Declaration of conformity
Contents
1. For your safety ...................................................................................... 3
Symbols used in these instructions .................................................................... 3
Warning signs on the screw capping machine ................................................... 3
During emergencies ........................................................................................... 3
Safe working environment.................................................................................. 3
Stability of the plant ............................................................................................ 3
Safety devices .................................................................................................... 4
Intended use....................................................................................................... 4
For the environment ........................................................................................... 4
Safe transportation ............................................................................................. 4
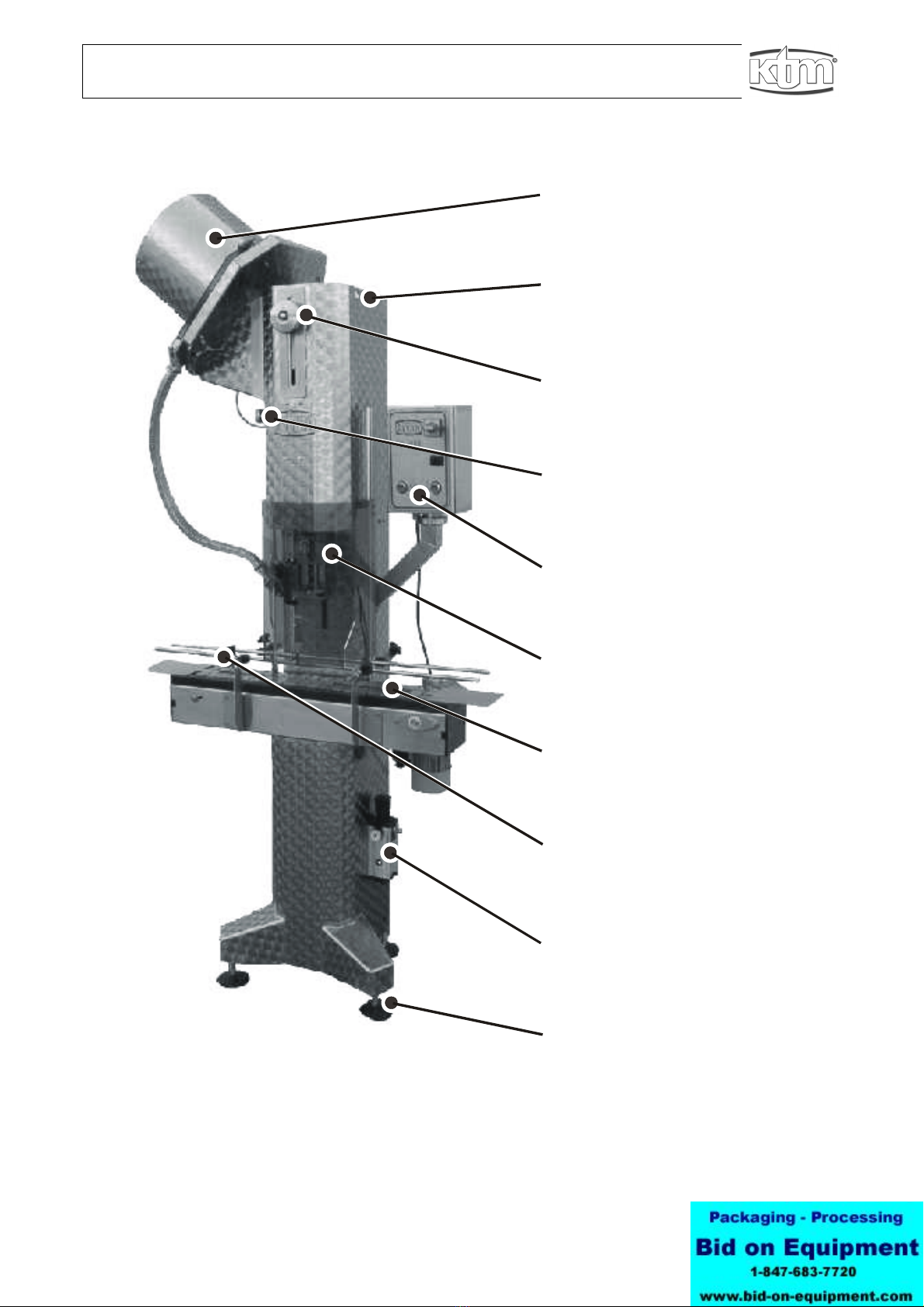
2. Overview of screw capping machine.................................................. 5
3. Operator controls on switching unit................................................... 6
4. Adjusting the TV 2000............................................................................ 7
Preparing the capping unit.................................................................................. 7
Sterilising the screw capping machine................................................................ 7
Adjusting the bottle cap feeder to the bottle height............................................. 8
Adjusting the bottle guide to the bottle diameter................................................. 8
Assembling the capping unit............................................................................... 9
Dismantling the screw cap separator prior to transportation............................. 10
5. Technical Data..................................................................................... 11
6. Maintenance and Care........................................................................ 12
After the work has been completed .................................................................. 12
7. Assistance in case of malfunctions .................................................. 13
Troubleshooting instructions............................................................................. 13
Fault table......................................................................................................... 13
8. Accessories ......................................................................................... 14
9. Appendix.............................................................................................. 14
Parameter change for Siemens LOGO!........Fehler! Textmarke nicht definiert.
Circuit diagram for electricians .....................Fehler! Textmarke nicht definiert.
EU declaration of conformity..................................................................... 15