SEGURIDAD
PELIGROADVERTENCIA
Desconecte la fuente de energía antes
de darle servicio. Póngase en contacto con el
fabricante o el agente de inmediato para adquirir las
habilidades de servicio y soporte cuando los usuarios
no tengan la capacidad de repararlo.
DESCRIPCIÓN TÉCNICA
Medio ambiente
• Temperatura de trabajo: -10º C~40º C.
• Transporte y almacenamiento: -25º C~55º C.
• Humedad relativa del aire: 40º C≤50%; 20º C≤90%.
• El polvo, ácidos, gases corrosivos y sustancias en el aire
ambiente deben estar por debajo del nivel normal
excepto los del proceso de soldadura.
• La altitud debe ser inferior a 1 km.
• Mantenga una buena ventilación a una distancia
de 50 cm alrededor.
• Ponlo en algún lugar a la velocidad del viento no menos
de 1 m / s.
Potencia de entrada
• La forma de onda de la fuente de alimentación debe ser
onda sinusoidal y uctuaciones de frecuencia con menos
de + -1% de su clasicación.
• Las uctuaciones del voltaje de entrada deben ser
inferiores a + -10% del valor nominal.
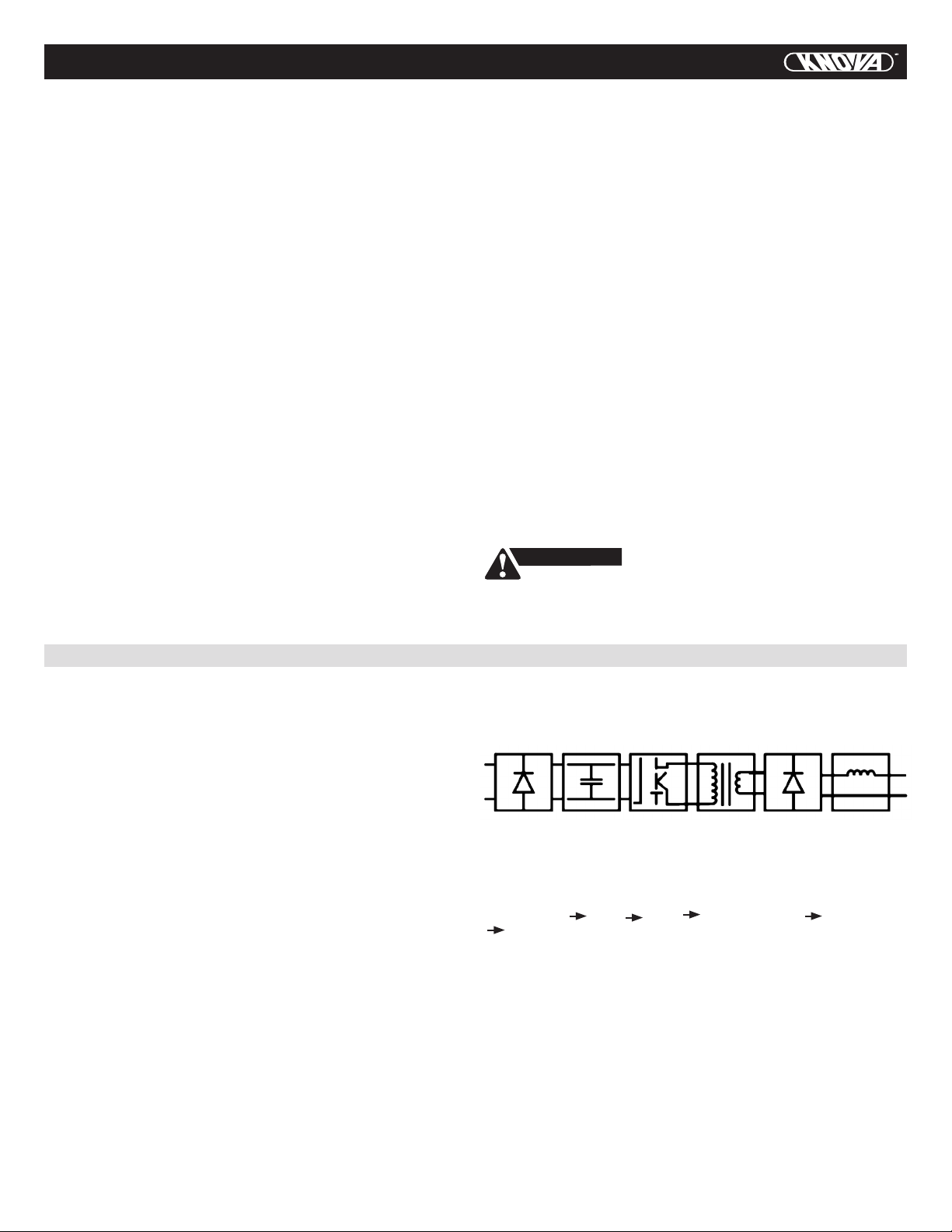
Principio del equipo
AC-50/60 Hz
Alto voltaje
Amperaje bajo
DC ondulado
Alto voltaje
Amperaje bajo
CA-20,000 Hz
Baja tensión
Alto amperaje
DC ondulado
Baja tensión
Alto amperaje
DC-Suave
Alto voltaje
Amperaje bajo
CA-20,000 Hz
Alto voltaje
Amperaje bajo
DC-Suave
Baja tensión
Alto amperaje
NOTAS: Esta es la tecnología inverter. La parte principal de
la siguiente manera:
Recticador Filtro IGBT Transformador Recticador
Cierre
Estructura del equipo
La soldadora ECN Inverter DC MMA utiliza una estructura de
gabinete portátil: la parte superior del panel frontal ha sido
equipada con una perilla de ajuste de corriente de soldadura,
indicador de potencia (verde), indicador de anomalías (amarillo).
El terminal de salida está equipado con un conector rápido
tanto “+” como “-”. El panel posterior posee interruptor de
encendido, ventilador de motor, cable de alimentación de
entrada. El cuerpo interior de la máquina incluye placa principal
PCB, componentes electrónicos,radiador, etc.
9
• Durante su uso, dado que el humo es nocivo para la salud
humana, la operación debe realizarse en las instalaciones
de ventilación y extracción.
• Prohibir a los no profesionales cambiar o reemplazar
el soldador.
• Dado que el soldador posee fuertes frecuencias
electromagnéticas y de radio, las personas con
marcapasos cardíacos afectados por la interferencia
electromagnética, la frecuencia eléctrica no pueden
permanecer cerca.
• Cuando funcione, preste atención a su ciclo de trabajo
nominal. No sobrecargue.
Precauciones de seguridad para la instalación
y la ubicación
• En algunas áreas, donde algo puede caer del cielo, se
deben tomar precauciones de seguridad personal.
• En algunas áreas alrededor del sitio de construcción,
algo como el polvo, ácido, gases corrosivos u otra
sustancia en el aire no puede exceder el valor estándar,
excepto los generados durante la soldadura.
• Debe estar equipado al aire libre donde no haya
luz solar directa, anti-lluvia, rango de temperatura
de -10º C a + 40º C y lugar de baja humedad.
• Se necesita un espacio de 50 cm para garantizar
una buena ventilación.
• No se toleran impurezas metálicas dentro de
la soldadora.
• En algunas áreas, no hay vibraciones severas.
• Asegúrese de que no se produzcan interferencias
en el entorno del área de soldadura.
• Si la capacidad de la fuente de alimentación es suciente
para permitir que el soldador funcione normalmente o no.
Y se debe equipar un dispositivo de protección de
seguridad en la potencia de entrada.
• Evite que se vuelque si la soldadora se coloca en el lugar
de más de 10 ° de inclinación.
Control de seguridad
El operador debe revisar los siguientes elementos cada vez
antes de acceder a la fuente de alimentación.
• Asegúrese de que la toma de corriente esté conectada
a tierra de manera conable.
• Asegúrese de que los terminales de salida estén bien
conectados sin cortocircuitos.
• Asegúrese de que los cables de entrada y salida estén
conectados a tierra, sin rastros de quemaduras.
La máquina de soldar debe ser inspeccionada por
profesionales con regularidad (no más de 6 meses).
El contenido es el siguiente:
• Si los componentes electrónicos están sueltos
o no y se debe realizar la eliminación del polvo.
• Si el panel montado en el dispositivo debe poder
garantizar la implementación normal de la máquina.
• Si los cables de entrada están dañados o no.
En caso armativo, se debe realizar un manejo seguro.