JST CMK-R INDUSTRY STANDARD APPLICATOR
H:\0 - Quality Documents\2 Department\Tech Serv\Application tooling\Applicators and Die sets\TS142-01
CMK-R Manual.doc
1. APPLICATOR RAM SLIDE
1-1 SLIDE ASSEMBLY
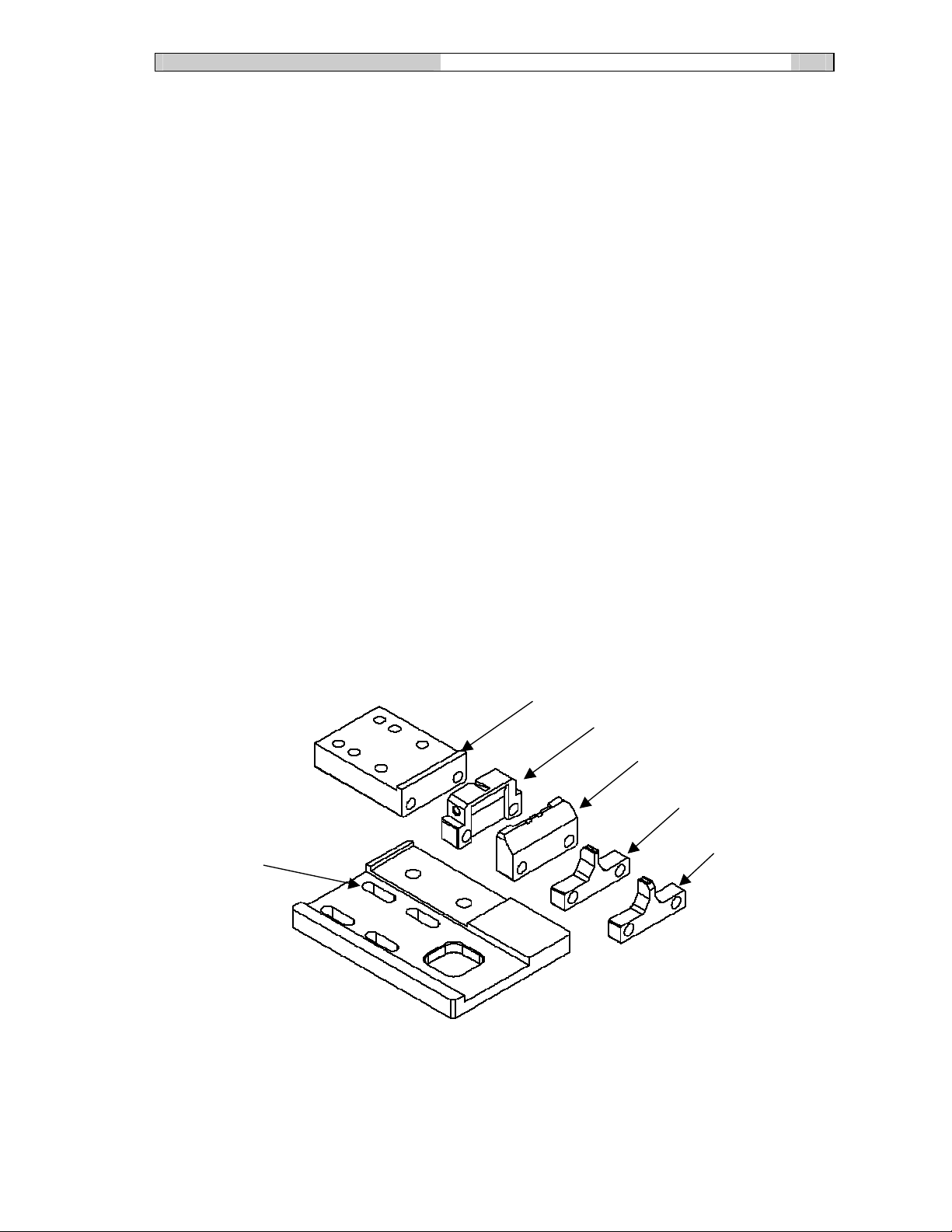
The conductor dial (108) and the insulation dial (111) are fixed by the shank (112).
To remove the two disks you must first loosen the 4mm grub screw positioned in the
main body of the slide, now by loosening the shank you can remove both wire disks.
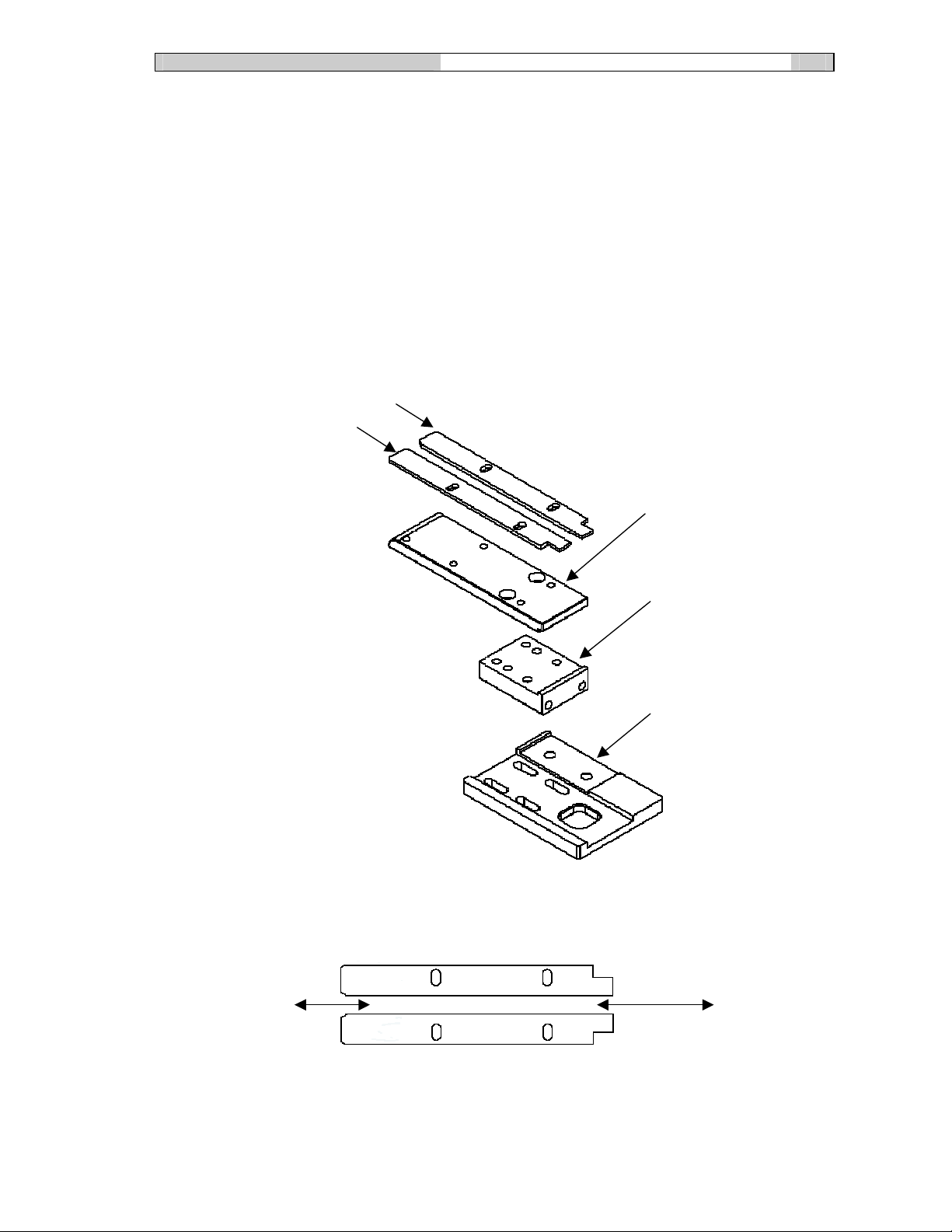
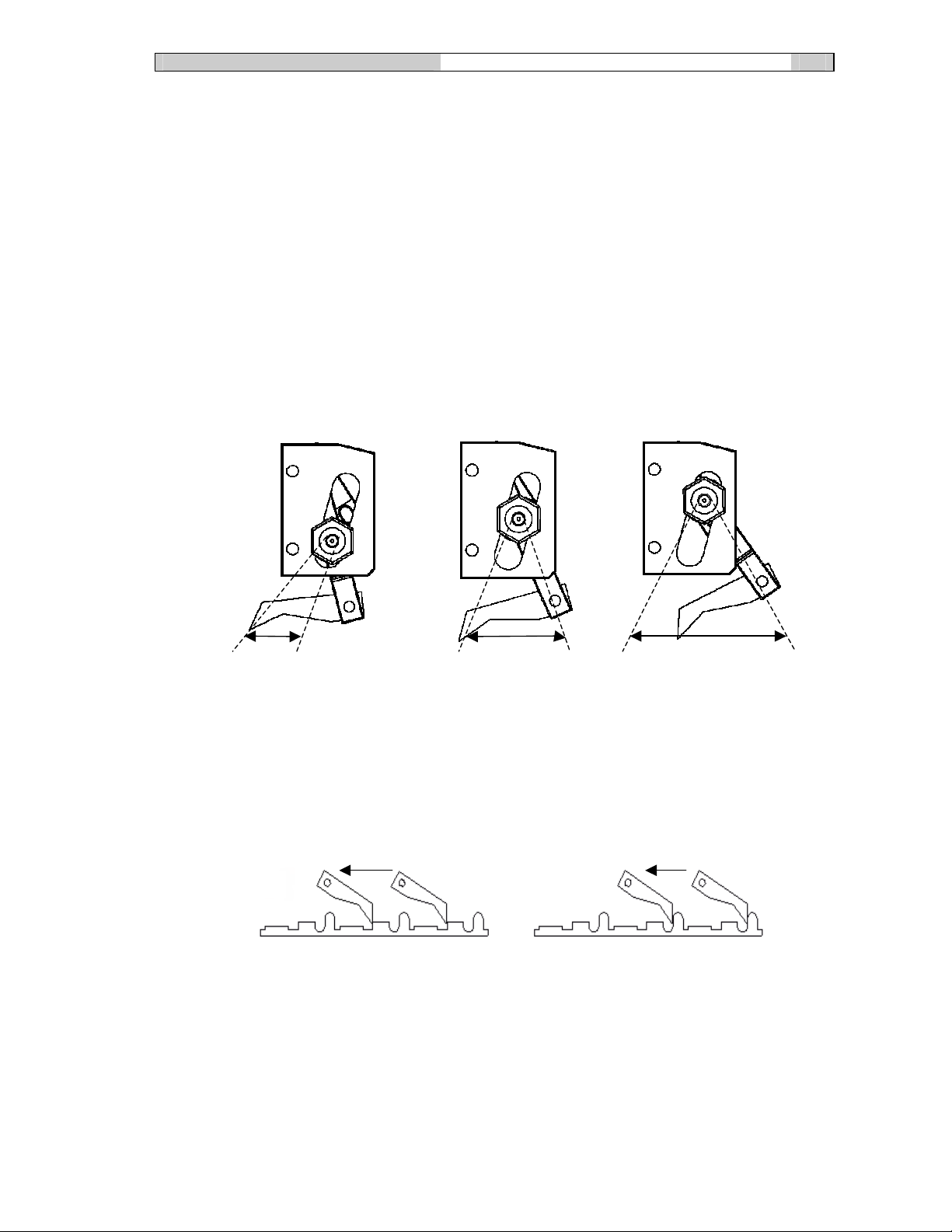
Positioned in the rear of the slide is the cam (119), there are two different cams
available for this applicator, the first we call an upstroke cam, with this cam fitted
the terminal is present over the anvil when the press is at top dead centre, this type of
cam is commonly used when the applicator is located in a bench press. The other is
called a downstroke cam, this operates in the opposite manner, which means the
terminal feeds forward as the press travels to bottom dead centre, this type of cam is
commonly used when the applicator is located in a fully automatic machine.
1-2 TROUBLE SHOOTING
The dials are difficult to turn!
1. Dismantle slide assembly as described above and check for any foreign bodies.
2. Ensure 3mm grub screw located in the insulation dial is not excessively
tightened.
3.
Check condition of the positioning Pin (109).
The dials turn freely but do not locate in position correctly!
1. Check the condition of the positioning spring (110) and the positioning pin
(109), The Spring may be broken.
2. Ensure 3mm-grub screw located in the insulation dial is adjusted correctly.
No. DESCRIPTION
107 Ram
108 Conductor dial
109 Positioning pin
110 Positioning spring
111 Insulation dial
112 Shank
113 Block ring
119 Cam
146 Conductor spacer
148 Insulation spacer
(112)
(108)
(146)
(111)
(113)
(109)
(110)
(107)
(119)
(148)