AB172 LUXEON Neo 0.5mm2Application Brief 20180513 ©2018 Lumileds Holding B.V. All rights reserved. 2
Table of Contents
Introduction ...........................................................................1
Scope.................................................................................1
1. Component ........................................................................3
1.1 Reference Document .................................................................3
1.2 Description ..........................................................................3
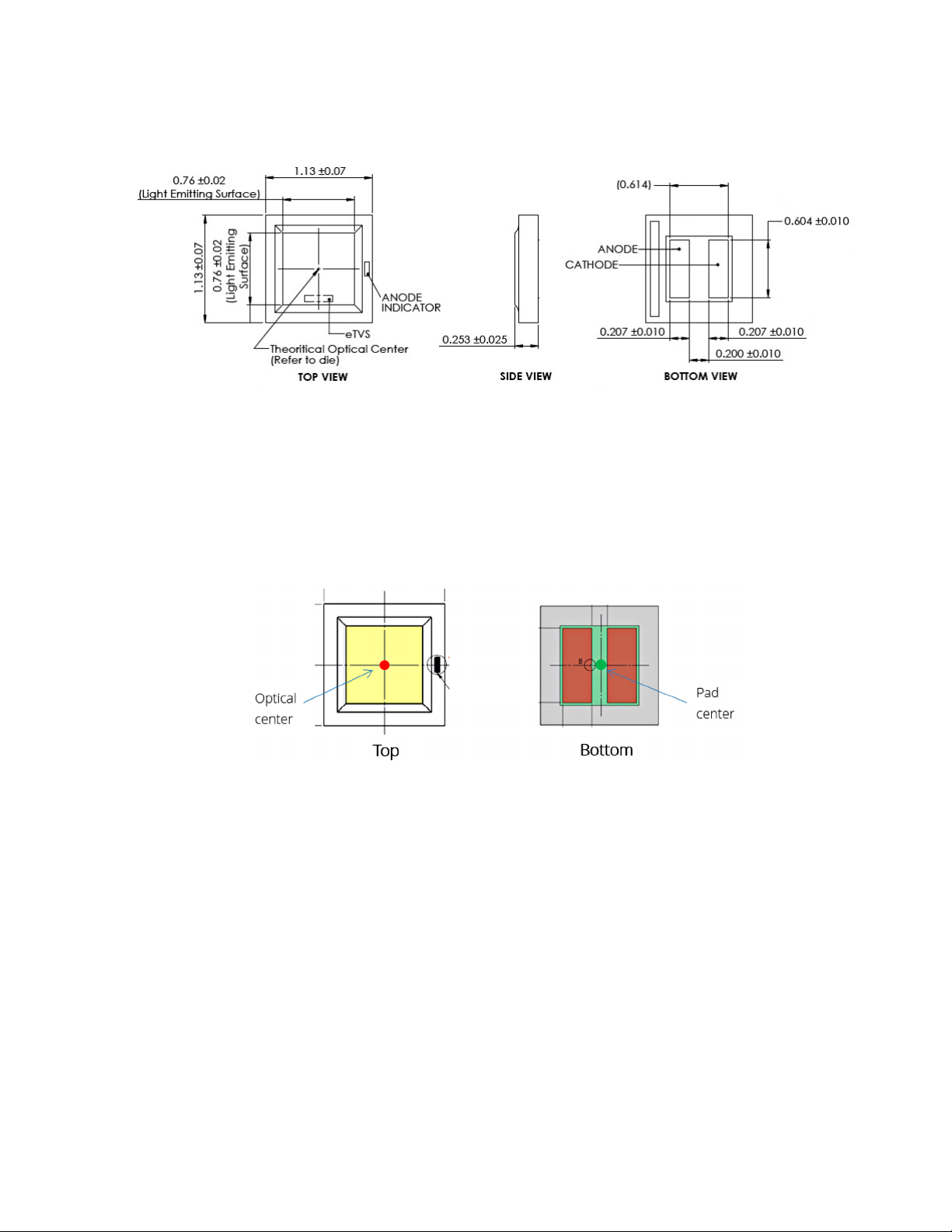
1.3 Form Factor .........................................................................4
1.4 Optical Center .......................................................................4
1.5 Polarity Marking......................................................................5
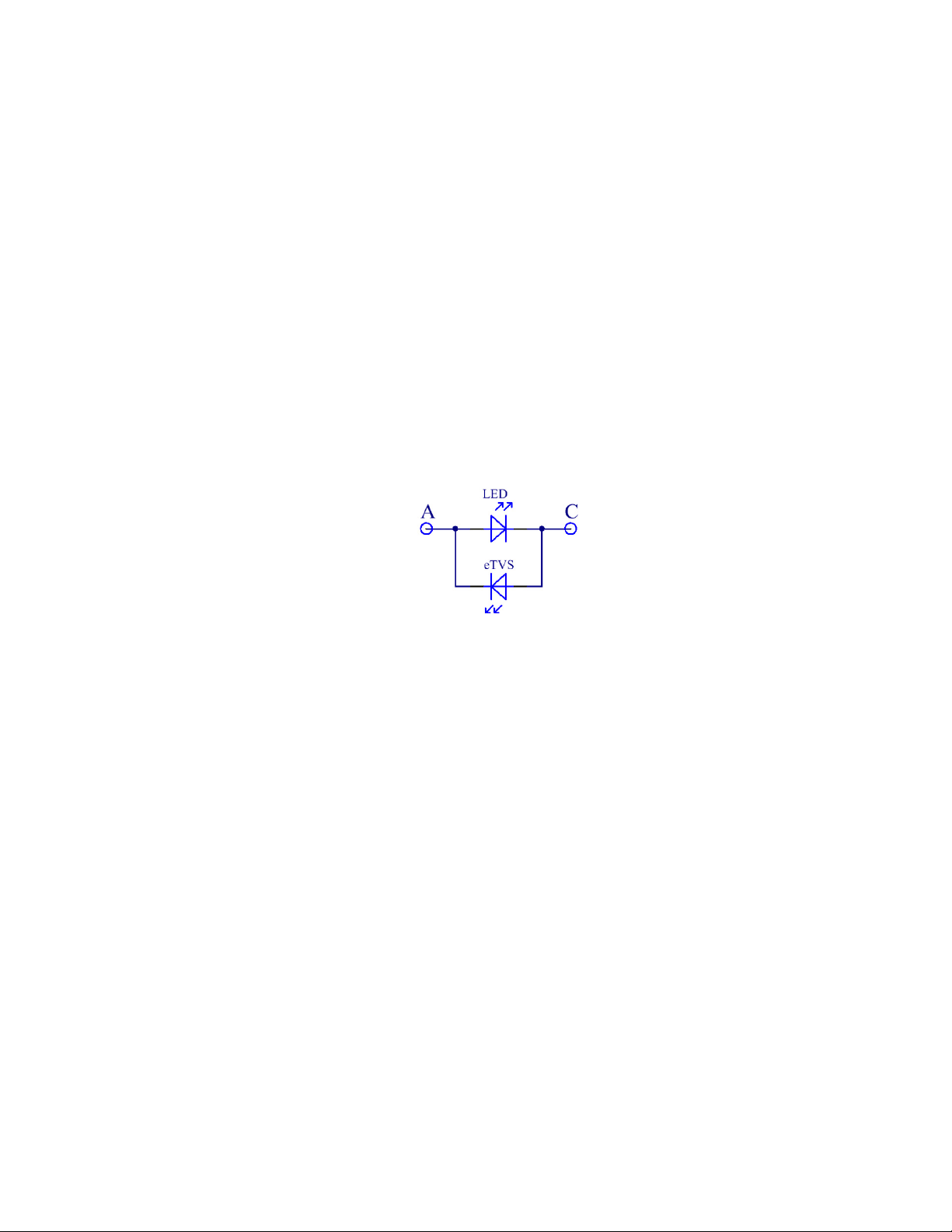
1.6 Side Coat Geometry ..................................................................5
1.7 Mechanical Files......................................................................6
2. Handling Precautions ................................................................6
2.1 Electrostatic Discharge Protection (ESD).................................................6
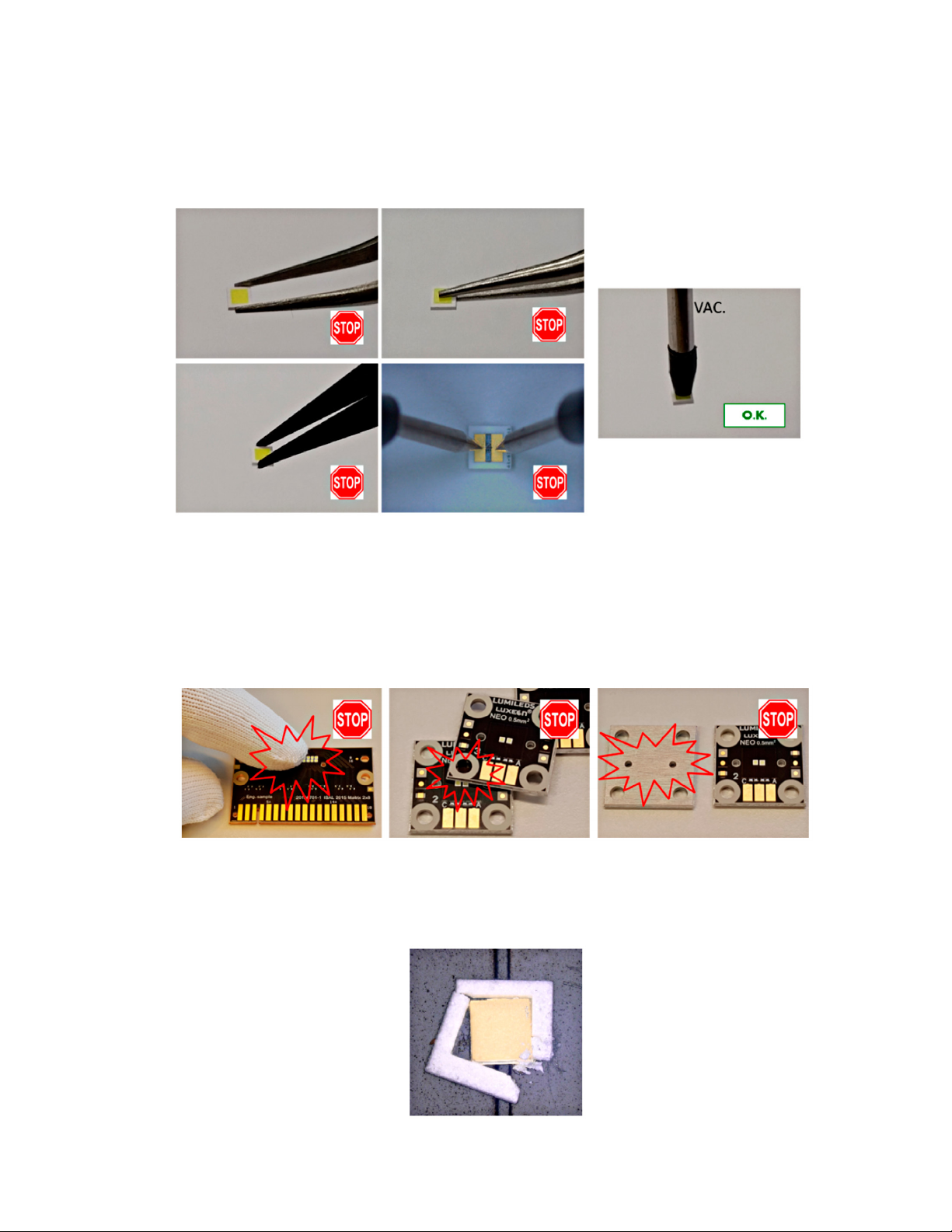
2.2 Component Handling .................................................................6
2.3 Cleaning ............................................................................8
3. Printed Circuit Board ................................................................8
3.1 PCB Requirements ...................................................................8
3.2 Footprint and Land Pattern............................................................8
3.3 Board Fiducial for Solder Mask Dened Footprint ........................................9
3.4 Array Conguration..................................................................10
3.5 Surface Finishing ....................................................................10
3.6 Solder Mask ........................................................................10
3.7 Silk Screen or Ink Printing ............................................................10
3.8 PCB Quality and Supplier.............................................................10
4. Thermal Management ..............................................................11
4.1 Thermal Resistance..................................................................11
4.2 Close-Proximity Thermal Performance .................................................13
4.3 Thermal Measurement Instructions ...................................................13
5. Assembly Process Recommendations and Parameters ..................................15
5.1 Solder Paste ........................................................................15
5.2 Stencil Design.......................................................................15
5.3 Stencil Printing......................................................................16
5.4 Pick and Place Nozzle ................................................................17
5.5 Placement Force/Height Control ......................................................18
5.6 Feed System........................................................................19
5.7 Vision Recognition...................................................................19
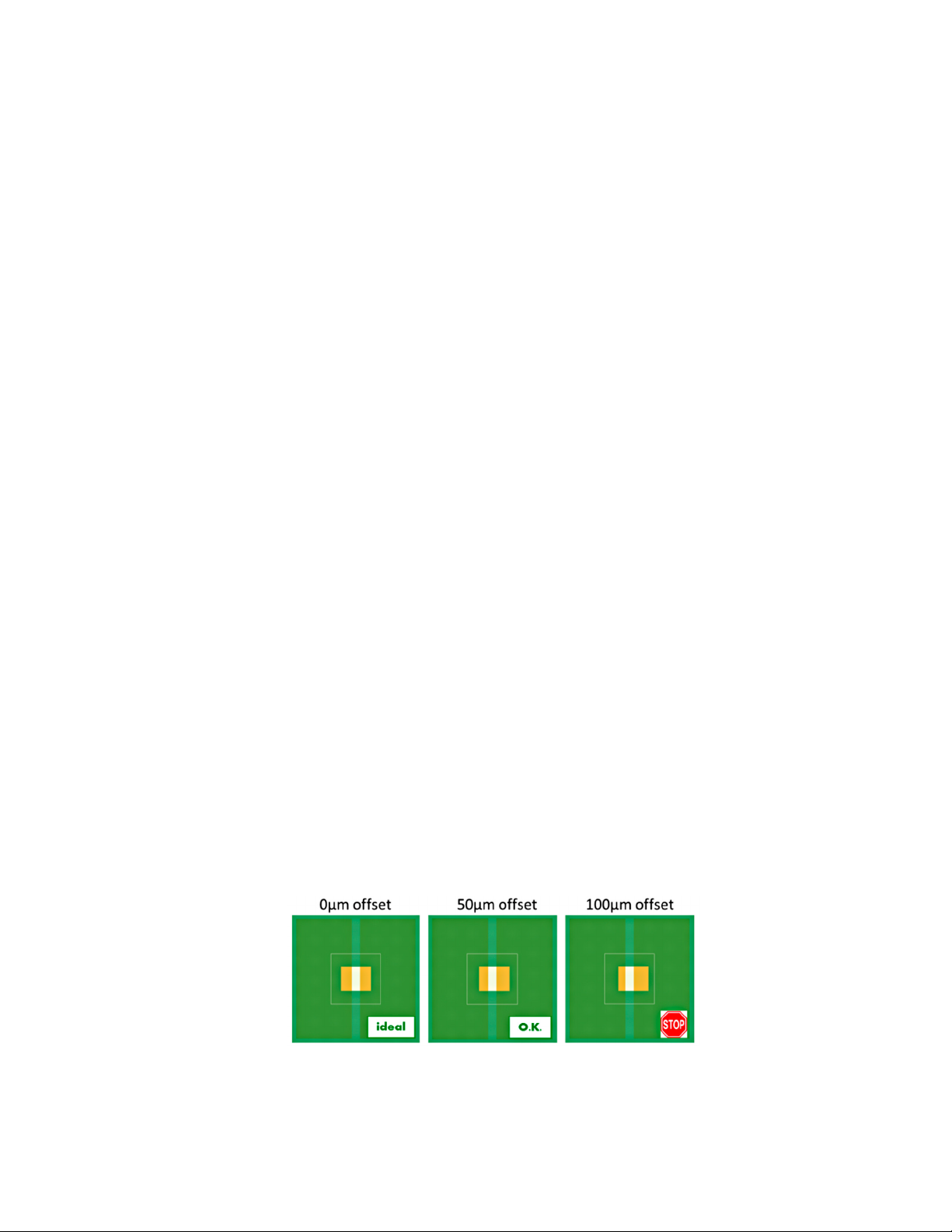
5.8 Placement Accuracy .................................................................20
5.9 Reow Prole .......................................................................20
5.10 Void Inspection ....................................................................21
5.11 Reow Accuracy ...................................................................22
5.12 Electrical Polarity Testing ............................................................23
5.13 Board Handling and Bending ........................................................23
5.14 Packing of Assembled LUXEON Neo Module...........................................24
6. Interconnect Reliability..............................................................24
7. JEDEC Moisture Sensitivity Level......................................................25
8. Packaging Considerations—Chemical Compatibility .....................................26