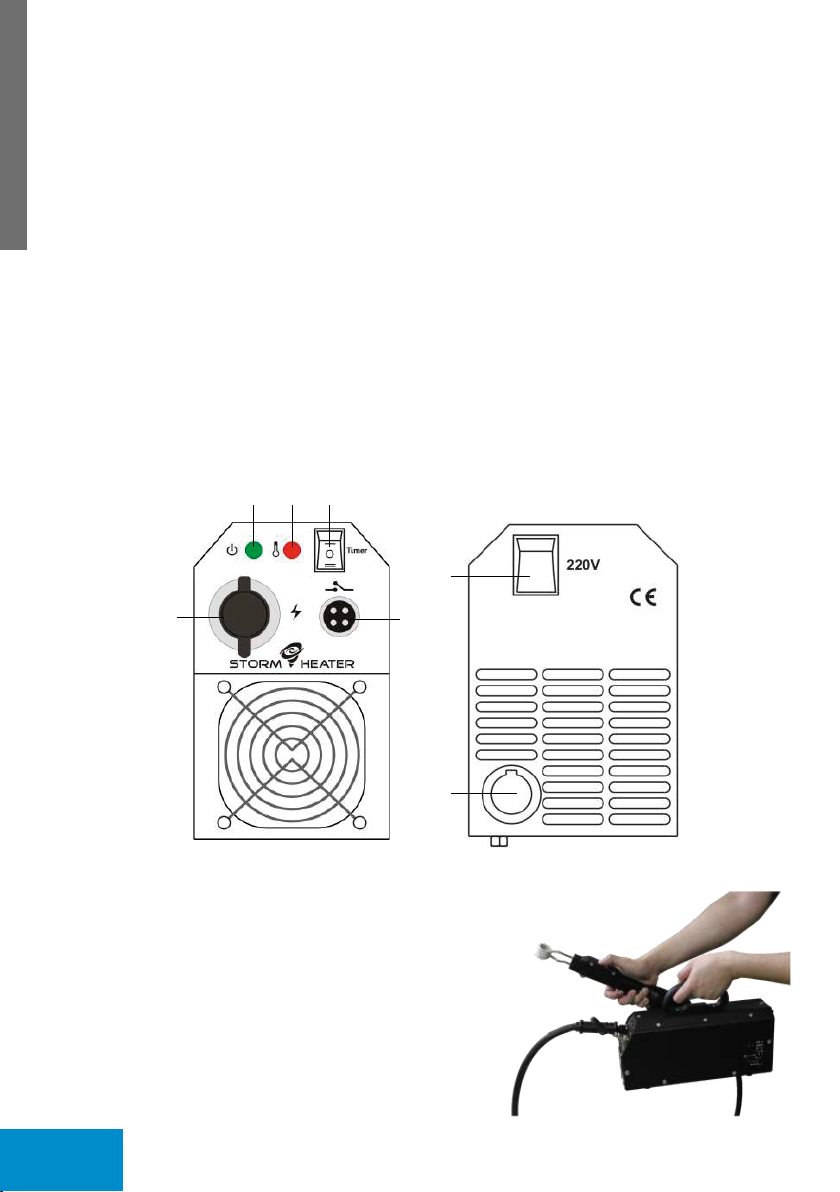
Fő paraméterek
STORM HEATER
800STRMHEATER
Hálózati feszültség 230V AC±10% - 50/60 Hz
Névleges áramfelvétel 5A
Bekapcsolási idő (10 perc/40 OC) 60A @ 15%
Kimeneti áramerősség 60 A
Kimeneti feszültség 16 V
Kimeneti frekvencia 100 KHz
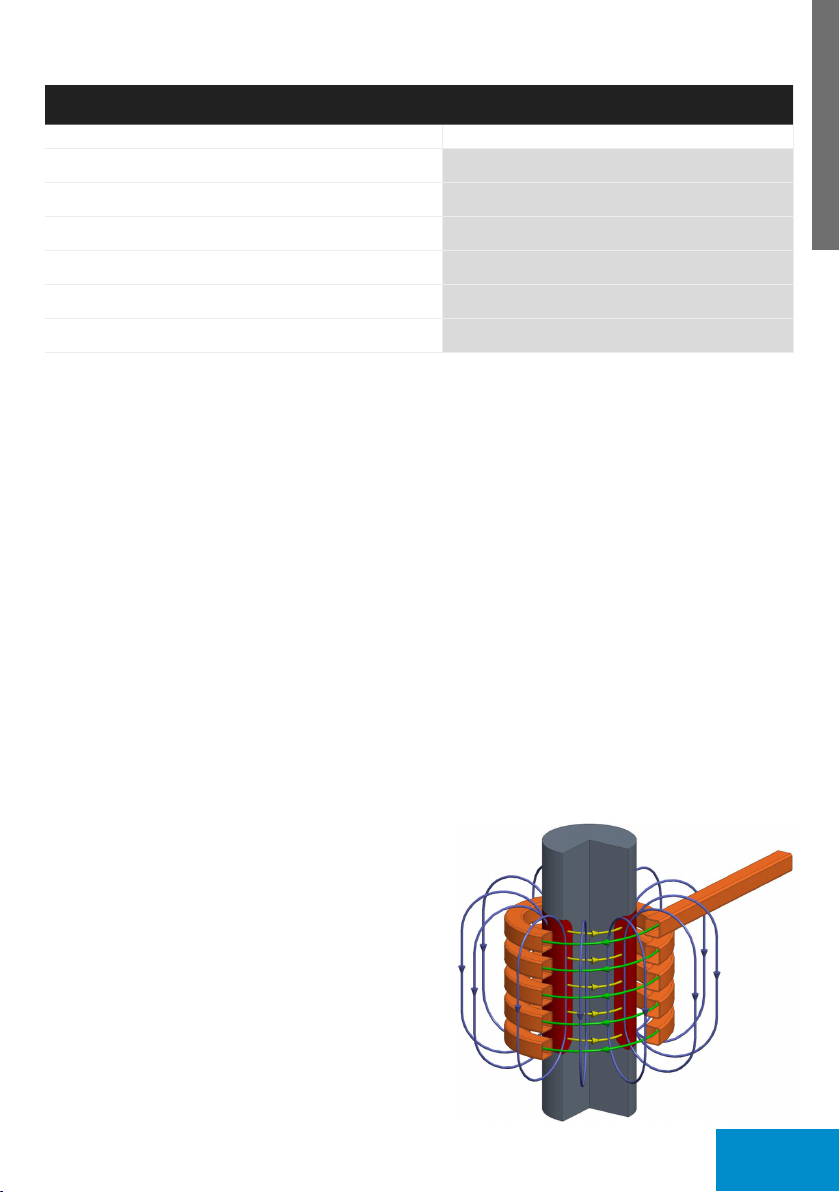
Az indukció hevítés elméleti alapja:
Ha egy elektromos vezetőben periodikus váltakozó áram folyik, az maga körül váltakozó elekt-
romágneses teret hoz létre. Ebbe a térbe helyezett másik vezetőben, a tér hatására szintén
váltakozó elektromos áram indukálódik. Az energia átadás folyamata hasonló a transzformátor
működésénél megismerthez. Az indukciós hevítés esetében az első vezető a hevítő tekercs, az
induktor, a második vezető maga a munkadarab.
Ha a munkadarabhoz illesztett induktorban jól megválasztott frekvenciájú és erősségű áram fo-
lyik, akkor a közelében lévő munkadarabban folyó váltakozó áram a munkadarabot felhevíti. A
felmelegedés mértéke a nem ferromágneses anyagok esetén az áram által átjárt részek fajlagos
vezetőképességétől és az áram által átjárt keresztmetszettől függ. Ferromágneses anyagoknál
ehhez hozzá adódik a periodikus átmágneseződésből adódó hiszterézis hő.
• Az indukált áramok a munkadarab felületi rétegében folynak. Minél magasabb a gerjesztő
áram frekvenciája, annál vékonyabb rétegben, „kéregben” jön létre az indukált áram és az
általa keltett joule hő. Ez a jelenség a skin hatás. A fentiekből következik, hogy megfelelően
megválasztott frekvenciával és teljesítménnyel a munkadarab jól deniálható mélységű felszíni
rétege hevíthető.
• A munkadarabban az áram csak az induktor közvetlen közelében, annak geometriája által
deniált alakban folyik. A megfelelő induktor kialakítással és teljesítmény megválasztással a mun-
kadarab egyes részeinek irányított, koncentrált, lokális felhevítése érhető el.
• Az indukciós hevítés esetén a hő közvetlenül a
munkadarabban fejlődik, az induktor és a mun-
kadarab közt nem szükséges mechanikai érintkezés,
hőátvivő közeg. A hevítés történhet védő atmoszfé-
rákban, szeparált terekben, egyéb különleges
helyzetekben.
• Az indukciós hevítéssel átvihető felületi teljesítmény
nagyságrenddel nagyobb a hagyományos hevítési
eljárásokkal (láng, kemence, kontakt hevítés…) át-
vihető teljesítményhez képest, ezáltal olyan hőkeze-
lési lehetőségeket nyújt, amelyek a hagyományos
eljárásokkal nem érhetők el.
• Az indukciós hevítés környezetkímélő, energia-
takarékos, kis helyigényű, jól szabályozható, ipari
alkalmazásokban helytálló, nagy megbízhatóságú
technológia.
3