KTR Kupplungstechnik
GmbH
D-48407 Rheine
CLAMPEX®KTR 400
mounting instructions
KTR-N
sheet:
edition:
40818 E
1
2
Gezeichnet:
06.09.01 Sha/Hg Ersatz für: KTR-N 40840 Verteiler
Urheberschutz
gemäß DIN 34
Geprüft: 06.09.01 Sha Ersetzt durch: WKVVA
MKC
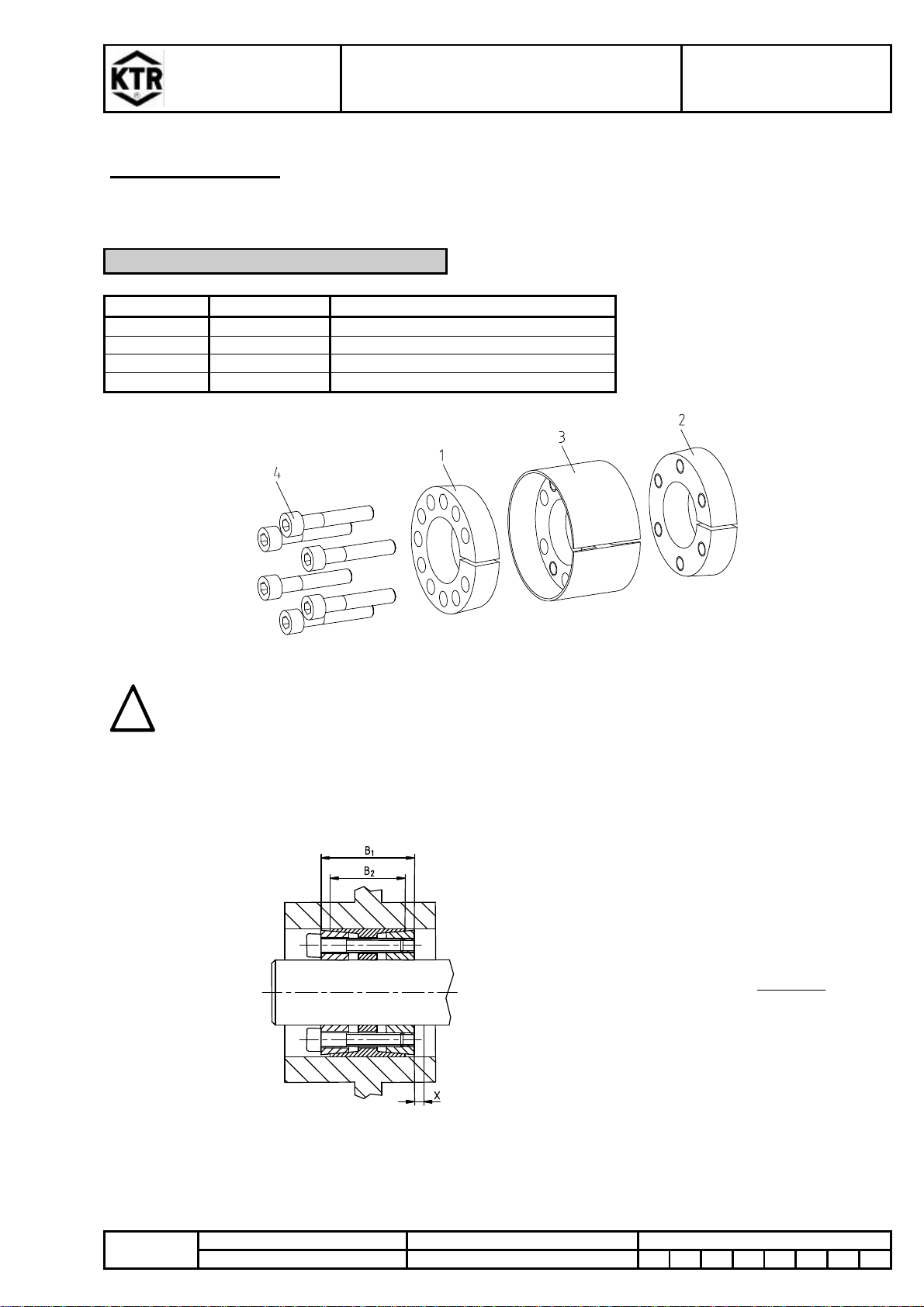
The CLAMPEX®clamping set is a frictionally engaged, detachable shaft -hub connection for
cylindrical shafts and bores without feather key.
General Hints
Please read through these mounting instructions carefully before assembling the clamping set.
Please pay special attention to the safety instructions!
The mounting instructions are part of your product. Please keep them carefully and close to the
clamping set.
The copyright for these mounting instructions remains with KTR Kupplungstechnik GmbH.
Safety and Advice Hints
STOP DANGER ! Danger of injury to persons.
CAUTION ! Damages on the machine possible.
FATTENTION ! Pointing to important items.
General Hints to Danger
STOP
DANGER !
With assembly and disassembly of the clamping set it has to be made sure that the
entire drive train is protected against unintentional engagement. You can be
seriously hurt by rotating parts. Please make absolutely sure to read through and
observe the following safety instructions.
•All operations on and with the clamping set have to be performed taking into account "safety first".
•Please make sure to disengage the power pack before you perform your work at the clamping set.
•Protect the power pack against unintentional engagement, e. g. by providing hints at the place of
engagement or removing the fuse for current supply.
•Do not touch the operation area of the machine as long as it is in operation.
•Please protect the rotating drive parts against unintentional touch. Please provide for the necessary
protection devices and caps.
Proper Use
You may only assemble and disassemble the clamping set if you
•have carefully read through the mounting instructions and understood them
•and if you are authorized and have proper skills
The clamping set may only be used in accordance with the technical data (see CLAMPEX®catalogue).
Unauthorized modifications on the clamping set are not admissible. We do not take any warranty for
resulting damages. To further develop the product we reserve the right for technical modifications.
The CLAMPEX®clamping set described in here corresponds to the technical status at the time of
printing of these mounting instructions.