1
DANGER
危 険
WARNING
警 告
CAUTION
注 意
もし回避されなければ、死亡または重
大な傷害を生じるであろう差し迫った
危険状況を示す。
Indicatesanimminentlyhazardous
situationwhich,ifnotavoided,will
resultindeathorseriousinjury.
もし回避されなければ、死亡または重
大な傷害を生じることがあり得る潜在
的な危険状態を示す。
Indicatesapotentiallyhazardous
situationwhich,ifnotavoided,could
resultindeathorseriousinjury.
もし回避されなければ、軽傷または中
程度の傷害が発生するかもしれない潜
在的な危険状態を示す。
Indicatesapotentiallyhazardous
situationwhich,ifnotavoided,may
resultinminorormoderateinjury.
知っておくと得な製品の性能、
誤りやすいミスに関する事項。
Instructionsfor jigmoduleperformance
andavoidingerrorsormistakes.
「K ITAGAWA」の治具モジュールをご愛用いただき厚く
お礼申し上げます。
この取扱説明書によって治具モジュールの使用方法を正し
くご理解いただき、貴社の生産に寄与できますようご活用
いただければ幸いに存じます。
Keepthismanualhandyfor easy reference as it will
helpyouusemanycontrolstotheirfulladvantage.
IMPORTANT
留意事項
これは業界の「安全アラート・シンボル」です。このシンボルは、
この装置の使用に伴い、あなたや他の人々に危険をおよぼすおそ
れのある事項や操作について、あなたの注意を喚起しています。
これらの指示に注意深く従ってください。この装置の組立または
使用の前に、あなたが指示事項や安全基準を読むことは大切なこ
とです。
安全アラート・シンボル
Thisis theindustrySafetyAlertSymbol.Thissymbolis
usedtocallyourattentiontoitemsoroperationsthatcould
bedangeroustoyouorotherpersonsusingthisequipment.
Pleasereadthesemessagesandfollowtheseinstructions
carefully.
Itisessentialthatyoureadtheinstructionsandsafety
regulationsbeforeyouattempttoassembleorusethisunit.
SAFETYALERTSYMBOL
警告事項
留意事項
目 次
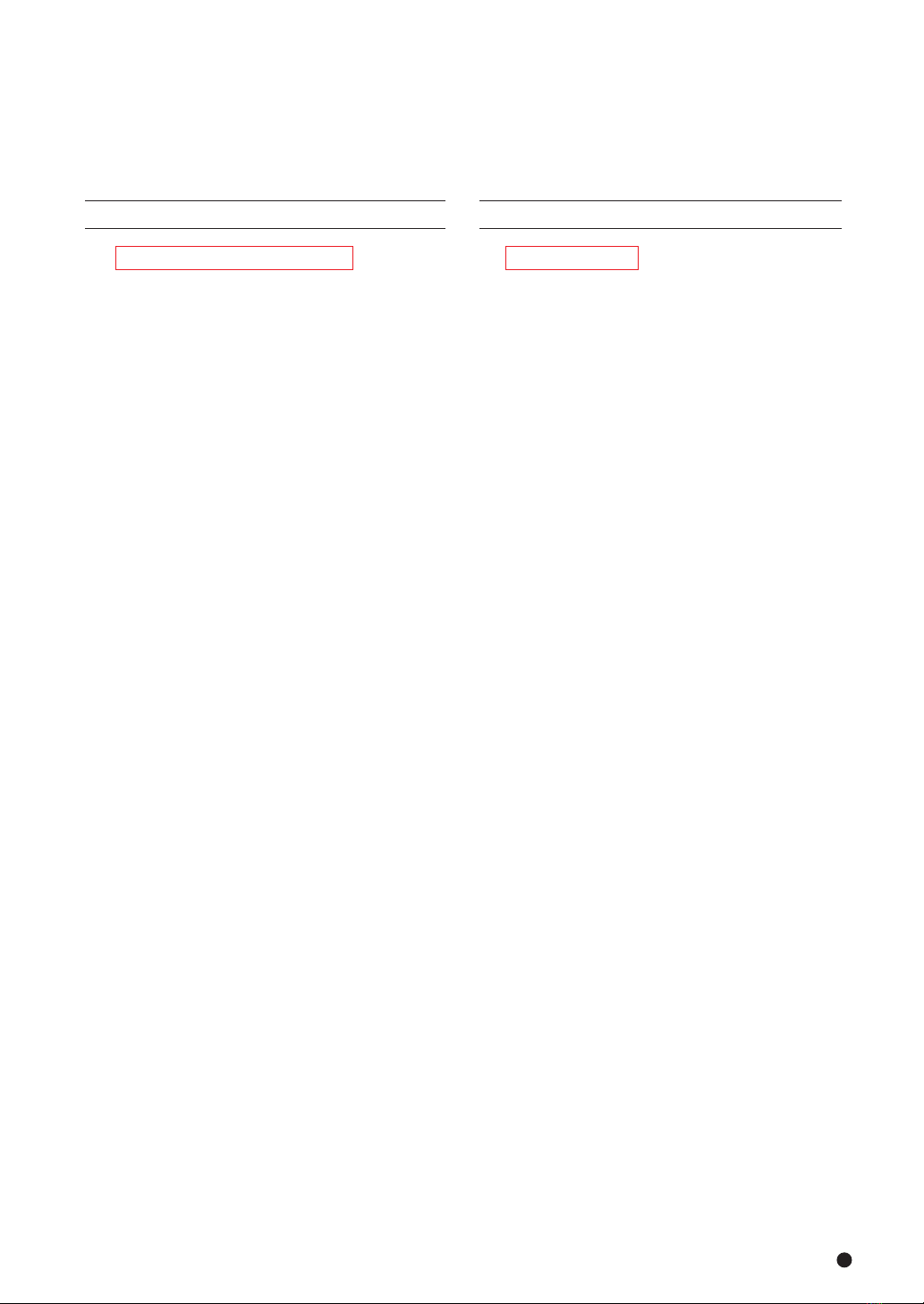
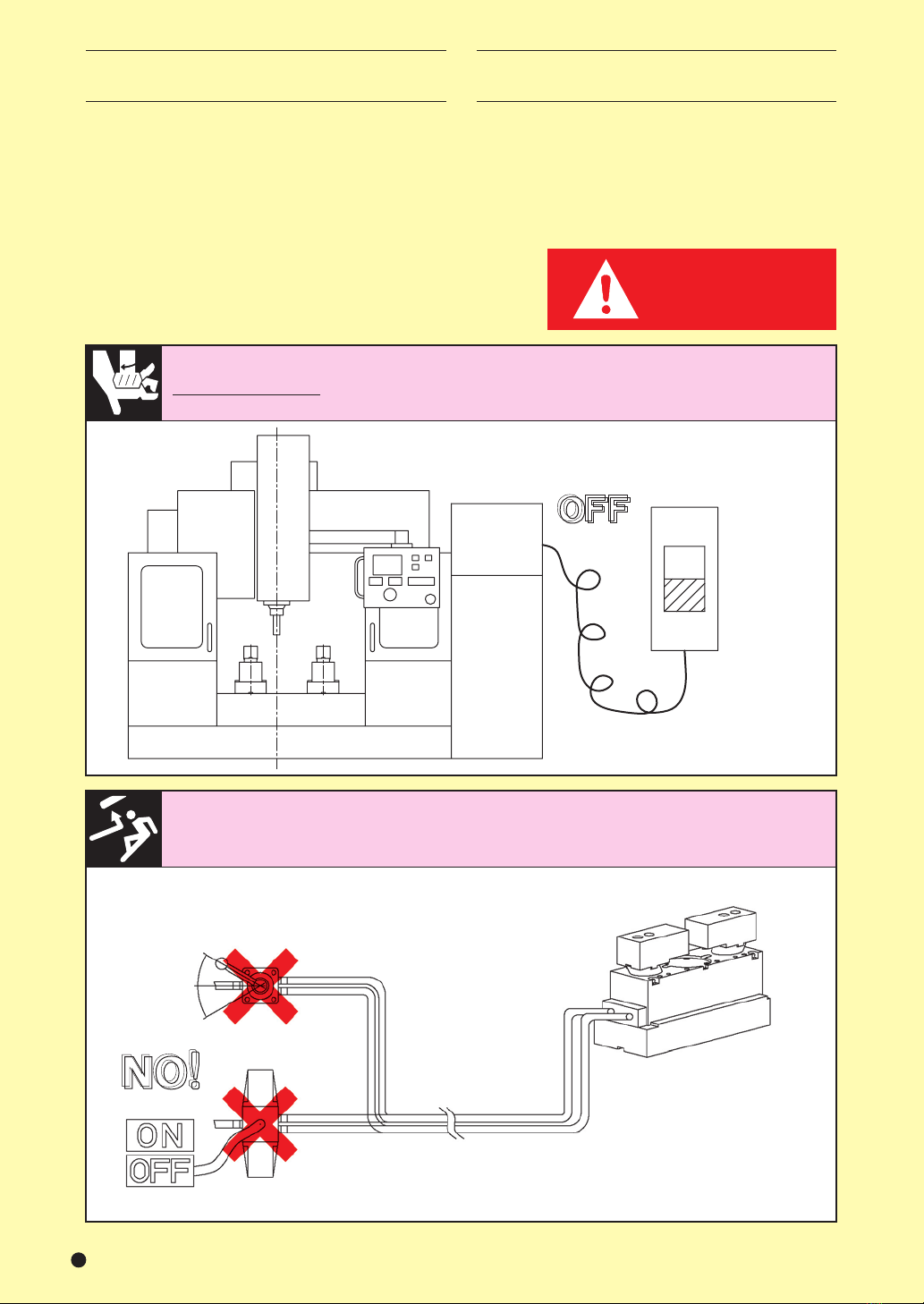
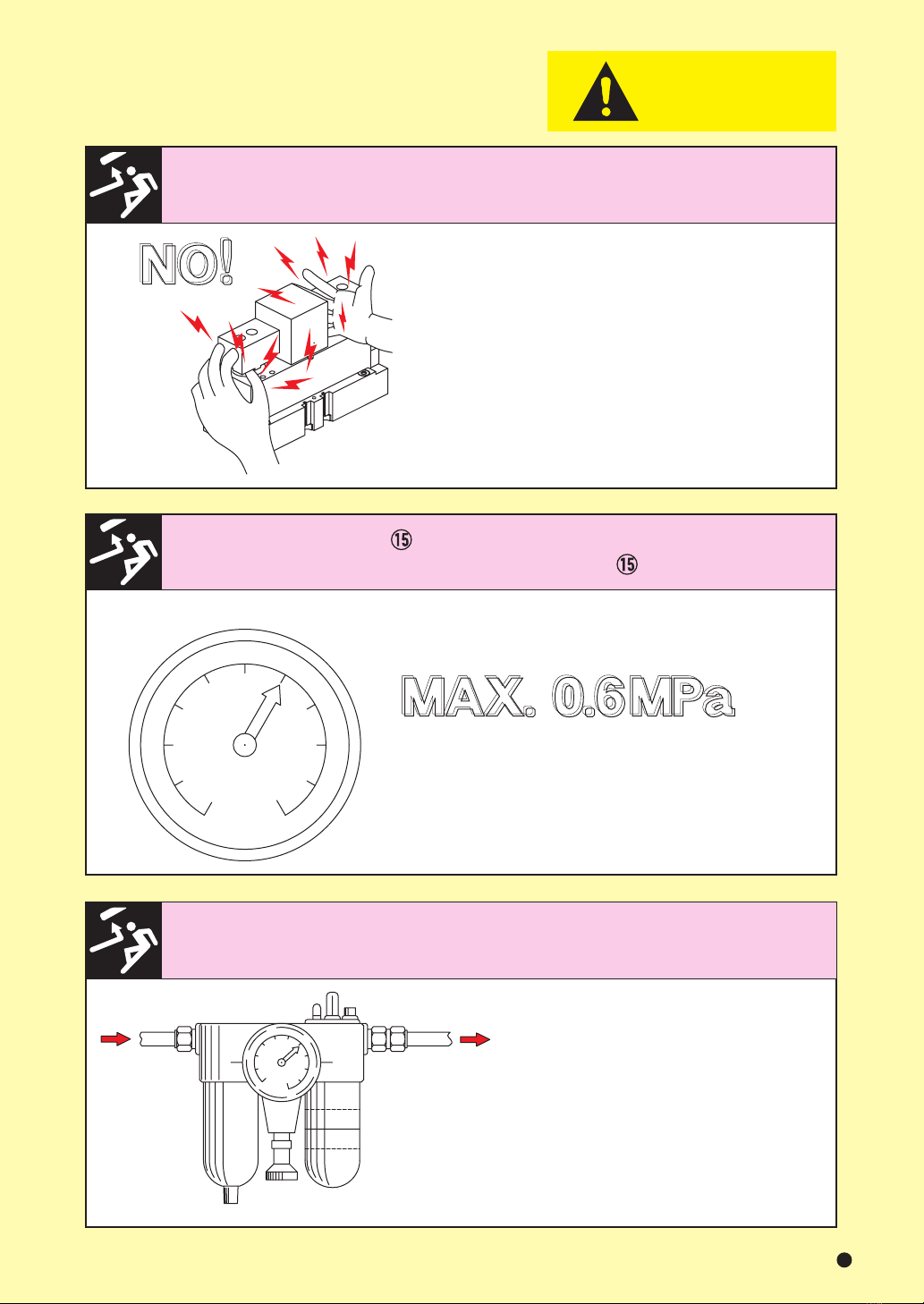
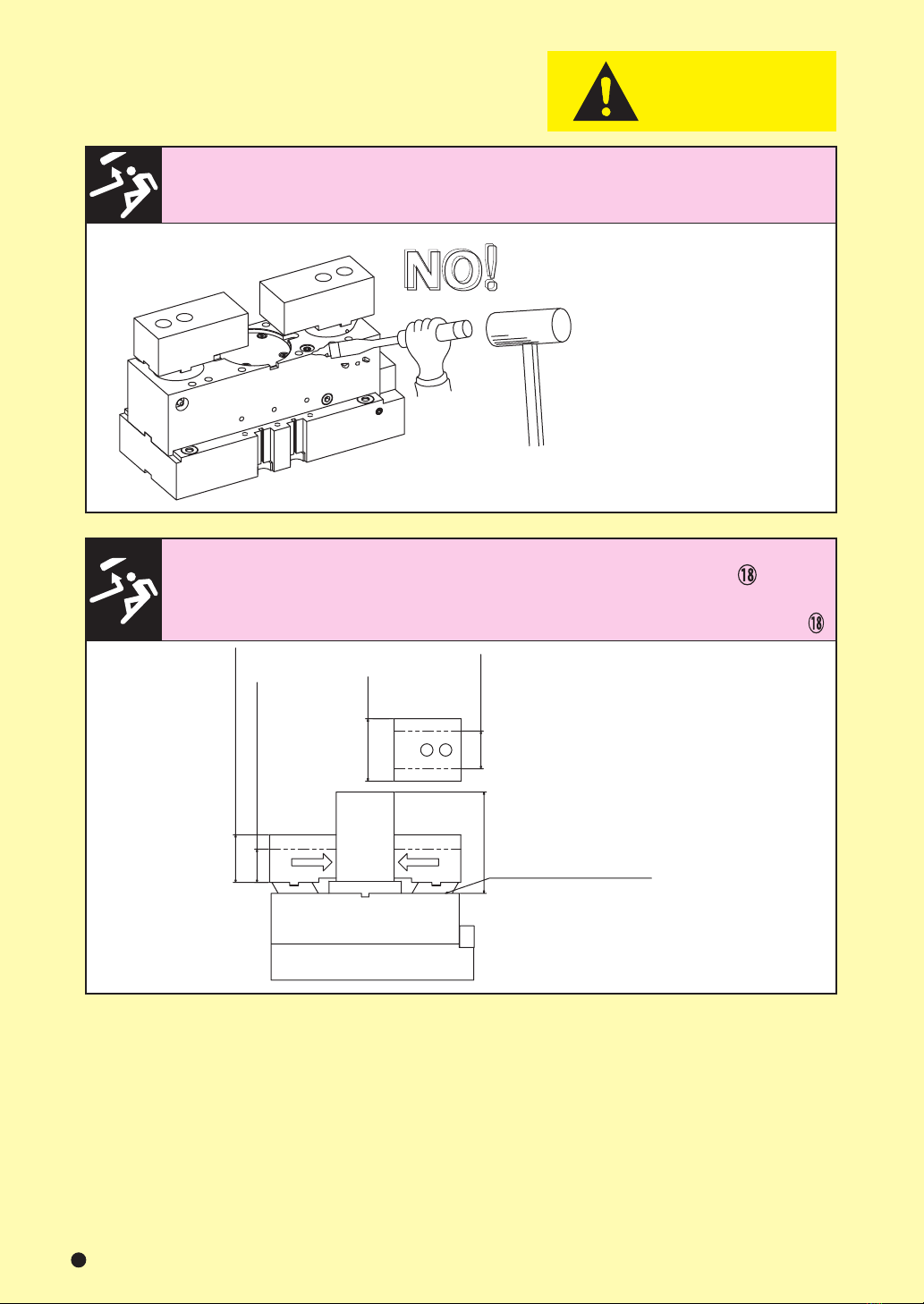
ご使用にあたって、安全のために
1.治具モジュールの構造図及び部品表
2.把握機能及び使用方法と仕様
2-1把握機能及び使用方法
2-2同期と揺動の切り替え方法
2-3仕様
2-4検査項目
3.トップジョーの成形及びロケータの製作
3-1トップジョーの成形
3-2ロケータの取付方法
3-3ロケータとトップジョーの構成
4.取付・配管
4-1取付方法
4-2配管
4-3近接スイッチ
5.使用上の注意
6.保守点検
6-1給油
6-2分解と清掃
7.故障と対策
8.ロックバルブユニット(LV-3)
使用について
8-1取付方法
8-2保守点検
9.ロックバルブユニット(LV-3)
部品表
TABLEOFCONTENTS
Forsafeoperation
1.Drawingandpartslistofjigmodule
2.Mounting
2-1
MountingofCylinderandAirTubeAssy(Option)
2-2
ExchangeofSynchronizationandFluctuation
2-3Specifications
2-4Inspectionitem
3.
Formingoftopjawsandmanufactureoflocator
3-1Formingoftopjaws
3-2Tomountlocator
3-3
Configurationoflocatorandtopjaws
4.MountingandPiping
4-1Mountingmethod
4-2Piping
4-3Proximityswitch
5.Precautionsforuse
6.Maintenanceandinspection
6-1Lubrication
6-2Disassembleandcleaning
7.Troubleandtroubleshooting
8.Useoflockvalveunit(LV-3)
8-1Mountingmethod
8-2Maintenanceandinspection
9.Partslistoflockvalveunit(LV-3)
……… 3
…… 8
……………12
………………12
…………14
……………………………………15
………………………………17
…18
…………………18
…………………20
……21
…………………………………27
………………………………27
……………………………………29
…………………………31
………………………………32
……………………………………33
……………………………………33
……………………………35
…………………………………36
…………………………38
………………………………38
………………………………38
…………………………………40
………………………… 3
……… 8
……………………………………12
…12
…14
…………………………15
…………………………17
…18
……………………18
………………………20
…21
………………………27
………………………27
……………………………………29
………………………31
…………………………32
………………33
………………………………33
……………35
………………37
………………38
………………………38
…………38
…………40