Page 4of 38
Making your computer recognize your 3D Pro – Installing drivers
After installing the 3D Pro software, follow these steps to get the machine communicating with the computer. These
steps can also be used if you get a “Motion board not connected” Error. It’s important make sure the machine is hooked
up to the computer, powered on and configured in the device manager properly before starting the software for the
machine.
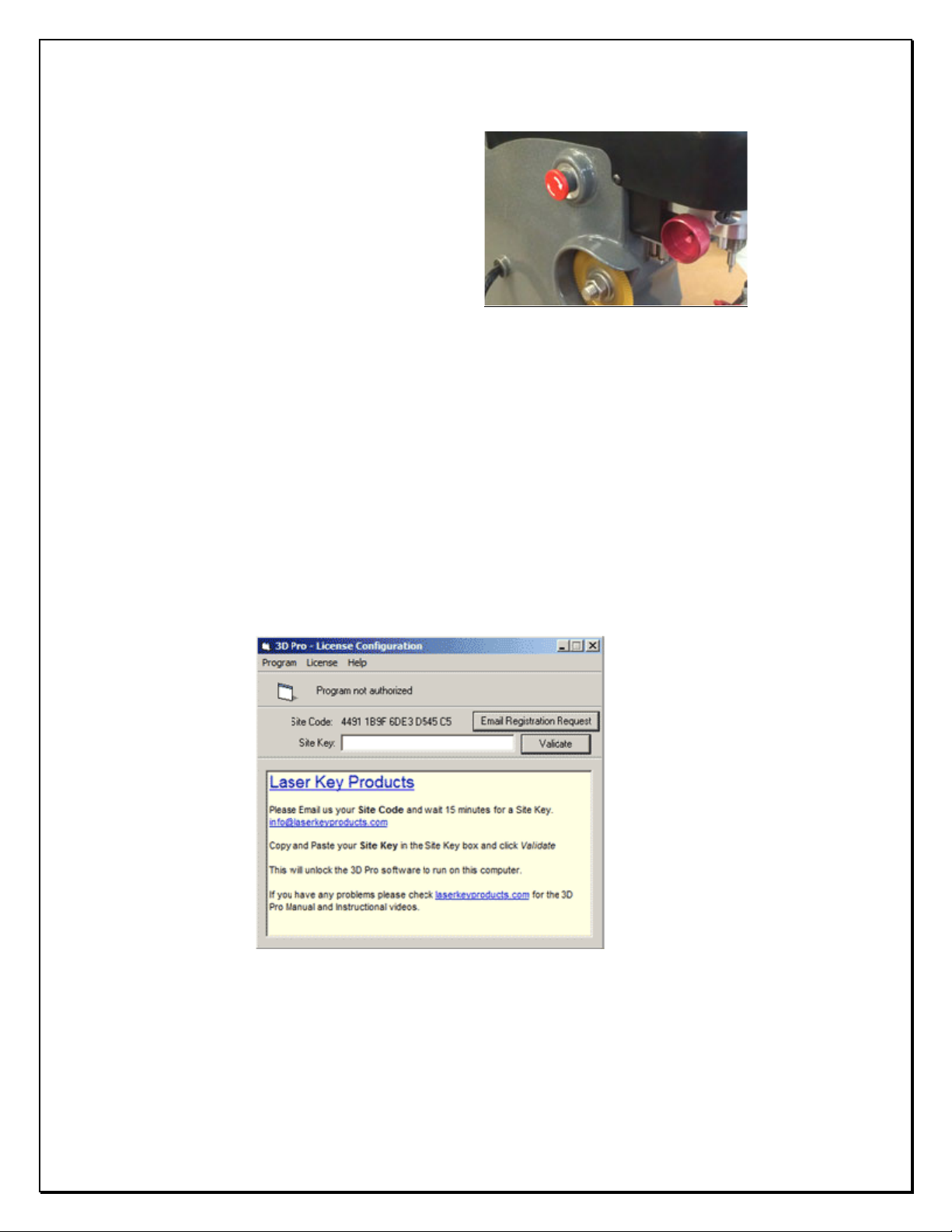
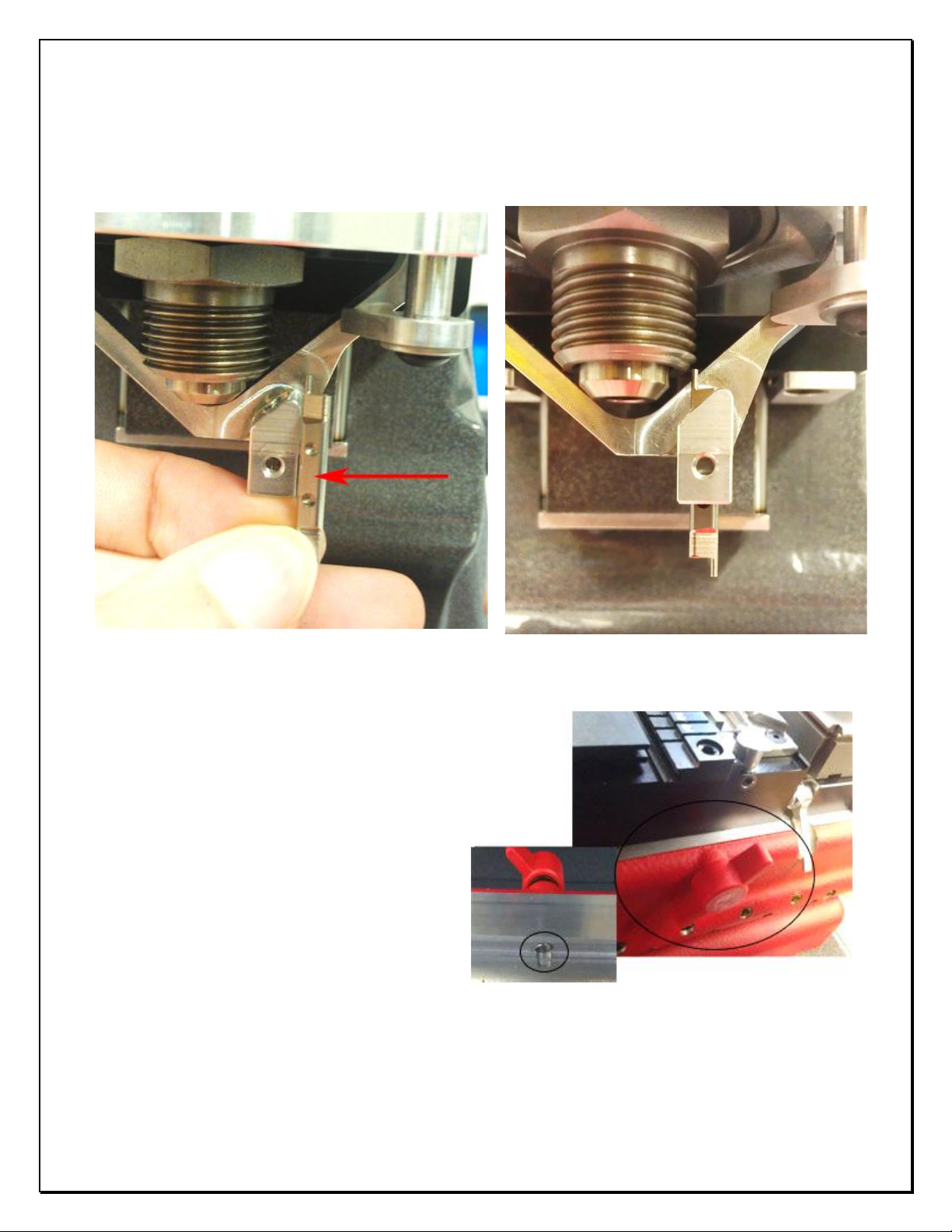
1. Connect power cord to the left side of the 3D Pro and twist out the Red Emergency Stop.
2. Connect USB cable to the right side of your 3D Pro and to any USB port on your computer.
3. Your computer should at this point install the driver automatically, if not the “Found New
Hardware Wizard” will appear. Click install from specific location and Browse to “c:\laser key products\3d pro windows drivers” and
click next and finish.
4. If step 3 didn’t work and the driver did not install then open the Device Manager from the desktop icon or click the Start menu
then Right-
click on “My Computer” or “Computer” and choose (on WinXP) “Properties” then Click “Hardware” tab and choose the “Device
Manager” button (or just Device Manager on Vista and 7) Right Click “Motion Controller” (you will notice a yellow exclamation mark
over the device) and Click “Update Driver” Choose install from specific location and Browse to “c:\ laser key products\3d pro
windows drivers” and click next then finish.
5. Once the drivers are installed correctly there will be a “COM” number assigned to it on the end of the SimpleStepSSXYZ motion
board controller.
6. Proceed once you have determined that the driver for the 3D Pro is installed correctly with no errors. Status should read “The
device driver is installed correctly”. Move onto “Finding the correct COM port”.
Finding the correct COM port
After installing the 3D Pro software, follow these steps to get the machine communicating with the computer. These
steps can also be used if you get a “Motion board not connected” Error.
1. Click the Start menu
2. Right-click on “My Computer” or “Computer” and choose “Properties”
3. Click “Hardware” tab and choose the “Device Manager” button
(or just Device Manager on Vista and 7)
4. Click the arrow next to “Ports” and the COM number should be listed on the end of the “Simple
Step Motion Controller” This is the port or COM number your computer has assigned the machine.
5. Double-click on the “SSXYZ Motion Controller” and a dialog box will appear.
6. At the top of the box, there will be a tab called “Ports Settings”, click it.
7. Click on the “Advanced” button and change the COM number to 2as this is the default
COM number set in our software.
8. Set the COM number to 2.
9. After clicking on ports, a parameter named “Baud Rate” will be shown in the “port setting” tab.
10. Click on the drop down button and a drop-down menu will appear, choose “57600” and click “Ok”
11. Close the Device Manager window, then push in the red button on the left side on the machine and unplug the
USB cable going to the computer from the machine, wait 30 seconds then twist the red button out and plug
the USB cable back into your computer and wait 30 more seconds and then start the software.
(This is what your device manager should look like after setting the COM port)