4ENGLISH | Set-Up Instructions
Set-up Instructions
Now that you have your new Kurt 3600-Series vise, it’s time to set-
up and begin using it. You will see that your new vise comes with a
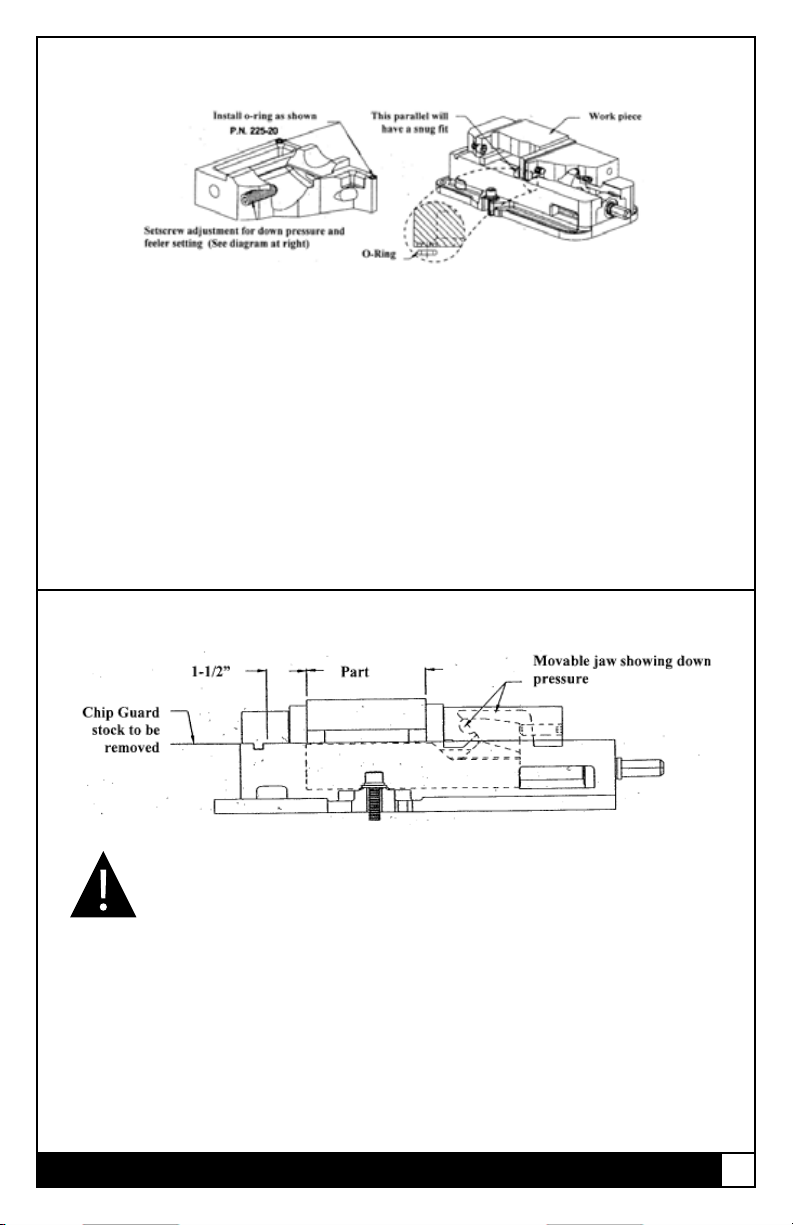
Kurt swivel handle, two chip guards (short & long) and an instruction
manual along with the O-ring installation guide supplied in the
shipping carton. The chip guard rests between the ways of the vise and
can be trimmed to size to help keep the chips out of the screw. The
handle is specically designed to provide maximum torque to your
vise. Your vise should be mounted to a clean at surface. The surface
and the vise must be free of any chips, dirt or debris of any kind. The
mounting surface can be honed if necessary. Clean the bottom of the
vise with solvent or other cleaner if needed. Air activated vises require
shop air power. Air lter/lubricator required.
To minimize vise bed deection, clamp your Kurt vise to your machine
table, pallet, or sub-plate using the built-in clamping slots provided.
To access the through holes, simply pick the edge of the protective
cap up and expose the C’ bored hole. Replace the cap after you have
mounted the vise to keep debris out of the holes. If you are mounting
the vise on it’s side or back to back, other clamping methods may be
required.
Additional clamping can be used, but may not be necessary. Please
be sure to exercise good judgment when securing your vise to the
mounting surface. Be sure your vise is secured and will not move when
applying the machine pressure.
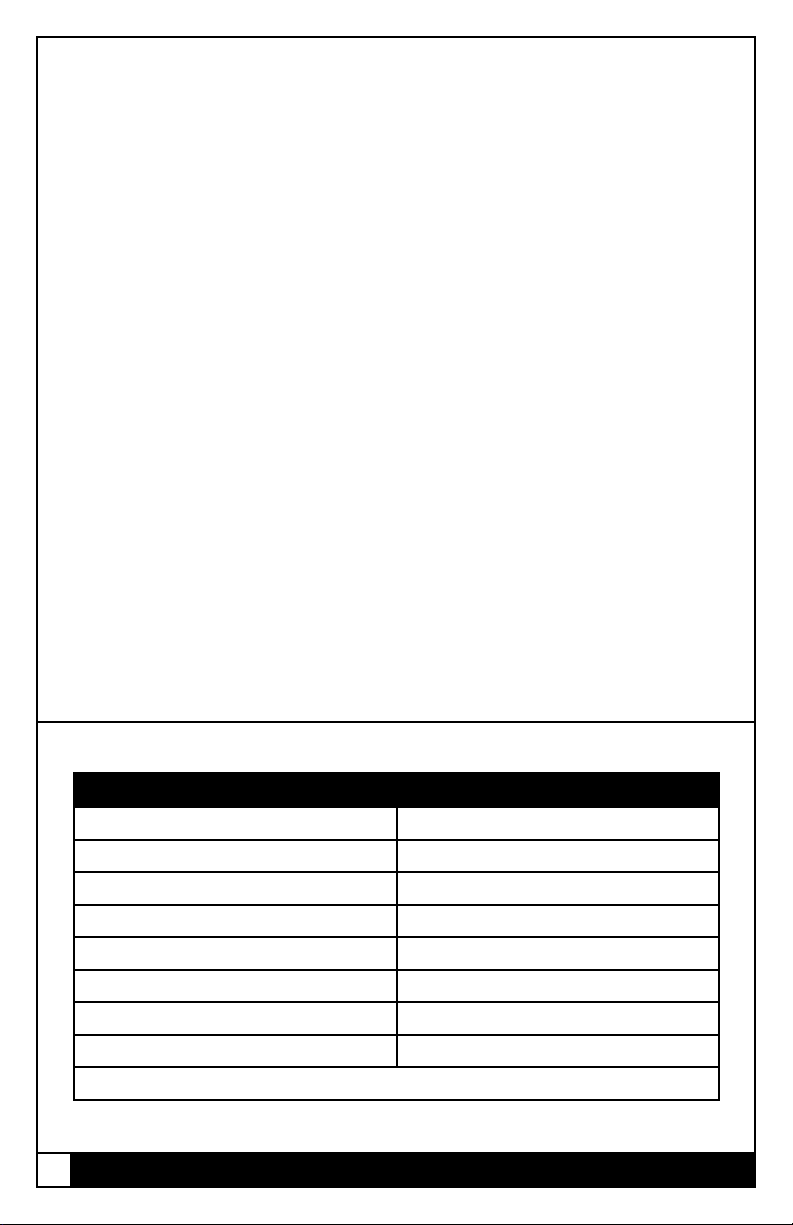
Manual Vise Clamping Force
Hydraulic PSI Hydraulic Series
400 1575
800 3150
1200 4725
1600 6300
2000 7875
2400 9450
2800 11025
3200 12600
Hydraulic displacement cu. In. 1.18