7 Ver. 1.0
WARNING! The CD-200 contains moving parts which are by definition wearing parts. Critical
components are wearing from the moment the system is energized. It is absolutely essential that this
wear be anticipated and monitored to assure proper ratio dispensing. Key personnel must become
familiar with the following procedure for monitoring the wear of metering seals, for if it does not
become routine, improperly metered material will result.
A check once each week of operation is usually sufficient to detect seal wear before it becomes a
problem. The frequency required will vary with the volume of material being dispensed. If the
application is especially critical, then the monitoring should be more frequent.
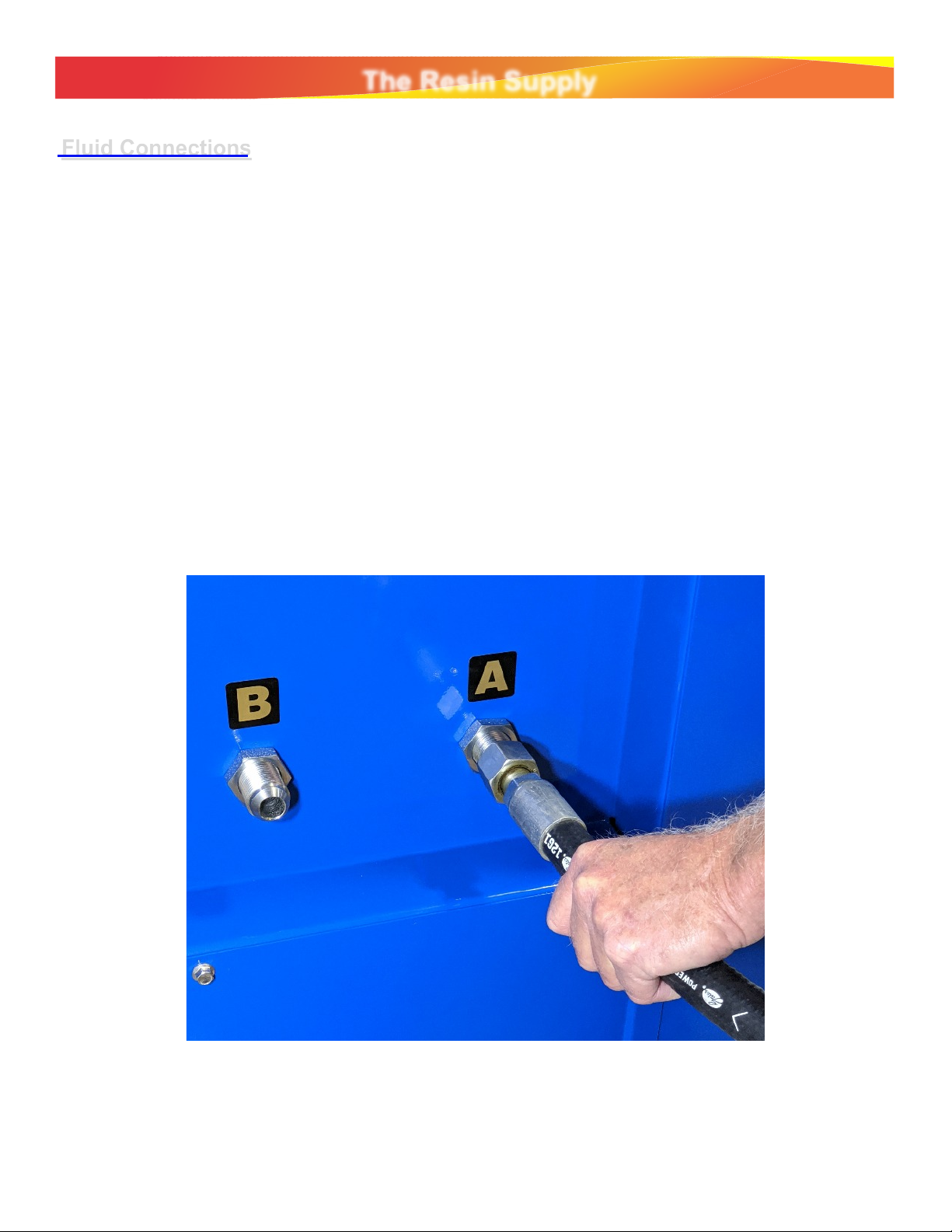
1. Start the ratio test with the air supply disconnected from the dispenser, the fluid lines from the
transfer pumps to the CD-200 connected, and the air lines from the transfer pumps to the CD-200
connected.
2. Make sure that the “ON/OFF” switch on the CD-200 is in the “OFF” position.
3. Make sure all the pressure regulators on the CD-200 are turned to Zero. You can do this by
turning the knob all the way to the left till the knob stops turning.
4. Disconnect the dispense hoses and allow the resin within the outlet fittings to drain.
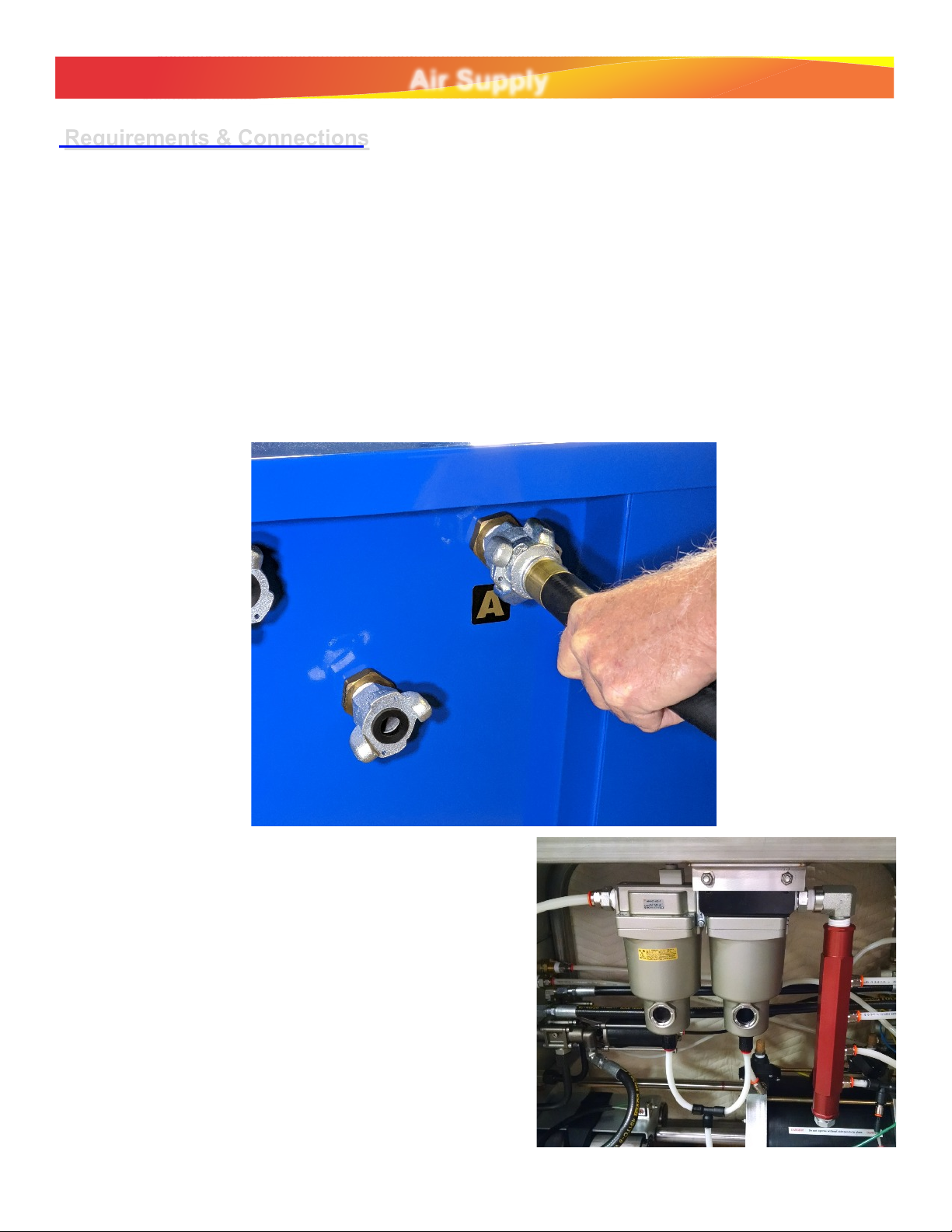
5. Connect your air supply to the CD-200 dispenser and energize the air supply.
6. Slowly increase the air pressure to the transfer pumps to 80 psi.
7. Observe the outlet fittings for at least one minute for any signs of leakage. Depending on the
viscosity of the resin being dispensed it may take up to 15 minutes to see the flow of the resin to
slow or stop. If the flow of resin does not stop then the ball valves will need to be rebuilt by
replacing the ball valve seals. If there is no leakage then proceed to the next step.
8. Reduce the pressure to the transfer pumps to “ZERO”.
9. Switch the Isolation Valve to the “Closed” (down) position. (The isolation valve is located inside
the cabinet mounted on the base manifold).
10.While holding a waste bucket over the outlet fittings, move the “ON/OFF” switch to the “ON”
position. WARNING! Hold this bucket firmly! When switching the “ON/OFF” there could be a
blast of air from the outlet fittings.
10.Slowly increase the “Dispenser” air pressure until the machine starts to dispense resin into the
waste bucket.
11.Once this dispense cycle is complete, wipe the dispense fittings clean and allow accumulated
resin within the fittings to drain. Observe the fittings for at least one minute. It could take up to 15
minutes depending on the viscosity of the resin for the flow of resin to stop. If the flow does not
stop or at least slow down, the ball valves will need to be rebuilt by replacing the ball valve seals.
If there is no leakage then this means that the ball valve seals are good and the machine is “On
Ratio”.
Operation
Ratio Assurance Test