Linz E2W DC-K Installation guide

IT Istruzioni per l’uso e manutenzione
ALTERNATORI
Istruzioni originali
EN Operation and maintenance
ALTERNATORS
With translation of the original instructions
ES Instrucciones para el uso y mantenimiento
ALTERNADORES
Con la traducción de istrucciones originales
FR Mode d’emploi et d’entretien
ALTERNATEURS
Avec la traduction de instructions d’origine
DE Gebrauchs und wartungsanleitung
GENERATOREN
Mit Übersetzung der ursprünglichen Anweisungen
EnglishEspañol ItalianoFrançaisDeutsch
LA INSTALACIÓN DEBE SER REALIZADA SÓLO POR
PERSONAL AUTORIZADO POR LINZ ELECTRIC SPA
THE INSTALLATION MUST BE PERFORMED ONLY BY
PERSONNEL AUTHORIZED BY LINZ ELECTRIC SPA
L’INSTALLAZIONE DEVE ESSERE EFFETTUATA SOLO DA
PERSONALE AUTORIZZATO DALLA LINZ ELECTRIC SPA
L’INSTALLATION DOIT ÊTRE EFFECTUÉE UNIQUEMENT PAR
DU PERSONNEL AUTORISÉ PAR LINZ ELECTRIC SPA
DIE INSTALLATION DARF NUR DURCH AUTORISIERTES PERSONAL
ERFOLGEN VON LINZ ELECTRIC SPA
REVISIONE 2020.1
E2W DC-K
E2W10 220DCK
E2W13 300DCK
E2W13 400DCK

- 2 -
MOVIMENTAZIONE ALTERNATORI ALTERNATORS HANDLING MANIPULACIÓN ALTERNADORES MANIPULATION ALTERNATEURS GENERATOREN HANDHABUNG
PERICOLO
A) SCOTTATURE
B) SHOCK ELETTRICO
C) ATTENZIONE ALLE MANI
DANGER
A) BURNS
B) ELECTRIC SHOCK
C) BEWARETO HANDS
PELIGRO
A) QUEMADURAS
B) DESCARGA ELÉCTRICA
C) ATENCION A LAS MANOS
DANGER
A) BRÛLURE
B) CHOC ÉLECTRIQUE
C) ATTENTION AVOS MAINS
GEFAHR
A) BRANDWUNDEN
B) ELEKTROSCHOCK
C) ACHTUNG AUF HAENDEN
A B C

- 3 -
41 2 3
5678
A B A B
10
A B
11
9

- 4 -
4 3
2
1
A
α
s
g
B C D
EF G
AB
12 13
14 15
16/A 16/C
16/B
- 5 -
1. MISURE DI SICUREZZA
Prima di utilizzare il gruppo elettrogeno è indispensabile leggere il manuale “Uso e manutenzione” del
gruppo elettrogeno del generatore/saldatrice e seguire le raccomandazioni seguenti.
⇒
Unfunzionamentosicuroedecientepuòessereraggiuntosoloselemacchinevengonoutilizzate
in modo corretto, secondo quanto previsto dai relativi manuali di “Uso e manutenzione” e dalle
norme di sicurezza.
⇒Una scarica elettrica può causare gravi danni e addirittura la morte.
⇒È vietato togliere la calotta di chiusura della scatola morsetti e le griglie di protezione della macchina
nché lo stesso è in movimento e prima di avere disattivato il sistema di avviamento del gruppo elet-
trogeno.
⇒Lamanutenzione delgruppodeveessereeettuataesclusivamentedapersonalequalicatoespecia-
lizzato.
⇒Non operare con indumenti “sciolti” in vicinanza del gruppo elettrogeno.
⇒
Le persone addette alla movimentazione devono sempre indossare guanti da lavoro e scarpe antinfor-
tunistiche. Qualora il generatore o l’intero gruppo debba essere sollevato da terra, gli operai devono
usare un casco protettivo.
Nel presente manuale useremo dei simboli che hanno il seguente signicato:
IMPORTANTE! Si riferisce ad una operazione rischiosa o pericolosa che può causare danni al prodotto.
CAUTELA! Siriferisceaduna operazionerischiosaopericolosachepuòdanneggiareil prodottoepuòcausa-
referitealle persone.
ATTENZIONE! Si riferisce ad una operazione rischiosa o pericolosa che può causare gravi ferite o possi-
bile morte.
PERICOLO! Si riferisce ad un rischio immediato che potrebbe causare gravi ferite o la morte.
L’installatore nale del gruppo elettrogeno è responsabile della predisposizione di tutte le misure
necessarie a rendere l’intero impianto conforme alle vigenti norme locali di sicurezza (messa a terra,
protezionicontroilcontatto,protezionicontroleesplosioniel’incendio,arrestodiemergenza,ecc…).
2. DESCRIZIONE GENERALE
I generatori/saldatrici della serie E2W DC-K sono macchine trifase a due poli, con spazzole. La parte saldatrice è regolata con
un sistema di reattanza-compound, e la parte alternatore è governata da un compound. Essi sono costruiti in conformità a
quantoprevistodalle normeEN60034-1, EN60204-1,EN61000-6-2, EN61000-6-4,EN55014-1, EN55011e alledirettive
2006/42/CE, 2014/35/UE, 2014/30/UE.
Ventilazione.
Assiale con aspirazione dal lato opposto accoppiamento.
Protezione. Standard IP 21. A richiesta IP 23.
Senso di rotazione. Sono ammessi ambedue i sensi di rotazione.
Caratteristiche elettriche. Gli isolamenti sono realizzati con materiale di classe H sia nello statore che nel rotore.
Gli avvolgimenti sono tropicalizzati.
Potenze. Sono riferite alle seguenti condizioni: temperatura ambiente non superiore a 40°C, altitudine non superiore
a 1000 m. s.l.m.
Sovraccarichi come generatore: Si accetta generalmente un sovraccarico del 10% per 1 ora ogni 6 ore.
ITALIANO C
aratteristiche meccaniche. La carcassa e i coperchi sono in lega di alluminio resistente alle vibrazioni
ed il quadro
superiore é in lamiera
. L’albero è in acciaio ad alta resistenza.
Il rotore è particolarmente robusto per resistere alla velocità di fuga dei motori di trascinamento ed è dotato di una
gabbia di smorzamento che permette un buon funzionamento anche con carichi monofase distorcenti. I cuscinetti
sono lubricati a vita.
Funzionamenti in ambienti particolari. Nel caso l’alternatore debba funzionare ad una altitudine superiore ai 1000
m s.l.m. è necessario attuare una riduzione della potenza erogata del 4% ogni 500 metri di incremento. Quando la tempe-
ratura dell’ambiente è superiore a 40° C si deve ridurre la potenza erogata dall’alternatore del 4% ogni 5°C di incremento.
MESSA IN SERVIZIO
Leseguentioperazioni di controllo edimessa in serviziodevono essereeseguitesolodapersonale qualicato.
⇒L’alternatore dovrà essere installato in un locale con possibilità di scambio dell’aria con l’atmosfera per impedire che
la temperatura ambiente superi i valori previsti dalle norme.
⇒Bisogna fare attenzione che le aperture previste per l’aspirazione e lo scarico dell’aria non siano mai ostruite e che la
tecnica prescelta per il piazzamento dell’alternatore sia tale da evitare l’aspirazione diretta dell’aria calda in uscita
dall’alternatore stesso e/o dal motore primo.
⇒Prima della messa in funzione è necessario controllare visivamente e manualmente che non esista impedimento
alcuno alla rotazione del rotore. Nel caso la macchina sia stata inutilizzata per lungo tempo, prima di metterla in
servizio controllare la resistenza di isolamento verso massa degli avvolgimenti tenendo presente che ogni singola
parte da controllare deve essere isolata dalle altre, per fare ciò scollegare il raddrizzatore principale così come il
connettore del regolatore elettronico. Questo controllo si dovrà eseguire con lo strumento a 500 V. c.c. denominato
Megger
⇒Normalmentevengonoritenutisucientementeisolatigliavvolgimentichehannounvalorediresistenzaversomassa
≥ 1 M. Nel caso che il dato rilevato sia inferiore è necessario procedere ad un ripristino dell’isolamento asciugando
l’avvolgimento utilizzando per es. un forno a 60°-80°C (o facendo circolare nello stesso un adatto valore di corrente
elettricaottenutadaunasorgente ausiliaria).Ènecessario vericare cheleparti metalliche delgeneratore-saldatrice
e la massa dell’intero gruppo siano collegati al circuito di terra e che quest’ultimo risponda alle prescrizioni di legge.
Errori o dimenticanze nella messa a terra possono causare conseguenze anche mortali.
3. ISTRUZIONI PER IL MONTAGGIO
Il montaggio deve essere eettuato da persone qualicate dopo la lettura del manuale.
PER LA FORMA COSTRUTTIVA B3/B14
La forma costruttiva B3/B14 obbliga all’uso di un giunto elastico tra motore primo e alternatore-saldatrice. Il giunto elastico
non dovrà dare origine a forze assiali o radiali durante il funzionamento e dovrà essere montato rigidamente sulla sporgenza
dell’albero dell’alternatore.
Si consiglia di eseguire l’assemblaggio seguendo le seguenti fasi:
1) Applicare sull’alternatore-saldatrice il semigiunto e la campana di allineamento come rappresentato nella gura 1. Nel
posizionamento del semigiunto sull’alternatore tenere presente che il rotore, ad accoppiamento completato, deve poter
conservare la possibilità di dilatarsi assialmente verso il cuscinetto lato opposto accoppiamento; perché ciò sia possibile
è necessario che a montaggio nito la sporgenza dell’albero sia posizionata rispetto alle lavorazioni del coperchio, come
rappresentato nella gura 2.
2) Applicare sulla parte rotante del motore diesel il relativo semi-giunto come indicato in gura 3.
3) Montare i tasselli elastici del giunto.

- 6 -
4) Accoppiare l’alternatore-saldatrice al motore primo ssando con le apposite viti la campana di accoppiamento (gura 4).
5) Fissareconadatti antivibrantil’insiememotore-alternatore-saldatricealla basefacendo attenzionechenon sicreinotensioni
tendenti a deformare il naturale allineamento delle due macchine.
6) Osservare che il cuscinetto lato opposto accoppiamento dell’alternatore abbia il previsto spazio di dilatazione (minimo 2
mm) e sia precaricato dalla molla di precarico.
PER LA FORMA COSTRUTTIVA B3/B9
Tale forma costruttiva prevede l’accoppiamento diretto tra motore primo e alternatore-saldatrice. Si consiglia di procedere
all’assemblaggio nel seguente modo:
1) Fissare il coperchio «C» al motore primo come rappresentato nella gura 5.
2) Applicare il tirante (13) per il ssaggio assiale del rotore avvitandolo a fondo sulla sporgenza dell’albero del motore come
rappresentato nella gura 6.
3) Fissare l’alternatore-saldatrice al suo coperchio con i 4 bulloni previsti come indicato nella gura 7.
4) Bloccare assialmente il rotore applicando la rondella (50) e serrando il dado autobloccante (51) con chiave dinamometrica
(coppia di serraggio 35 Nm per tiranti M8; 55 Nm per tiranti M10) (gura 8).
Prima di applicare il dado osservare che la porzione lettata del tirante entri nel rotore permettendo
cosìunsicuro bloccaggio.Inoltre prima del montaggio vericare che le sedi coniche di accoppiamento
(su alternatore e motore) siano regolari e ben pulite.
FORMA COSTRUTTIVA B2 ALTERNATORI SERIE E2W13
Anche tale forma prevede l’accoppiamento diretto tra motore e alternatore. Si consiglia di procedere all’assemblaggio
nel seguente modo:
1) Controllare il corretto posizionamento del rotore con l’ausilio della tabella riportata in gura 9A.
2) Togliere eventuali mezzi di bloccaggio del rotore posti sul lato opposto accoppiamento.
3) Avvicinare l’alternatore al motore primo come rappresentato in gura 9B.
4) Centrare e ssare lo statore alla angia del motore primo con le apposite viti come indicato in gura 10A.
5) Centrare e ssare con le apposite viti il giunto del rotore al volano del motore primo, agendo attraverso le aperture
apposite, come indicato in gura 10B.
Girare il rotore come indicato in gura 11A e 11B.
Al termine dell’accoppiamento sopra descritto è necessario controllare il corretto posizionamento assiale; si
deve cioè vericare che tra la ne del cuscinetto L.O.A. e la parete di bloccaggio assiale esista uno spazio di
dilazione di 2 mm.
CONTROLLI FINALI
Alterminedituttigliaccoppiamentisopradescrittiènecessariocontrollareilcorrettoposizionamento
assiale; si deve cioè vericare che:
1)
tra la ne del cuscinetto L.O.A. e la parete di bloccaggio assiale esista uno spazio di dilatazione di 2 mm,
2) che le spazzole siano centrate sugli anelli del collettore.
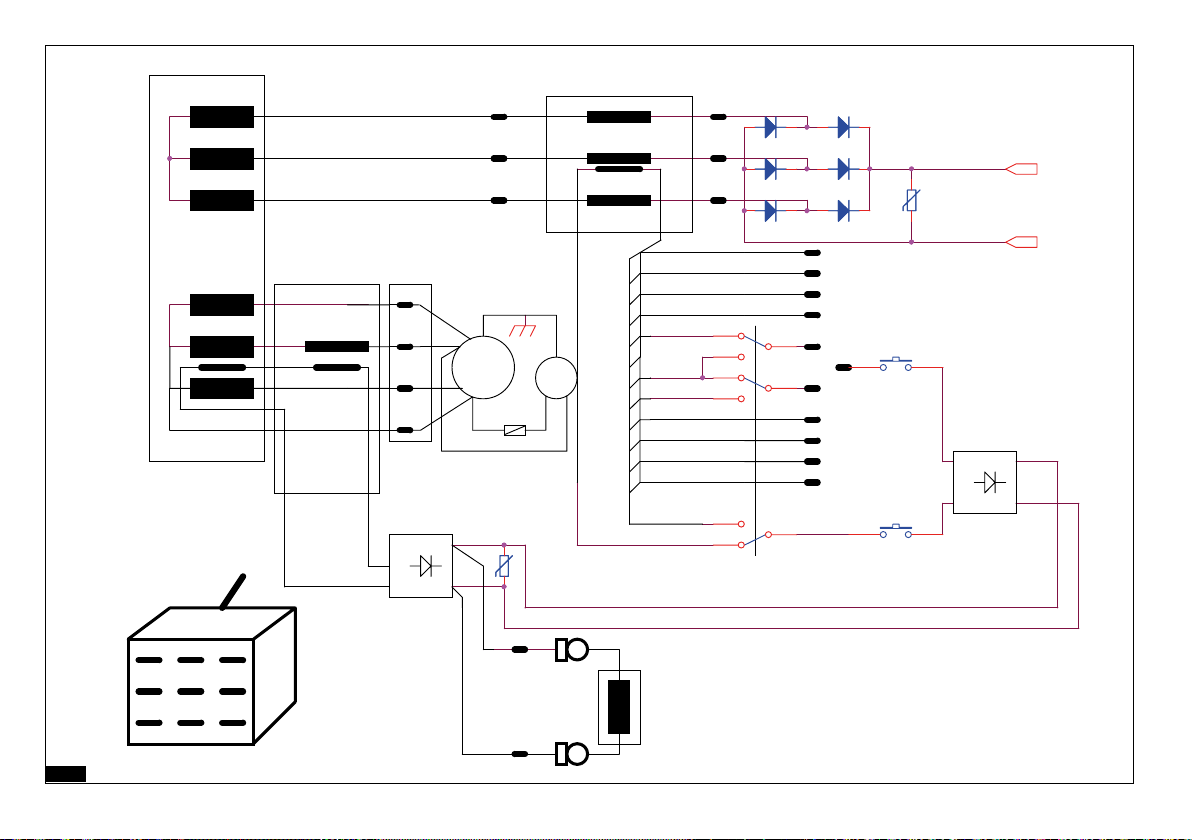
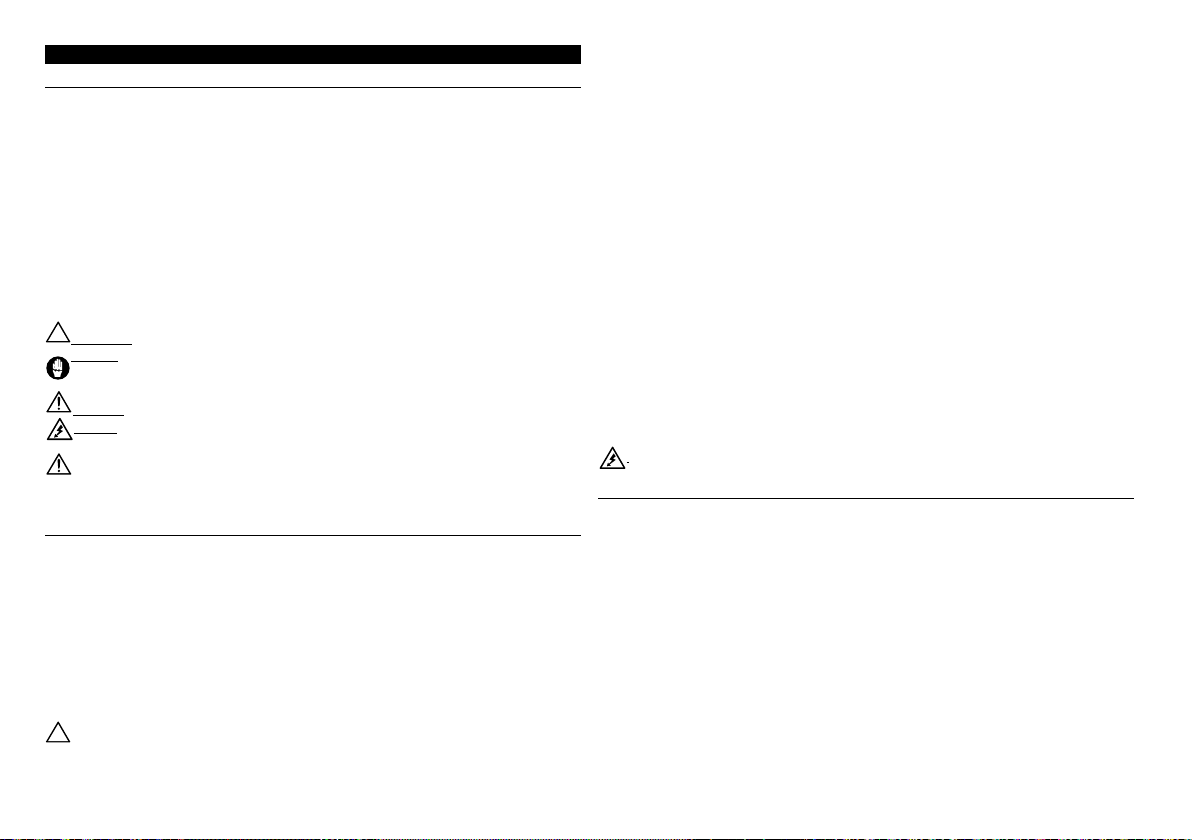
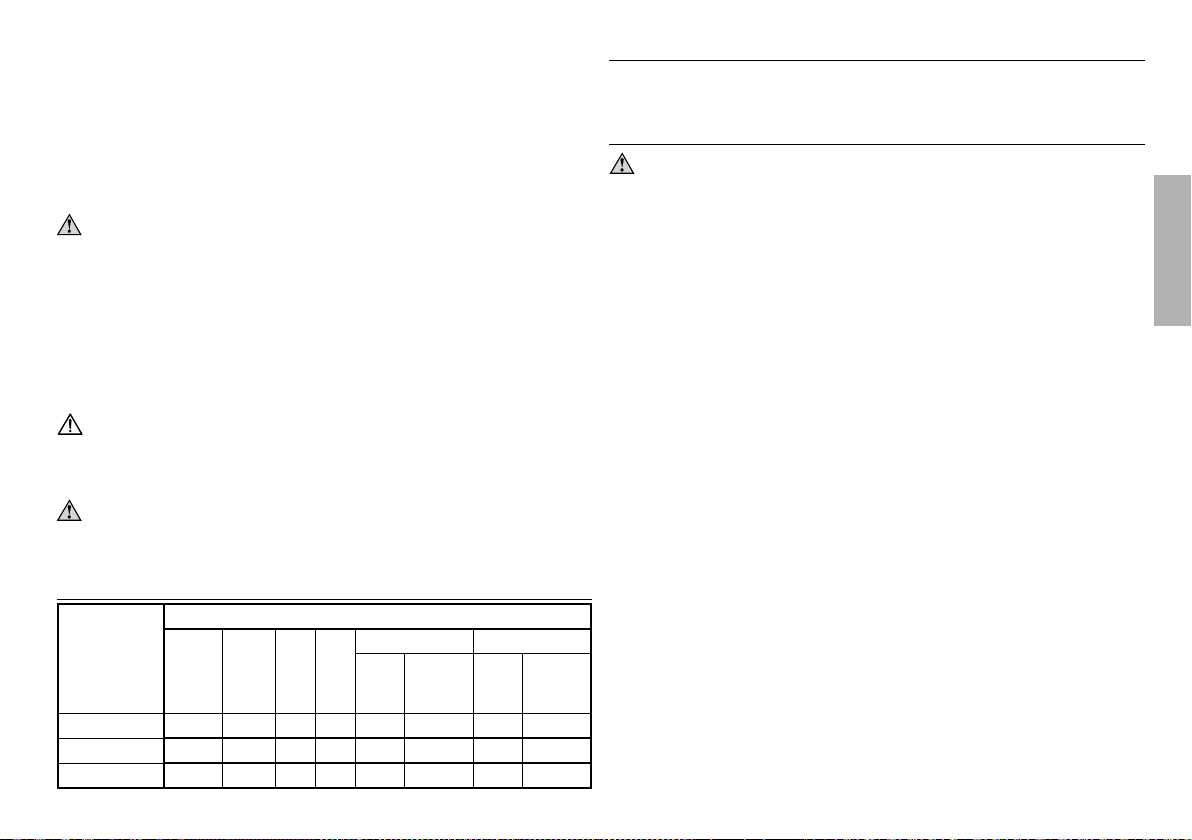
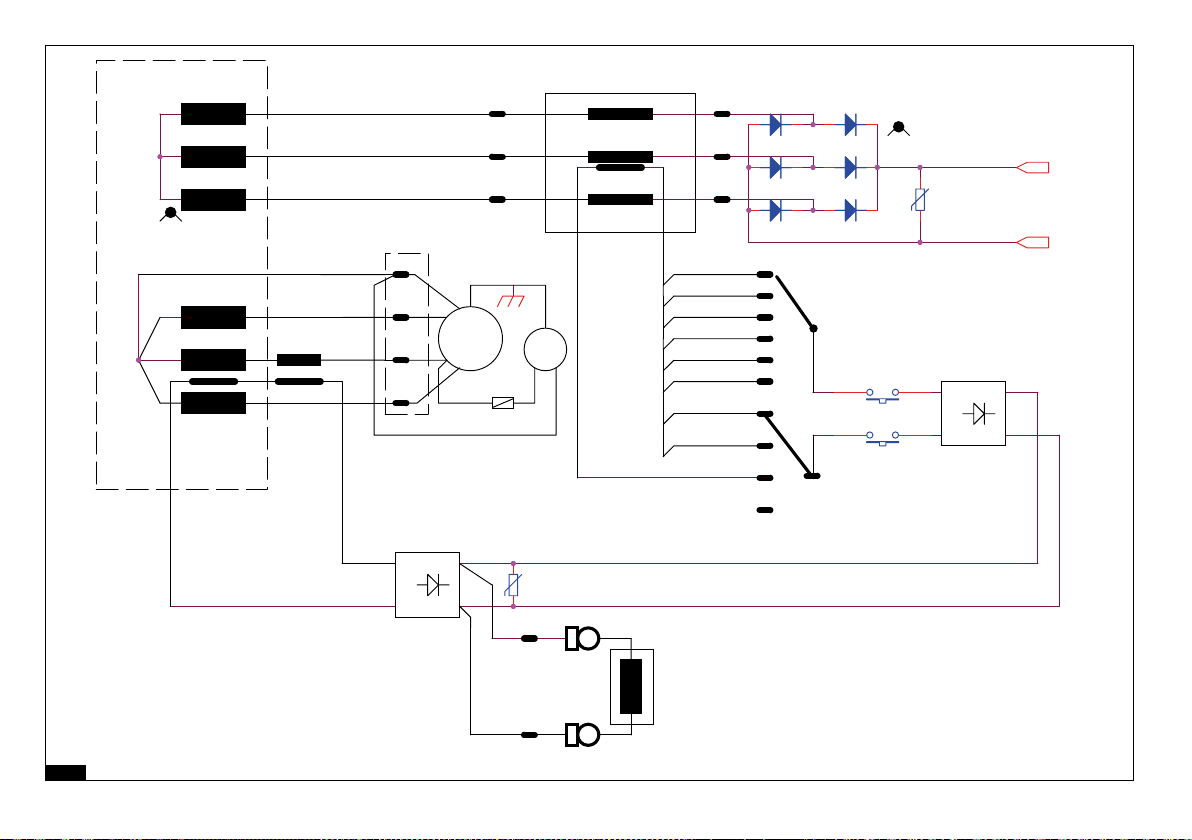
4. SCHEMA ELETTRICO ALTERNATORE/SALDATRICE E2W DC -K (Figura 17/A - 17/B - 17/C)
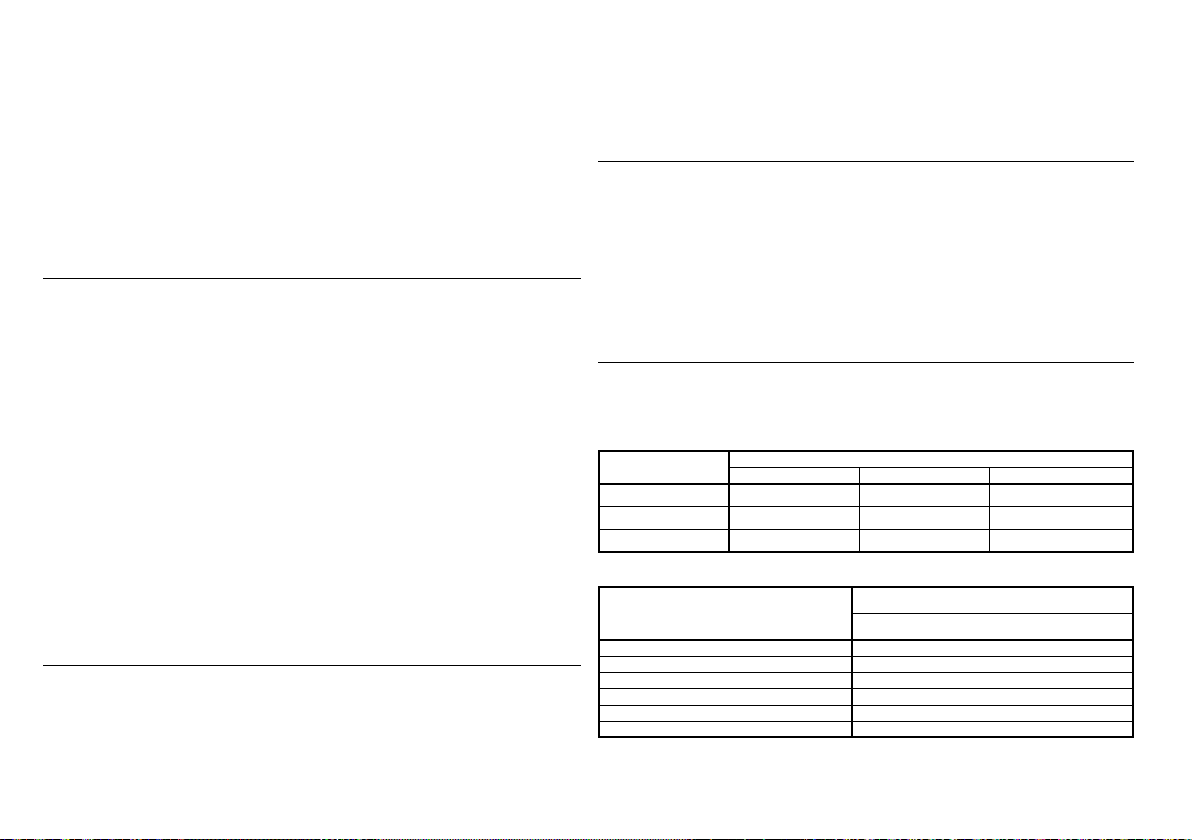
TIPO
RESISTENZA DEGLI AVVOLGIMENTI (20°C)
STATORE
GENERATORE
STATORE
SALDATRICE
AUSILIARIO
ROTORE
A VUOTO A CARICO
Veccit.
(V)
Leccit.
(A)
Veccit.
(V)
Leccit.
(A)
E2W10 220DCK 1,25 0,037 1,26 25,3 36 1,5 112 4,5
E2W13 300DCK 1,05 0,023 0,76 10,3 32 3,1 82 8,2
E2W13 400DCK 0,372 0,012 0,57 14,0 35 2,5 110 7,9
5.TENSIONI E FREQUENZE DI EROGAZIONE NEGLI ALTERNATORI TRIFASI
Questi generatori-saldatrice sono predisposti per erogare esclusivamente la tensione e la frequenza riportate in targhetta. Le
tensioni standard a 50Hz sono 400V nella presa trifase e 230V nella presa monofase. Sono previste tutte le tensioni standard a
60Hz. A richiesta anche tensioni speciali.
6.TARATURA DELLA VELOCITÀ DI ROTAZIONE E MANUTENZIONI GENERALI
Le operazioni di taratura devono essere eseguite esclusivamente da personale qualicato.
Leggeri scostamenti della tensione d’innesco nella funzione saldatrice possono dipendere dal fatto che la velocità di rotazione
è diversa da quella nominale. La tensione di uscita in saldatura infatti varia (attorno alla velocità nominale) in modo quasi
proporzionale alla velocità di rotazione.
Funzionamento in ambienti particolari
Nel caso si usi il generatore-saldatrice in un gruppo insonorizzato fare attenzione che l’aria aspirata sia sempre quella fresca
in entrata; ciò si ottiene sistemandolo vicino alla presa d’aria con l’esterno. Inoltre bisogna tener conto che la quantità d’aria
richiesta dall’alternatore è di: 4 m3/min.
Cuscinetti
I cuscinetti dei generatori-saldatrici E2W DC-K sono autolubricati e quindi non richiedono manutenzioni per un periodo di
funzionamentosuperiore alle 5000ore. Quando sideveprocederealla revisionegeneraledel gruppo elettrogenoè consigliabile
lavareicuscinetti conadattosolvente,rimuovereesostituirelariservadi grasso.Sipossono usare:AGIPGR MW3-SHELL ALVANIA
3 - MOBIL OIL MOBILUX GREASE 3 o altri grassi equivalenti.
Collettori ad anelli, portaspazzole e spazzole
Ilcomplesso collettore-portaspazzole-spazzole èdimensionatoestudiatopergarantireun servizio sicuroeprolungato.Pertanto
durante l’uso dell’alternatore non sono richieste operazioni particolari di manutenzione a questo sistema per almeno 2000 ore
di servizio. Nel caso si notasse però un comportamento irregolare della macchina con diseccitazione casuale della stessa ed
irregolarità nella erogazione della corrente è necessario attuare le seguenti semplici operazioni.
1) Controllare lo stato di pulizia del sistema collettore-spazzole ed il loro corretto assetto meccanico.
2) Controllare che le spazzole siano posizionate in modo che per tutta la loro larghezza appoggino entro la supercie degli
anelli.
3) Controllare lo stato delle spazzole ed eventualmente sostituirle se usurate.

- 7 -
Italiano
5
5
4
4
3
3
2
2
1
1
D D
C C
B B
A A
Varistore
Raddrizzatore
Spazzole
Collettore
~
~
+
-
Statore
R
S
T
N
~
~
+
-
~
Rotore
Rosso
Bianco
Nero
Avvolgimento Induttanza
di saldatura
Protezione termica (TH1)
Selettore campi di corrente
Selettore corrente di saldatura
40/90 A
100/150 A
160/220 A
Uscita (+)
Uscita (-)
Raddrizzatore
di potenza
Giallo
Breaker
5P CEE
16A
3P
16A
Nero
Nero
Rosso
Rosso
2
4
6
8
10
12
1
4 posizioni
~
Bianco
Verde
Rosso
1
2
3
4
5
6
Saldatura
Avvolgimento
Generatore
Trifase
Avv. saldatura
6 posizioni
Varistore
Raddrizzatore di potenza
Protezione termica (TH2)
Raddrizzatore
Trifase
Gialli
Nero
TH1
TH2
Compound
Generator
2
4
63
TH2
TH1
E2W10 220DCK
17/A
- 8 -
Raddrizzatore
Spazzole
Anelli di scorrimento
~
~
+
-
Statore
Avvolgimento saldatura
R
S
T
N
~
~
+
-
~
Rotore
Avvolgimento
Induttanza di
saldatura
Raddrizzatore
Selettore gamma corrente di saldatura
Selettore corrente di saldatura
(+) Saldatura
(-) Saldatura
Raddrizzatore di
saldatura
Interruttore
5P CEE
16A
3P
16A
Deviatore 2 vie 3 posizioni
~
Saldatura
Avvolgimento
Generatore
Compound
Trifase
Raddrizzatore
Trifase
Termico
Termico
10 Posizioni
Nero
Giallo
10
9
8
7
61
51
52
4
3
2
1
Rosso (R)
NERO (B)
10
9
8
7
6
5
3
2
1
THR
THW
THR
6
5
B
6151
R51
52
Deviatore 2 vie 3 posizioni
(Vista Faston)
4
MAX.
MAX.
MAX.
MIN.
MIN.
MIN.
MAX.
THR
Rosso
Bianco
Nero
Blù
Bianco
Rosso
Nero
Rosso
Nero
RW Linea-Linea = 0.023 Ohms
RG Linea-Neutrale = 1.05 Ohms
RAux. Nero-Bianco
0.76 Ohms
(*)
(*)
10.3 Ohms
VARISTORVARISTOR
VARISTORVARISTOR
E2W13 300DCK
17/B

- 9 -
Italiano
E2W13 400DCK
17/C
10
9
8
7
6
5
3
2
1
THR
THW
Raddrizzatore
Spazzole
Collettore
~
~
+
-
Statore
Termico
R
S
T
N
~
~
+
-
~
Rotore
Avvolgimento Induttanza di saldatura
Termico
2 x Selettore corrente di saldatura
(+) Saldatura
(-) Saldatura
Raddrizzatore di saldatura
Breaker
5P CEE
16A
3P
16A
~
4
Saldatura
Avvolgimento
Generatore
Compound
Trifase
Raddrizzatore di saldatura
Avv. Saldatura
10 Posizioni
Rosso
Bianco
Nero
Blu
Bianco
Giallo 10
Giallo 9
Giallo 8
Giallo 7
Giallo 6
Giallo 4
Giallo 3
Giallo 2
Giallo 1
Giallo
Giallo
Rosso
Nero
Rosso
Nero
Trifase
Raddrizzatore
Giallo 5
4
Bianco 9
Bianco 8
Bianco 7
Bianco 6
Bianco 4
Bianco 3
Bianco 2
Bianco 1
Bianco 5
9
8
7
6
5
3
2
1
Bianco 10
10
R1_A
R2_A
CA
A
B
G
RANGE A
150A-400A
RANGE B
50A-140A
Nero
Verde
THI
Termico
Induttanza
G
(Vista Faston)
R2_A
CAR1_A
B
A
Deviatore 2 vie / 2 posizioni
Nero
THW
THR
THI
R
R
4uF
VARISTORE
VARISTORE
- 10 -
- Non saldare su contenitori o tubazioni che abbiano contenuto prodotti inammabili liquidi o gassosi.
- Allontanare dall’area di lavoro tutte le sostanze inammabili (legno, carta, stracci, etc.)
- Assicurarsiunopportuno ricambiod’ariao dispecicimezziadasportarei fumiprodottidisaldaturanelle vicinanzedell’arco.
- Proteggere sempre gli occhi con appositi vetri inattinici montati su maschere o caschi. Usare sempre guanti ed indumenti
protettivi evitando di esporre l’epidermide all’arco di saldatura.
9. INSTALLAZIONE
Ubicazione
Individuare il luogo di posizionamento della macchina in modo che non vi siano ostacoli in corrispondenza con le entrate ed
uscite d’aria di ventilazione. Accertarsi inoltre che non vengano aspirate polveri conduttive, fumi o vapori corrosivi, umidità, etc.
Collegamento cavi di saldatura
Il cavo con pinza“porta-elettrodo”va normalmente collegato al terminale positivo (+) della macchina (3). Il cavo di ritorno di
“massa”vanormalmente collegatoalterminalenegativo(-) dellasaldatrice (4),il morsettodimassa, nell’altra estremitàdel lo,
va collegato al pezzo da saldare od eventualmente ad un banco metallico, sempre il più vicino possibile alla saldatura. Ruotare
a fondo i connettori dei cavi di saldatura nelle prese rapide (3) e (4), per garantire un buon contatto elettrico, contrariamente si
provocheranno surriscaldamenti indesiderabili con conseguenti deterioramenti degli stessi.
Evitare l’utilizzo di cavi di saldatura con lunghezza superiore ai 10 m.
10. SALDATURA
La saldatrice é predisposta per la saldatura di tutti i tipi di elettrodi: rutile, basico, inox, cellulosico.
Lamaggioranza degli elettrodirivestiti vacollegata alpolo(+), esistono comunquedegli elettrodiconcollegamentoalpolo (-).
Vericare sempre le indicazioni riportate dal fabbricante nel contenitore degli elettrodi sia di polarità che di corrente ottimale.
Lacorrente disaldaturava regolatain funzione del diametrodell’elettrodoutilizzato ed il tipodigiunto che si desideraeseguire.
Parametro (gura 14)
Posizione
Piano Verticale Frontale e sopratesta
α 20° 30° 40°
g (mm) 2÷3 3÷4 2÷3
s (mm) 2÷3 2÷3 2÷3
Come orientamento si da a continuazione una indicazione di correnti e diametri di elettrodi:
Diametro elettrodo (mm)
Corrente di Saldatura (A)
min max
1.6 25 ÷ 50
2 40 ÷ 80
2.5 60 ÷ 110
3.2 80 ÷ 160
4 120 ÷ 200
5 150 ÷ 250
Considerare chea paritàdidiametrodell’elettrodoi valoripiù elevatidi correntesarannoutilizzati persaldare inposizione piana,
e valori più bassi per saldare in posizione verticale o sopra-testa.
Ponti a diodi
Normalmente vengono usati dei ponti a diodi previsti per 25A - 800V.
Verica dei ponti a diodi
La verica dei singoli diodi componenti il ponte di raddrizzamento può essere eseguita sia con un ohmetro che con una batteria
e relativa lampada come qui di seguito descritto. Un diodo è da ritenersi regolarmente funzionante quando:
- Con un ohmetro si verica che la resistenza è molto bassa in un senso e molto alta nell’altro.
Ponte a diodi trifase sso (gura 12)
- Conbatteriae lampada(previstaperlatensione dellabatteria)siverica chel’accensionedella lampadaavvienesolamente
in uno dei due collegamenti possibili come dimostrato in gura 13: A) Lampada spenta; B) Lampada accesa.
Nota per lo smontaggio
Prima di estrarre il rotore dalla cassa è necessario togliere il portaspazzole.
7. DESCRIZIONE DEL FUNZIONAMENTO ALTERNATORE/SALDATRICE
Nel pannello frontale si trovano i seguenti componenti (gura 16/A - 16/B - 16/C):
1- Selettore di Funzione / Gamma di corrente
2- Selettore ne di corrente, graduato in Ampere.
3- Morsetto rapido (+) di saldatura.
4- Morsetto rapido (-) di saldatura
Avviamento del sistema motore primario alternatore/saldatrice
Ogni volta che sia avvia il sistema, il selettore (1) dovrà trovarsi nella posizione “GENERATOR”, questo per garantire sempre
l’auto-eccitazione del generatore.
Funzionamento come Alternatore
In questa funzione il selettore (1) deve trovarsi nella posizione “GENERATOR”, così si potrà usufruire delle prese di tensione
montate sulla cua posteriore.
Funzionamento come Saldatrice
Inquesto mododifunzionamentoilselettore(1) dovràposizionarsinella gammadi correnteindicatanellascatola deglielettrodi
che si desidera fondere. I cavi di saldatura (3) e (4) dovranno collegarsi con la polarità appropriata, sempre in funzione del tipo
di elettrodo. Inne con il selettore principale di corrente di saldatura (2), sarà possibile trovare la corrente più adatta alla fusione
dell’elettrodo utilizzato.
Importante: Ogni qualvolta si debba saldare sarà necessario scollegare il carico dalle prese di utilizzo nella funzione generatore,
onde evitare danni dovuti alle uttuazioni della tensione mentre il sistema sta saldando.
8. NORME DI SICUREZZA PER LA SALDATURA
- Evitare i contatti diretti con il circuito di saldatura, la tensione di innesco dell’uscita di saldatura può essere pericolosa in
particolari circostanze.
- Eseguire qualsiasi operazione di verica o riparazione del sistema con il generatore completamente fermo.
- Seguiretutte lenormenazionali vigentiperil collegamentoequipotenziale di tuttele parti metalliche, cosìcome l’eventuale
collegamento di terra.
- Non utilizzare la macchina in ambienti umidi, bagnati o sotto pioggia.
- Non utilizzare cavi con isolamento difettoso o con collegamenti allentati.
- 11 -
Italiano
Tenere sempre presente che la qualità della saldatura dipenderà oltre che dalla corrente scelta, anche dal tipo e diametro
dell’elettrodo, lunghezza dell’arco, velocità e posizione dell’esecuzione, stato di conservazione degli elettrodi che devono essere
preservati dall’umidità negli appositi contenitori.
Procedimento
Conlamaschera davantialviso,perinnescarel’arco,stronarela puntadell’elettrodosulpezzoasaldare,eseguendo unmovimento
come si dovesse accendere un ammifero.
Non puntellare l’elettrodo sul pezzo, poiché si potrebbe rovinare il rivestimento e così rendere dicile l’innesco dell’arco.
Conl’arcoinnescato, mantenereuna distanzadal pezzopari circaal diametrodell’elettrodo; tenereunainclinazione dell’elettrodo
di 20°-30° nel senso di avanzamento.
Per gli aspetti e i problemi del cordone di saldatura vedere la gura 15:
A) Avanzamento troppo lento;
B) Arco troppo corto;
C) Corrente troppo bassa;
D) Avanzamento troppo veloce;
E) Arco troppo lungo;
F) Corrente troppo alta;
G) Cordone corretto.
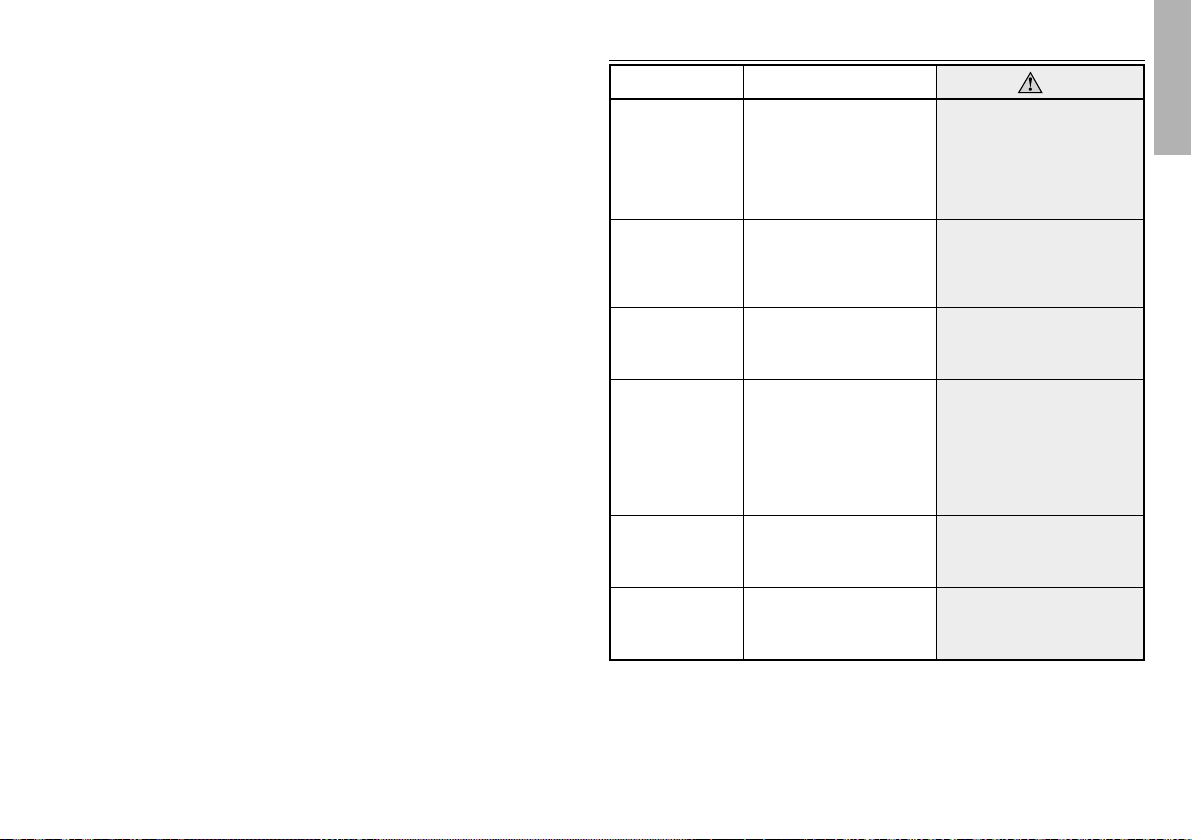
11. RISOLUZIONE DEI PROBLEMI ALTERNATORE/SALDATRICE E2W DCK
GUASTO CAUSE INTERVENTI
Alternatore non si eccita 1) Insuciente tensione residua
2) Interruzione di un collegamento
3) Ponte a diodi guasto
4) Velocità insucente
5) Guasto negli avvolgimenti
6) Cattivo contatto delle spazzole
1) Eccitare il rotore utilizzando una batteria
2) Ripristinare il collegamento
3) Sostituire il ponte a diodi
4)Intervenire sul regolatore di giri
5) Controllare le resistenze e sostituire la
parte avariata
6) Pulire e controllare il collettore ad anelli
Tensione bassa a vuoto 1)Velocità ridotta
2) Cattivo contatto delle spazzole
3) Avvolgimento guasto
4) Ponte a diodi guasto
1) Intervenire sul regolatore di giri del motore
2) Controllare, pulire o sostituire le spazzole
3) Controllare la resistenza e sostituire la
parte in avaria
4) Sostituire il ponte a diodi
Tensione instabile 1) Massa rotante troppo piccola
2) Velocità irregolare
3) Cattivo contatto sul collettore
1) Aumentare il volano del motore primo
2) Controllare e riparare il regolatore di giri
3) Pulire e controllare il collettore ad anelli
e le spazzole
Non eroga corrente
come saldatrice, ma
funziona correttamente
come generatore
1) Intervento delle protezioni termiche
2) Ponti a diodi guasti
3) Reattanza/Compound guasto
4) Raddrizzatore di saldatura guasto
5) Guasto nell’avvolgimento di saldatura
1) Attendere ripristino automatico delle
protezioni
2) Sostituire il ponte a diodi
3) Controllare ed eventualmente sostituire la
Reattanza/Compound
4) Sostituire il raddrizzatore di saldatura
5) Controllare la resistenza e sostituire la
parte in avaria
Corrente instabile come
saldatrice, ma funziona
correttamente come
generatore
1) Corrente o polarità non appropriata
dell’elettrodo
2) Raddrizzatore di saldatura guasto
1) Controllare impostazioni di corrente e
senso della polarità dell’elettrodo
2) Sostituire il raddrizzatore di saldatura
Funzionamento
rumoroso
1) Accoppiamento meccanico difettoso
2) Cortocircuito su qualche avvolgimento
3) Cuscinetto difettoso
1) Controllare e/o modicare
l’accoppiamento
2) Controllare gli avvolgimenti e/o il carico
3) Sostituire il cuscinetto
- 12 -
1. SAFETY PRECAUTIONS
Beforeusingthegenerating setitisnecessarytoreadthe«UseandMaintenanceManual»forthegenerating
set and the alternato/welder and to follow the recommendations below:
⇒A safe and ecient working can be achieved only if the machines are used correctly, in compliance
with the instructions provided by the relevant operational and maintenance handbooks and safety
regulations.
⇒An electric shock can cause serious personal injuries and even death.
⇒Donot removetheterminal board coverand thealternator’sprotection grid before thealternatorhas
come to a complete stop, and before deactivating the starting system of the generating set.
⇒Only competent and qualied personnel should carry out the maintenance of the generating set.
⇒Do not wear loose garments when working near the generating set.
⇒Allpersons operating,handlingorservicingthe gensetmustalwayswear protectiveglovesandsafety
footwear.In theeventthatthe alternator,orthewholegeneratingsetneeds tobeliftedfromground,
the operators must also wear a safety helmet.
Safety notices used in this manual have the following meaning:
IMPORTANT! refers to dangerous or risky operations that may cause damage to the product.
CAUTION! refers to dangerous or risky operations that may damage the product or cause personal in-
jury.
WARNING!referstodangerousorriskyoperationsthatmaycauseseriouspersonalinjuryorevendeath.
DANGER! refers to an immediate risk that may cause serious personal injury or death.
Theperson responsiblefortheinstallationof thegeneratingsetmustmakesurethat allthe necessary
safety arrangements areinplace inorderto makethe whole plantcompliantwith current local safety
regulations(earthen,contactprotection,explosion andresafetymeasures,emergency stop,etc.…)
2. ALTERNATOR DESCRIPTION
TheE2W DCKwelders/alternatorsare two-pole three phase machineswithbrushes. The welderisregulated by areactance-
compound system while the generator is governed by an compound.
They are manufactured in compliance with EN 60034-1, EN 60204-1, EN61000-6-2, EN61000-6-4, EN 55014-1, EN
55011 specications, as well as with the directives no. 2006/42/CE, 2014/35/UE, 2014/30/UE.
Ventilation: Axial with air inlet from non-drive end side.
Protection: Standard IP 21. IP 23 on request.
Direction of rotation: Both directions are allowed.
Electrical features: Insulation components are made with class H material, for both stator and rotor. Windings are
tropicalized.
Power values: They refer to the following conditions: ambient temperature up to 40°C, altitude up to 1000 m. above
sea-level.
OVERLOADS: A 10% overload for one every six hours is normally accepted.
Mechanical features: Casing and covers are made of aluminium alloy which holds out against vibrations. The shaft is
made of high-tensile steel.
ENGLISH The rotor is particularly sturdy to hold out against the runaway speed of the drive motors.
It is equipped with a damping cage which allows satisfactory operation even with single-phase, distorted loads. Bearings
have lifelong lubrication.
Operation in particular settings:
If the alternator is going to be used at more than 1000 m above sea-level, a 4% derating per each 500 m increase will
need to be operated. If ambient temperature exceeds 40°C a 4% derating per each 5°C increase will need to be operated.
INSTALLATION AND START UP
The following start up and control operations should be carried ou only by qualied personnel.
⇒The alternator/welder must be installed in a well ventilated room. Ambient temperature should not exceed standard
recommended values.
⇒Particular attention must be paid to ensure that air inlets and outlets are never obstructed.
⇒While installing the alternator it is important to avoid direct suction of warm air coming from the alternator’s outlet
and/or from the prime motor.
⇒Before starting up the alternator it is advisable to check (visually and manually) that all terminals in every terminal
board are properly clamped and that the rotation of the rotor in not blocked in any way.
⇒Ifthealternatorhasnotbeenusedforalongtime,beforestartingitupitisrecommendedtotestthewindingsinsulation
resistance to earth, keeping into account that every single part has to be isolated from the others.
⇒This particular checkup must be carried out using a “Megger” instrument at 500 V. c.c..
⇒Normally,windingshavingresistancetoearth≥1Mareconsideredsucientlyinsulated.Ifwindingsresistanceislower,
insulation will have to be restored by drying the winding (using, for example, an oven at 60°-80°C temperature, or by
making circulate through the wiring, a proper value of current obtained from an auxiliary source). It is also necessary
to verify that the alternator/welder’s metallic parts, and the mass of the entire set are connected to the earth circuit
and that the latter satises any applicable legal requirements.
Mistakes or oversights concerning earthing may have fatal eects.
3. ASSEMBLIG INSTRUCTIONS
Assembling should be carried out by qualied personnel after reading the manual.
B3/B14 CONSTRUCTION FORM
B3/B14 construction form requires the use of a exible coupling joint between the drive motor and the alternator/welder.
The exible coupling should not originate any axial or radial forces during operation, and need to be mounted rigidly on
the alternator shaft end. Please follow the instructions below while assembling:
We recommend assembly by following the following steps:
1) Apply theexiblecouplingandtheadaptoronthealternator/welderasshowninFigure1. Whenpositioningtheexible
coupling, rememberthat once coupling is over therotorhas to expanditselfaxiallytowardsthe bearing located on the
non-drive end side. To make this possible it is necessary that, after assembling, the shaft end is positioned according
to the cover, as illustrated in Figure 2.
2) Place the exible coupling on the revolving part of the diesel engine, as shown in Figure 3.
3) Mount the coupling’s rubber blocks.
4) Couple the alternator/welder to the drive motor by screwing, with suitable screws, the adaptor to the motor (see Fig. 4).
5) Fix, using appropriate rubber anti-vibration dampers, the motor-alternator/welder unit to the common bed-plate.
Special attention must be paid not to cause any stretching that may aect the natural alignment of the two machines.
6) Makesure thatthe alternator/welder’s non-driving end bearing hastherecommended expansionallowance (min.2mm.)
- 13 -
English
and that it is preloaded by a preload spring.
B3/B9 CONSTRUCTION FORM
This construction form allows direct coupling of alternator/welder and drive motor. Please follow the instructions below when
assembling:
1) Clamp the“C”cover on the drive motor, as illustrated in Fig. 5.
2) Apply the tie rod (13) for the axial clamping of the rotor, and screw it tight on the engine shaft end as shown in Fig. 6.
3) Secure the alternator/welder to its cover using the 4 bolts as indicated in Fig. 7.
4) Lock axially the rotor by placing the washer (50), and tighten the self-locking nut (51) using a torque spanner (driving
torque 35 Nm for M8 tie rod and 55 Nm for M10 tie rod and 100 Nm for M14 tie rod) (Fig. 8).
Beforeplacing thenutmakesurethatthethreadedpartofthe tierodslides intothe rotorin ordertoobtain
a tight lock. Before assembling verify that the cone-shaped coupling housing (on both alternator/welder
and engine) are clean and in good working order.
B2 CONSTRUCTION FORM only for E2W13 series)
This type of mounting arrangement too allows direct coupling of alternator to the drive engine. Please follow the instruc-
tions below when assembling:
1) Check that the rotor is positioned correctly, as illustrated in Figure 9A.
2) Remove rotor’s locking components on the non-drive end.
3) Place the alternator next to the drive engine, as illustrated in Figure 9B.
4) Centre and secure the stator to the drive engine’s ange, using suitable screws, as shown in Figure 10A.
5) Centre and secure, using appropriate screws, the coupling to the drive engine’s ywheel working through the air
outlet, as indicated in Figure 10B.
Turn the rotor as shown in Figures 11A and 11B.
Aftercompletingtheabove-mentionedcouplingprocedurescheck thatthe rotor’saxial positioningis correct,
and verify that the expansion allowance between the non-drive end bearing and the axial locking wall is 2 mm.
FINAL CHECKS
Aftertheabovementionedcoupling procedurescheck thatthe rotor’saxialpositioning iscorrect; andverify
that:
1) expansion allowance between the non-drive end bearing and the axial locking wall is 2 mm
2) brushes are well centred on the slip rings.
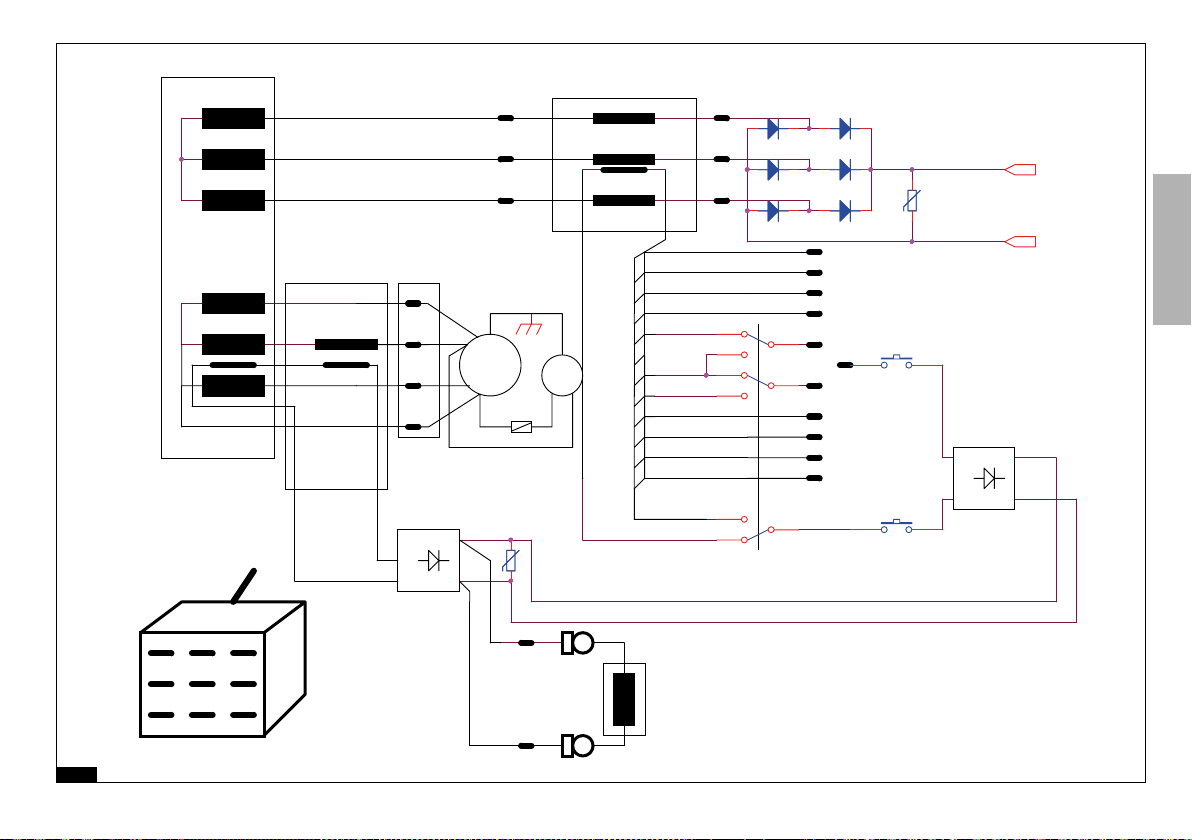
4.WIRING DIAGRAMS ALTERNATOR/WELDER E2W DCK FIG. 17/A 17/B 17/C
TYPE
WINDING RESISTANCE (20°C)
GENERATOR
STATOR
WELDER
STATOR
AUXILIARY
ROTOR
NO LOAD LOAD
Vexc.(V)
Lexc.(A)
Vexc.(V)
Lexc.(A)
E2W10 220DCK 1,25 0,037 1,26 25,3 36 1,5 112 4,5
E2W13 300DCK 1,05 0,023 0,76 10,3 32 3,1 82 8,2
E2W13 400DCK 0,372 0,012 0,57 14,0 35 2,5 110 7,9
5.VOLTAGE AND OUTPUT FREQUENCY OF THREE PHASE ALTERNATORS
These welders/alternators are designed to supply tension and frequency as indicated on the label. Standard voltages at 50
Hz are: 400 Volt on three phase socket and 230 Volt on single phase socket. All standard voltages at 60 Hz and other special
voltages are available on request.
6. ROTATING SPEED CALIBRATION AND GENERAL MAINTENANCE
Calibration operations must be carried out by qualied personnel only.
Light deviations during the arc striking when used as welder can depend on the fact that the revolving speed is dierent from
the rated one. Consider that the outlet voltage can vary almost proportionally to the speed variation.
Operation in particular settings
If the alternator/welder is going to be used within a soundproof generating set, make sure that only fresh air enters in it.This
can be ensured by placing the alternator’s air inlet near the external air intake. Moreover, consider that the quantity of air
required is: 4 m3/min.
Bearings
The bearings of the alternators/welders E2W10 DC are self lubricated and therefore they do not require maintenances for a
period over 5000 hours.When it is necessary to proceed to the general overhaul of the generating set it is advisable to wash the
bearings with a proper solvent, to remove and replace the grease reserve. It is possible to use: AGIP GR MW3 - SHELL ALVANIA
3 - MOBIL OIL MOBILUX 3 or other equivalent grease.
Slip-rings, brush holder and brushes
The set composed by slip-ring, brush holder and brushes is designed to guarantee a long and safe service. Therefore no
maintenance is required for at least 2000 hours of operation.
In case of bad working of the machine with accidental de-energising or irregular current supply, it is necessary to carry out the
following simple operations:
1) Clean slip-ring and brushes and check if their mechanical position is correct.
2) Check the position of the brushes; they must be lean for all their width within the surface of the rings.
3) Check the brushes and eventually replace them if worn.
Diode bridge
A 25A-800V diode bridge is used as standard.
Checkout of three-phase diode bridge
Check out of single diode valves of the rectier bridge can be executed either with an ohmmeter or with a battery and relative
lamp as described her below. A diode valve works regularly when:
- the resistance, calculate with an ohmmeter, is very low in one sense and very high in the other.
Three phase xed diode bridge (gure 12)
- with battery and lamp, it is veried that the ignition of the lamp is possible only with one of the two possible connections,
as shown in gure 13: A) Lamp O; B) Lamp On.
Note for disassembly
Before extracting the rotor from the case it is necessary to remove the brush-holder.
- 14 -
E2W10 220DCK
17/A
Three Phase
Brushes
Slip Rings
~
~
+
-
Stator
R
S
T
N
~
~
+
-
~
Rotor
WeldingWelding
Inductor
Welding Current Range Selector
Welding Current Selector
40/90 A
100/150 A
160/220 A
(+) Welding
(-) Welding
Power Welding
Rectifier
Breaker
5P CEE
16A
3P
16A
2
4
6
8
10
12
1
4 positions.
~
White
Green
Red
1
2
3
4
5
6
Winding
Generator
Winding
Rectifier
Three Phase
Rectifier
6 positions
Varistor
Varistor
Red
White
Black
Yellow
Black
Black
Red
Red
Yellow
TH1
TH2
Power Rectifier
Thermal Trip (TH1)
Welding Winding
Thermal Trip (TH2)
Black
Generator
TH2
TH1
Compound
2
4
63
- 15 -
English
TitleTitleTitle
Three Phase
Brushes
Slip Rings
~
~
+
-
Stator
Welding Winding
R
S
T
N
~
~
+
-
~
Rotor
Welding
Welding
Inductor / Compound
Power Rectifier
Welding Current Range Selector
Welding Current Selector
(+) Welding
(-) Welding
Power Welding
Rectifier
Breaker
5P CEE
16A
3P
16A
3 Way 2 Position
~
Winding
Generator
Winding
Compound
Rectifier
Three Phase
Rectifier
Thermal Trip
Thermal Trip
10 Positions
Black
Yellow
10
9
8
7
61
51
52
4
3
2
1
RED (R)
BLACK (B)
10
9
8
7
6
5
3
2
1
THR
THW
THR
6
5
B
6151
R51
52
3 Way 2 Position Switch
Faston Side
4
MAX.
MAX.
MAX.
MIN.
MIN.
MIN.
MAX.
THR
Red
White
Black
Blue
White
Red
Black
Red
Black
RW Line-Line = 0.023 Ohms
RG Line-Neutral = 1.05 Ohms
RAux. Black-White
0.76 Ohms
(*)
(*)
10.3 Ohms
VARISTORVARISTOR
VARISTORVARISTOR
E2W13 300DCK
17/B

- 16 -
L
10
9
8
7
6
5
3
2
1
THR
THW
Three Phase
Brushes
Slip ring
~
~
+
-
Stator
Thermal
R
S
T
N
~
~
+
-
~
Rotor
Welding
Welding inductor
Thermal
2 x
Welding Current Selector
(+) Welding
(-) Welding
Power Welding Rectifier
Breaker
5P CEE
16A
3P
16A
~
4
Winding
Generator
Winding
Compound
Rectifier
Welding rectifier
Welding
10 Positions
Red
White
Black
Blu
White
Yellow 10
Yellow 9
Yellow 8
Yellow 7
Yellow 6
Yellow 4
Yellow 3
Yellow 2
Yellow 1
Yellow
Yellow
Red
Black
Red
Black
Rectifier
Three Phase
Yellow 5
4
White 9
White 8
White 7
White 6
White 4
White 3
White 2
White 1
White 5
9
8
7
6
5
3
2
1
White 10
10
R1_A
R2_A
CA
A
B
G
RANGE A
150A-400A
RANGE B
50A-140A
Nero
Green
THI
Thermal
Inductor
G
(Vista Faston)
R2_A
CAR1_A
B
A
2 way diverter / 2 positions
Black
THW
THR
THI
R
R
4uF
VARISTORE
VARISTORE
E2W13 400DCK
17/C

- 17 -
English
7. DESCRIPTION OF ALTERNATOR/WELDERWORKING PRINCIPLES
On the front panel you can nd the following components (gure 16/A - 16/B - 16/C):
1 - Function & Range of current selector (3 - positions)
2 - Welding current selector (6 - positions)
3 - Quick plug of (+) welding
4 - Quick plug of (-) welding
Starting of the set (drive motor and alternator/welder)
During every start, selector (1) must be on position
“GENERATOR ”
to guarantee the alternator self-energising .
Working as alternator
In this function selector (1) must be on position
“GENERATOR”
to allow to use of the sockets mounted on the rear panel.
Working as direct current welder
In this function the selector (1) must indicate the current range indicated on the packing of electrodes that will be welded.
Welding cables (3) and (4) must be connected to the correct polarity also depending from the instructions on the electrode
packing. At last, using main welding current selector (2) it is possible to set the most suitable current to weld the used electrode.
Important
: every time the machine is used as welder it is necessary to disconnect the load from the sockets of the alternator to
avoid any damage that can be caused by voltage uctuations while the machine is welding.
8. SAFETY INSTRUCTIONS FOR WELDING
- Avoid any direct contact with the welding circuit, the arc striking tension of the welding outlet can be dangerous in some
circumstances.
- Eect checkout and repairing operations of the system only when the generator is completely stopped.
- Accomplish equipotential connection of all metallic parts according to national safety rules, as well as for any eventual
connection to earth
- Do not use the machine in damp or wet places or in the rain.
- Do not use cables with worn insulation or loose connections.
- Do not weld on containers or pipes which have held ammable materials or gaseous or liquid combustibles.
- Remove from working area all ammable materials like wood, paper, rags, etc.
- Provide an adequate ventilation or facilities for removal of welding fumes near the arc.
- Always protect your eyes with tting adiactinic glasses mounted on welding masks or helmets. Use proper gloves or
protecting clothes avoiding the exposure of your skin to the welding arc.
9. INSTALLATION
Site
The machine must be located in a place where openings for inlet and outlet of cooling air are not obstructed. Furthermore check
that conductive dusts, corrosive vapours, humidity, etc. will not enter into the machine.
Connection of the welding cables
Cablewith“electrodeholder”gun isnormally connected topositive(+)terminal(3).The earth returncable isnormallyconnected
tonegative(-) terminal(4) ofthe welder;earthterminal,inthe oppositeside ofthe cable,must beconnectedtotheworkpieceora
metallicwork benchas near aspossible tothe jointtobe made.Connectedcablesmust beturnedfully intothe quickplugs (3) and
(4)to ensureagoodelectrical contact(looseconnections willcauseoverheatingwith consequentrapiddeteriorationsofthe same).
Avoid using welding cables having length over 10 m.
10. WELDING
This welder is designed to weld all kind of electrodes: rutile, basic, inox and cellulosic.
The majority of the covered electrodes has to be connected to pole (+) but some electrodes has to be connected to the negative
pole (-). Always verify the instructions about polarity and most suitable current values on electrodes packing.
Welding current must be regulated according to electrode diameter and the type of joint to be eected.
Parameter (gure 14)
Position
FLAT Vertical Overhead
α 20° 30° 40°
g (mm) 2÷3 3÷4 2÷3
s (mm) 2÷3 2÷3 2÷3
As indication you can nd here below a table with currents and electrode diameters:
Electrode diameter (mm)
Welding current (A)
min max.
1.6 25 ÷ 50
2 40 ÷ 80
2.5 60 ÷ 110
3.2 80 ÷ 160
4 120 ÷ 200
5 150 ÷ 250
The user must consider that in case of same electrode diameter, higher current values must be used for at welding and lower
values for vertical and overhead welds.
Thequality ofthewelddependsnot onlyby theused currentintensity,but alsoby electrodetypeand diameter,arc length,speed
and position of the execution and state of the electrodes which should be preserved from damp in theirs packing.
Procedures
Holding the mask in front of the face, strike the electrode tip on the work piece as if you were striking a match.
Do not hit the electrode on the work piece because you could damage the electrode covering and make strike-up dicult.
As soon as arc is ignited, maintain a distance from the work piece equal to the diameter of the electrode; keep an angle of
20° - 30° as it advances.
For problems relevant to welding current see gure 15.
A) Advancement too slow;
B) Arc too short;
C) Current too low;
D) Advancement too fast;
E) Arc too long;
F) Current too high;
G) Proper welding bead.

- 18 -
11. TROUBLE SHOOTING FOR E2W DCK SERIES
FAILURE CAUSES INTERVENTION
Alternator do not delf-
energise
1) Insucient residual voltage
2) Connection break
3) Three-phase diode bridge is broken
4) Insucient speed
5) Windings breakdown
6) Poor contact of the brushes
1) Excite the rotor using a battery
2) Reset the connection
3) Replace three-phase diode bridge
4) Adjust speed regulator of the drive motor
5) Check winding resistances and replace
damaged part
6) Clean and check the slipring
Low no-load voltage 1) Low revolving speed
2) Poor contact of the brushes
3) Windings breakdown
4) Three-phase diode bridge is broken
1) Adjust speed regulator of the drive motor
2) Clean and check or replace the slipring
3) Check winding resistances and replace
damaged part
4) Replace three-phase diode bridge
Unstable voltage 1) Rotating mass too small
2) Uneven speed
3) Poor contact on collector
1) Increase the ywheel of the drivemotor
2) Check and repair speed regulator of the
drive motor
3) Check and clean the slipring and brushes
No delivery of current
when used as welder
but the machine works
properly as alternator
1) Intervention of thermal protection
2) Diode bridge is broken
3) Reactance/compound is broken
4) Welding rectifer is broken
5) Breackdown of the welding winding
1) Wait the automatic ywheel of the
drive motor
2) Check and replace the diode bridge
3) Check and replace the reactance/
compound
4) Replace the welding rectifer
5) Check the resistance and replace the
broken part
Unstable current
as welder but the
machine
works properly as
alternator
1) Current or polarity is not correct
for the type og electrode
2) Welding rectifer is broken
1) Check current setting and polatity of
the electrode
2) Check and replace the welding rectifer
Noisy Sound 1) Defective mechanical coupling
2) Short circuit in one of the windings or
on the load
3) The bearing is broken
1) Check and modify the alignment
2) Check windings and load
3) Replace the broken bearing
ESPAÑOL
1. MEDIDAS DE SECURIDAD
Medidas de seguridad: Antes de utilizar el grupo electrógeno es indispensable leer el manual de “ Uso y
Manutención” del grupo electrógeno y del alternador, siguiendo las siguientes recomendaciones:
⇒Unfuncionamientoseguroyecientesepuedeobtenersolosilasmáquinassonutilizadasenmodocorrecto,
siguiendolasindicacionesdelosmanualesde“UsoyMantenimiento”ylasnormasrelativasalaseguridad.
⇒Un choque eléctrico puede provocar graves daños, inclusive la muerte.
⇒Estáprohibidoquitar elpanelde controly lasproteccionesdel alternador-soldadoramientras elmismo
seencuentreenmovimientooantesdehaberdesactivadoelsistemadearranquedelgrupoelectrógeno.
⇒Elmantenimientodelgrupodeberáserrealizadoexclusivamenteporpersonalcalicadooespecializado.
⇒No trabajar con ropaje suelto en las cercanías del grupo electrógeno.
Las personas encargadas a la movilización deberán usar en todo momento guantes y zapatos de trabajo.
Cada vez que el generador se deba alzar del suelo, las personas involucradas en dicha operación deberán
usar cascos de protección.
En este manual usaremos símbolos que tienen el siguiente signicado:
IMPORTANTE!: se reere a una operación riesgosa o peligrosa que puede provocar daños al producto;
PRECAUCIÓN!: se reere a una operación riesgosa o peligrosa que puede provocar daños al producto y
heridas a las personas;
ATENCIÓN!: se reere a una operación riesgosa o peligrosa que puede provocar graves heridas o
eventualmente la muerte;
PELIGRO!: se reere a un riesgo inmediato que puede provocar graves heridas o la muerte.
El instalador nal del grupo electrógeno es responsable de la predisposición de todas las medidas
necesarias para obtener la conformidad del sistema con las normas locales vigentes de seguridad
(puesta a tierra, protección contra contactos directos e indirectos, explosión, incendio, parada de
emergencia, etc.)
2. DESCRIPCIÓN GENERAL
Los alternadores-soldadoras de la serie E2W DC-K son máquinas trifásicas a dos polos, con escobillas. La parte soldadora
está regulada conuna reactancia-compound,mientras que la partegenerador estácontroladapor medio de un compound.
EstasmáquinasestánconstruidasenconformidadconlasnormasEN 60034-1,EN 60204-1,EN61000-6-2,EN61000-6-4,
EN 55014-1, EN 55011 y a las directivas 2006/42/CE, 2014/35/UE, 2014/30/UE.
Ventilación: Axial con aspiración del lado opuesto al acoplamiento.
Protecciones: De norma IP 21, a pedido IP 23.
Sentido de rotación: Son admisibles los dos sentidos de rotación.
Características eléctricas: Los aislantes son en clase H tanto en el rotor como en el estator. Los bobinados son tropi-
calizados.
Potencias:Estánreferidasalassiguientescondiciones:temperaturaambienteinferiora40°C,altitudinferiora1000ms.n.m.
Sobrecargas
:Se acepta una sobrecarga del 10% por 1 hora cada 6 horas.
Características mecánicas:Carcaza ytapas en aleación dealuminio de alta resistencia a lasvibraciones,quadro superior
de control en chapa. Eje en acero de alta resistencia. Rotor robusto, apto para resistir la velocidad de embalamiento del
motor, posee además jaula de amortiguamiento que permite un buen funcionamiento de la máquina aún con cargas de
alta distorsión.
Rodamientos lubricados de por vida.

- 19 -
Funcionamiento en ambientes particulares:
Sielalternadortieneque funcionaraunaaltitudsuperior alos 1000m s.n.m es necesario reducir la potencia de salida un 4%
por cada 500 m de incremento. Cuando la temperatura ambiente es superior a 40°C se debe reducir la potencia entregada
por el alternador del 4% por cada 5°C de incremento.
PUESTA EN MARCHA.
Las siguientes operaciones de control y puesta en marcha deberán ser realizadas solo por personal calicado.
⇒El alternador deberá ser instalado en un local con posibilidad de intercambio de aire atmosférico para evitar que la
temperatura ambiente supere los valores previstos por las normas.
⇒Es necesario prestar atención de manera que las aberturas previstas para la aspiración y descarga del aire en el alter-
nador no se encuentren nunca obstruidas.Es importante además que la posición del alternador evite la aspiración de
su propia descarga de aire caliente o de aquella del motor primario.
⇒Antes de la puesta en marcha es necesario controlar ocular y manualmente que no exista ninguna oposición a la
rotación del rotor. Cuando el alternador haya permanecido por largo tiempo inutilizado, antes de la puesta en marcha
es necesario controlar la resistencia de aislamiento de masa de todos los bobinados, teniendo siempre presente que
se debe probar cada bobinado singularmente aislado de los otros, para hacer ésto desconectar el recticador de
potencia de soldadura así también como el conector del regulador electrónico. Dicho control se deberá realizar con
un instrumento denominado Megger y a una tensión de medida de 500V c.c.
⇒Normalmente se considera sucienteunvalorde resistencia conrespecto amasa≥1 M. Si el valor medido es inferior,
será necesario restablecer el aislamiento secando el bobinado por medio de un horno a una temperatura de 60°-80°C
(o enventualmente haciendo circular un valor de corriente eléctrica obtenida por una fuente auxiliar). Es necesario
además, que todas las partes metálicas del alternador y la masa del grupo completo estén conectadas al circuito de
tierra en conformidad con las normas vigentes.
Errores u olvidos en la conexión de tierra pueden provocar consecuencias mortales.
3. INSTRUCCIONES PARA EL MONTAJE
Il montaje debe ser realizado por personal calicado después de la lectura de este manual.
PARA LA FORMA CONSTRUCTIVA B3/B14
Dicha forma constructiva necesita de una junta elástica entre motor primario y alternador-soldadora. Esta junta no deberá
producirfuerzas axiales ni radialesdurante el funcionamiento,deberámontarse rígidamentesobre la partesalientedel eje
del alternador. Se aconseja seguir las siguientes operaciones:
1) Aplicar sobre el alternador-soldadoralasemi-juntayla campana de alineamiento como se muestra en la gura 1.En el
montajedelasemi-junta tenerpresente queelrotor,unavez terminadoelacoplamiento, tiene quetenerlaposibilidad
de dilatarse axialmente hacia el ladodel cojinete opuestoalacoplamiento; para que ésto sea posible es necesario que,
a montaje terminado, la parte saliente del eje se encuentre en una posición como indicada en la gura 2.
2) Aplicar en la parte rotativa del diesel a la respectiva semi-junta como se indica en la gura 3.
3) Montar las cuñas elásticas de la junta.
4) Acoplar el alternador-soldadora al motor primario jando con los tornillos respectivos la campana de acoplamiento.
(Ver gura 4).
5) Fijar con antivibrantes adecuados el conjunto motor-alternador-soldadora a la base, con particular precaución de
evitar tensiones que tiendan a deformar el natural alineamiento de las dos máquinas.
6) Observar que el cojinete del lado opuesto al acoplamiento del alternador tenga previsto un espacio de dilatación
(mínimo 2 mm) y se encuentre cargado con el resorte de precarga.
PARA LA FORMA CONSTRUCTIVA B3/B9
Esta forma constructiva prevee el acoplamiento directo entre motor y alternador. Se aconseja seguir las siguientes
operaciones:
1) Fijar la tapa «C» al motor primario como indicado en la gura 5.
2) Aplicar el tirante (13) para jar axialmente el rotor, enroscando a fondo sobre la parte saliente del eje motor como
representado en la gura 6.
3) Fijar el alternador a su tapa con sus 4 tornillos respectivos como indicado en la gura 7.
4) Fijar axialmente el rotor aplicando la arandela (50) y la tuerca (51) con una llave dinamométrica (cupla de apriete 35
Nm para los tirantes M8, 55Nm para los tirantes M10 y 100 Nm para los tirantes M14), ver gura 8.
Antesde aplicar latuerca,observarque laparteroscadadel tiranteentre enel rotorpermitiendo unasegura
operacióndeapriete.Antesdel montaje,asegurarseque los acoplamientoscónicos (motor yalternador) se
encuentren sin problemas y perfectamente limpios.
FORMA CONSTRUCTIVA B2 ALTERNADORES SERIE E2W13
Tambiénestaforma constructivapreveeelacoplamientodirecto entremotory alternador.Se aconsejaseguirlas siguientes
operaciones:
1) Controlar la correcta posición del rotor con el auxilio de la tabla indicada en la gura 9A.
2) Quitar eventuales sistemas de bloqueo del rotor que se encuentren en el lado opuesto al acoplamiento.
3) Acercar el alternador al motor primario como indicado en la gura 9B.
4) Centrar y jar con los tornillos respectivos el estator del alternador a la campana del motor, gura 10A.
5) Centrar y jar con los tornillos respectivos la junta a discos del rotor al volante del motor, utilizar para dicha operación
las aberturas de ventilación como se indica en la gura 10B.
Girar el rotor tal como se muestra en las guras 11A y 11B.
Al finalizar todos los acoplamientos descriptos precedentemente, es necesario controlar el correcto
posicionamiento axial; se deberá vericar que: entre el nal del cojinete L.O.A (lado opuesto acoplamiento) y el
tope axial, exista una distancia de dilatación de 2 mm.
CONTROLES FINALES
Al nalizar todos los acoplamientos descriptos precedentemente, es necesario controlar la correcta posición
axial; se deberá vericar que:
1) entre el nal del cojinete L.O.A (lado opuesto acoplamiento) y el tope axial, exista una distancia de dilatación de: 2 mm.
2) que las escobillas se encuentren centradas sobre los anillos del colector.
4. ESQUEMA ELECTRICO ALTERNADOR/SOLDADORA E2W DCK FIG. 17/A 17/B 17/C
TIPO
RESISTENCIA DE LOS BOBINADOS (20°C)
ESTATOR
GENERADOR
ESTATOR
SOLDADORA
AUXILIAR
ROTOR
VACIO CARGA
Vexc.(V)
Lexc.(A)
Vexc.(V)
Lexc.(A)
E2W10 220DCK 1,25 0,037 1,26 25,3 36 1,5 112 4,5
E2W13 300DCK 1,05 0,023 0,76 10,3 32 3,1 82 8,2
E2W13 400DCK 0,372 0,012 0,57 14,0 35 2,5 110 7,9
Español
- 20 -
5. TENSIONES Y FRECUENCIA DE TRABAJO
Estos alternadores-soldadoras están predispuestos para entregar exclusivamente la tensión y la frecuencia indicada en la
tarjeta de datos. Las tensiones estandard a 50Hz son 400V en el enchufe trifásico, y 230V en el enchufe monofásico. Son
previstas realizaciones a todas las tensiones estandar a 60Hz así como tensiones especiales.
6. AJUSTE DE LA VELOCIDAD DE ROTACION Y MANUTENCION GENERAL
Estas operaciones de ajuste deben ser realizadas exclusivamente por personal calicado.
Pequeñas variaciones de la tensión en vacío de soldadura, pueden depender de una diferencia en la velocidad de rotación
del motor primario respecto al valor nominal. Pues esta tensión se modica casi proporcionalmente (en torno al valor
nominal) con la velocidad de rotación.
Funcionamiento en ambientes particulares:
En el caso el alternador-soldadora se utilice dentro de un grupo insonorizado, es necesario preveer siempre la aspiración
de aire fresco. Considerar que la cantidad de aire requerida por la máquina es de: 4 m3/min.
Cojinetes
Los cojinetes de los alternadores-soldadoras E2W10DCson autolubricadosy porlotantononecesitanmantenimientopor
untiemposuperioralas 5000horas. Cuandosedeberá realizarunarevisacióngeneraldel grupoelectrógenoesaconsejable
lavar los cojinetes con un solvente apropiado, quitar y substituir la reserva de grasa. Se pueden usar las siguientes: AGIP GR
MW3 - SHELL ALVANIA 3 - MOBIL OIL, MOBILUX GREASE 3 u otras grasas equivalentes.
Colectores y anillos, portaescobillas y escobillas
El conjunto colectores-portaescobillas-escobillas está dimensionado y estudiado para garantizar un servicio seguro y
prolongado en el tiempo. Por lo tanto durante el normal uso del alternador no son necesarias particulares operaciones
de mantenimiento del conjunto por al menos 2000 horas de funcionamiento. En el caso se hubiera la percepción de un
comportamientoirregulardelamáquina,condexcitacionescasualesy/o discontinuidaddecorrienteerogadaseránecesario
efectuar las siguientes sencillas operaciones:
1) Controlar la limpieza del conjunto colector-escobillas, así como también el correcto montaje mecánico.
2) Controlar que cada escobilla se encuentre posicionada con toda su supercie apoyada sobre la supercie del anillo
colector.
3) Controlar el estado de las escobillas, sustituyendo las mismas en caso de desgaste excesivo.
Puente recticador
Los puentes utilizados son del tipo 25A-800V.
Control del puente recticador
El control de los diodos que forman el puente recticador puede ser efectuado con un ohmetro o eventualmente con una
lámpara. Un diodo es considerado sin anomalías cuando:
- Con un ohmetro se comprueba que la resistencia es muy baja en un sentido, y muy alta en el sentido inverso.
Puente trifásico (gura 9)
- Con batería ylámpara(previstacon tensiónadecuada alabatería),se vericaque el encendidodelalámparase obtiene
solo en un sentido de los dos posibles de conexión, como indicado in gura 10: A) Lampada apagada; B) Lampada
encendida.
Nota para el desmontaje
Antes de desenlar el rotor de la carcasa es necesario siempre quitar el porta-escobillas del alternador-soldadora.
7. DESCRIPCION DEL FUNCIONAMIENTO DEL ALTERNADORSOLDADORA
Como se puede ver en los paneles frontales encontramos los siguientes componentes (gura 16/A - 16/B - 16/C):
1- Selector de Funciones / Gama de corrientes.
2- Selector no de corriente, graduado en Amper (A).
3- Borne de conexión rápida (+) de soldadura.
4- Borne de conexión rápida (-) de soldadura.
Arranque del sistema motor primario - alternador/soldadora
Cada vez que el sistema se ponga en marcha, el selector (1) tiene que estar en la posición “GENERATOR”, para asegurarse
siempre la autoexcitación del alternador-soldadora.
Funcionamiento como Generador
En esta función el selector (1) debe estar en la posición “GENERATOR”. En estas condiciones están disponibles en los
enchufes de la máquina toda la potencia nominal como generador controlado electrónicamente, lo cual garantiza óptimas
prestaciones sea en conexión trifásica que monofásica.
Funcionamiento como soldadora en corriente continua (c.c)
En este modo de funcionamiento, el selector (1) debe estar en la posición que corresponde a la gama de corriente indicada
en la caja de los electrodos que se desean soldar. Los cables de soldadura (3) y (4) deben conectarse con la polaridad
apropiada, siempre en función del tipo de electrodo. Finalmente con el selector principal de corriente de soldadura (2), es
posible encontrar el valor más indicado para fundir el electrodo utilizado.
ImportanteCada vezque sea necesario soldar,recordarque se deben desconectar losenchufes para evitardañosalascargas
de alternador, debido a las uctuaciones de tensión durante el proceso de soldadura.
8. NORMAS DE SEGURIDAD PARA LA SOLDADURA
- Evitar contactos directos con el circuito de soldadura, pues la tensión de encendido del arco puede ser peligrosa en
particulares circunstancias.
- Todas las operaciones de control o reparación deben ser realizadas con la máquina completamente detenida.
- Seguirtodaslasnormasnacionalesvigentesparalasconexionesequipotencialesdelatotalidaddelaspartesmetálicas,
así también como de la eventual conexión a tierra.
- No utilizar la máquina en ambientes húmedos, mojados o con lluvia.
- No utilizar cables de soldadura con aislación defectuosa o con las conexiones ojas.
- No soldar sobre contenedores o tubaciones que contengan productos inamables líquidos o gaseosos.
- Tener siempre lejos de la zona de trabajo todo tipo de substancias inamables (madera, papel, cartón, trapos, etc.).
- Asegurarsesiempreunacorrecta circulación de aireo conmedios de aspiraciónque puedaneliminarelhumo producido
por la soldadura en las cercanías del arco.
- Tener siempre protegidos los ojos con vidrios inactínicos montados sobre máscaras o cascos. Utilizar siempre guantes
e indumentaria protectiva evitando en todo momento de exponer la epidermis al arco de soldadura.
9. INSTALACION
Ubicación
Debe ser un lugar que no presente obstáculos a las entradas y salidas del aire de ventilación. Vericar que en el mismo no
sean aspirados polvos, humos o vapores corrosivos, humedad, etc.
Conexión de los cables de soldadura
El cable con la pinza porta-electrodo va normalmente conectado al terminal positivo (3). El cable de masa va normalmente
conectado al terminal negativo (4)de lasoldadora,enelotroextremo delcable, lapinza de masavaconectada ala piezapara
soldaro a un bancometálico, siempre a una mínima distancia de la posición desoldadura. Ajustar a fondo losconectoresde
los cables de soldadura enlos respectivosbornesdeconexión rápida(3)y(4)paraevitarsobrecalentamientosindeseables y
consiguiente deterioramiento de los mismos. Evitar la utilización de cables con longitudes mayores de 10 m.
This manual suits for next models
3
Table of contents
Languages:
Other Linz Inverter manuals


















