3
• der må ikke bruges beskadeligede svejsekabler eller inputkabler;
• svejsebrænderen må aldrig rettes mod operatøren eller mod enhver
anden person;
• elektrisitetskilden må ikke bruges uden dens paneler for at forebygge
ulykke eller ødelæggelse af apparatet.
1.4 BRANDSIKKERHED
• Der skal sikres, at det tilsvarende brandslukningsudstyr er tilgængeligt i
svejsezonen;
• Alle letantændelige materialer skal fjernes fra svejsezonen.
• Der skal sikres den tilsvarende gennemluftning i svejsningszoner. Hold
gang i en tilstrækkelig luftstrøm for at afværge ophobning af en eksplo-
siv eller toksisk gaskoncentration.
1.5 SKYDDANDE GAS
Der må kun bruges den rigtige gas i svejseprocessen. Der skal sikres, at
regulatoren, som er monteret på cylindren, arbejder korrekt. Husk at
cylindren ikke må pladseres tæt på nogle varmekilder.
1.6 ELEKTROMAGNETISK FORENELIGHED
Før installeringen af MIG/MAG energikilden, skal miljøet kontrolleres ved
at tage hensyn til følgende punkter:
• Der skal sikres, at der i nærheden af svejseapparatet ikke findes kabler
af andre elektiske apparater, kontrollinier, telefonledninger eller andet
lignende udstyr;
• Der skal sikres, at der i nærheden af svejseapparatet ikke findes telefo-
ner eller fjernsynsapparater, computere eller andre kontrolsystemer.
• Mennesker med elektroniske hjertestimulatorer eller høreapparater må
ikke opholde sig i nærheden af energikilden.
! I visse tilfælde kan det være nødvendigt at gennemføre ekstra sikker-
hedsarrangementer.
• Hvis der er forstyrrelser på strømforsyningslinien, skal der installeres et
E.M.C. filter mellem elektrisitetsnettet og apparatet;
• Outputkabler skal forkortes; de skal sættes sammen og ledes langs jor-
den;
• Efter vedligeholdelse skal alle apparatets paneler lukkes korrekt.
1.7 SVEJSEBESKYTTELSESGASSER
Gascylindere indeholder gasser, som er under tryk. Hvis cylinderen er
beskadiget, kan den eksplodere. Vær forsigtig i omgang med cylindere.
• På dette apparat må der kun bruges inerte eller brandsikre gasser for lys-
buens beskyttelse. Det er vigtigt at vælge den gas, som svarer til den
tilsvarende slags svejsning;
• Brug aldrig gas fra ikke identificerede cylindre eller beskadigede
cylindre;
• Tilslut aldrig gascylinderen direkte til svejseapparatet, brug trykregula-
toren;
• Den skal sikres, at trykregulator og målapparater arbejder korrekt;
• Smør aldrig regulatoren med olie eller fedt;
• Hver regulator er beregnet til brug sammen med en bestemt gas. Der skal
sikres, at regulator er beregnet til den beskyttelsesgas, som bliver brugt;
• Der skal sikres, at gascylinderen er fæstnet godt til svejseapparatet ved
hjælp af kæden, som leveres med apparatet;
• Cylindere må under ingen omstændigheder udsættes for ekstrem varme,
gnister, slagge eller ildframmer;
• Der skal sikres, at gasslangen altid er i god arbejdsorden;
• Der skal sørges for, at gasslangen pladseres på et sikkert afstand fra
arbejdszonen.
2.0 RÅD TIL INSTALLERING AF APPARATET
2.1 PLADSERING
• De steder, hvor det ikke er vådt eller støvet;
• De steder, hvor miljøtemperaturet er fra 0° til 40° C;
• De steder, hvor der ikke er olie, damp eller ætsende gasser;
• De steder, som ikke er udsat for ekstrem vibration eller stød;
• De steder, som ikke er udsat for direkte sollys eller regn;
• I afstanden 300 mm eller længere fra væggene eller lignende konstruk-
tioner, som kan afgrænse naturlig luftstrøm, som sikrer afkølingen.
2.2 VENTILATION
Fordi indåndig av svejserøg kan være sundhedsskadelig, skal der sikres
den efektive ventilation i svejsezonen.
DANSK
INDHOLD
1.0 Sikkerhedsnormer ..............................................................................3
2.0 Råd til installering af apparatet..........................................................3
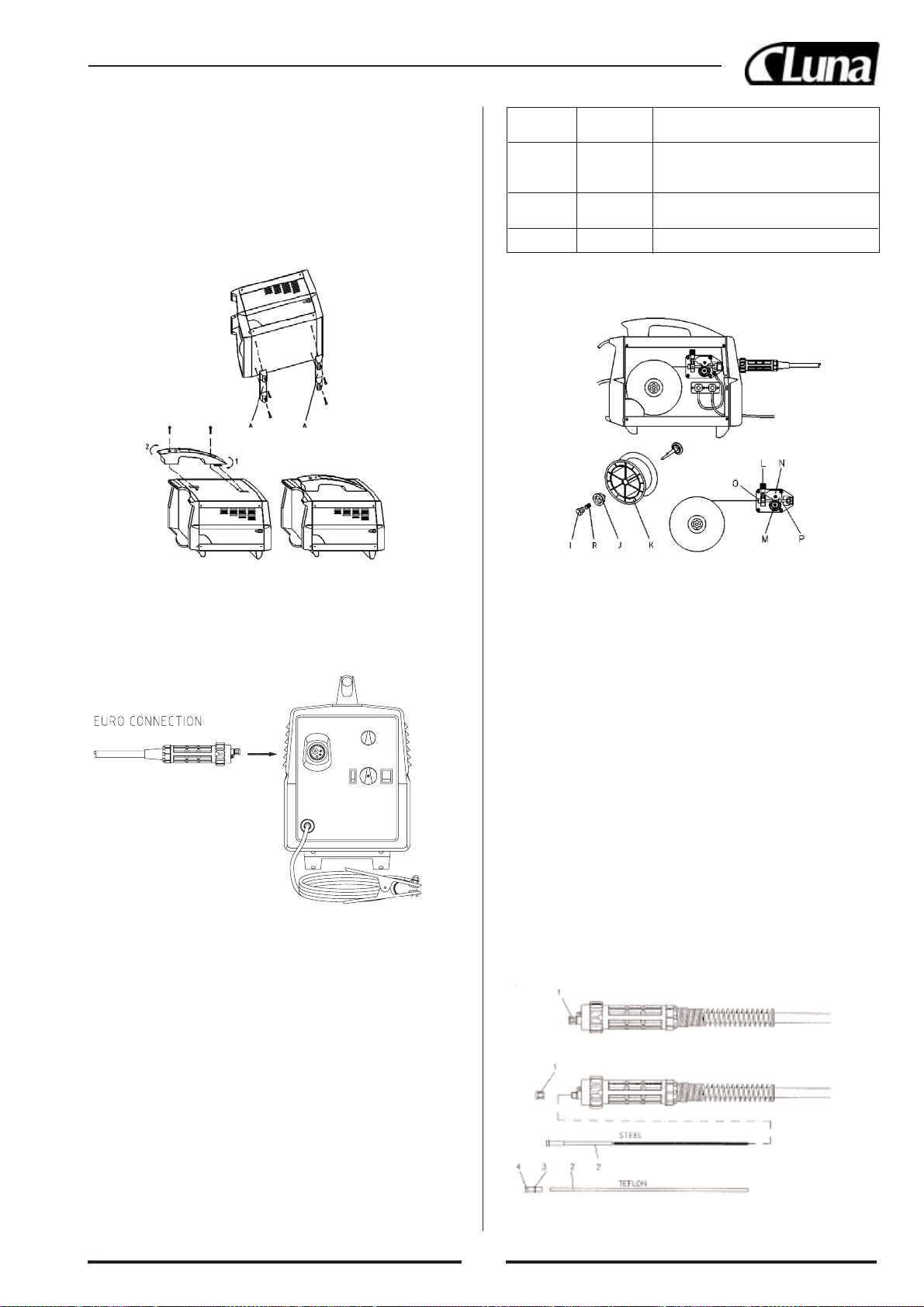
3.0 Montering...........................................................................................4
4.0 Tilslutning af gasflaske og gasregulator............................................4
5.0 Montering af svejsetråd .....................................................................4
6.0 Udskiftning af trådleder.....................................................................5
7.0 Svejsemaskinens betjeningsknapper..................................................5
8.0 MIG-svejsning ...................................................................................5
9.0 Svejsning med gas .............................................................................5
10.0 Forberedelse inden svejsning.............................................................5
11.0 Svejsning uden gas ............................................................................6
12.0 Fordele ved svejsning uden gas.........................................................6
13.0 Svejseprocedurer................................................................................6
14.0 Udskiftning af trådrullen....................................................................6
15.0 Svejsetips ...........................................................................................6
16.0 Justering af strømkilden.....................................................................6
17.0 Fejlsøgning.........................................................................................7
Kopplingsschema......................................................................................54
Reservedelslistor.......................................................................................55
EK overensstemmelseserklæring..............................................................57
1.0 SIKKERHEDSNORMER
1.1 ALMENE REGLER
Brugsanvisningen skal læses og forstås omhyggeligt af svejseren, service-
personalet og det tekniske personale.
1.2 PLADSERING
Hvis der ikke tages hensyn til sikkerheds- og brugsvejledning, kan enhver
slags svejseprocesser være farlige, ikke kun for operatøren, men også for
enhver person, som opholder sig i nærheden af svejseapparatet.
Følgende sikkerhedsarrangementer skal der tages hensyn til:
• Svejseapparatets operatører skal beskytte sig ved at bruge brandsikkert,
stramt beskyttelsestøj uden lommer eller smøgede bukseben.
• Svejseapparatets operatører skal have en beskyttelseshjelm af brandsik-
kert materiale på eller en ansigtbeskyttende maske, som også beskytter
halsen og ansigtet fra siderne. Beskyttelseslinser skal holdes rene og
udskiftes mod nye, så snart de gamle linser slår en revne eller går i styk-
ker. Det anbefales at installere et gennemsigtigt glasrude mellem linser-
ne og svejsezonen. Svejsningen skal gennemføres i et lukket rum, som
ikke er sammensluttet med andre arbejdsrum.
• Svejseapparatets operatører må under ingen omstændigheder se på den
elektriske lysbue uden tilsvarende øjebeskyttelse. Operatører skal altid
have beskyttelsebriller med sideskærme på, for at spån eller lignende
fremmedlegemer ikke rammer øjnene.
• For at forebygge røgdannelsen, skal metaloverflader renses grundigt fra
rust eller malinglag, før svejseprocessen påbegyndes. De steder, som er
blevet afrenset med opløsningsmidler, skal tørre før svejsningen.
• Svejsningen må ikke gennemføres på metaller som indeholder zink,
kviksølv, krom, graphite, bly, cadmium eller beryllium, eller er dækkede
med sådanne metaller, undtaget de tilfælder, når svejseren og de men-
nesker, som opholder sig i samme rum, bruger respirator forsynet med
luft.
1.3 SIKKERHEDSREGLER
Af sikkerhedsmæssige grunde skal der tages hensyn til følgende regler før
apparatet bliver tilsluttet til nettet:
• foran to polers hovedstikkontakt skal der installeres en tilsvarende to
polers afbryder; afbryderen skal være udstyret med en forsinkelses-
sikring;
• der skal skaffes en enfasers jordforbindelse ved hjælp af topolers stik-
kontakt, som er forbundet med den ovennævnte stikdåse;
• to polers inputkablets begge ledninger bliver brugt til forbindelsen med
enfasers net og den gul – grønne ledning bruges til den obligatoriske
jordforbindelse på svejsezonen;
• hvis arbejdet udføres i et begrænset rum, skal strømkilden efterlades
uden for svejsezonen og jordborbindelseskablet skal fastsættes på gens-
tanden som bliver svejset; i den slags vilkår må der ikke arbejdes i et
vådt sted;
• Der skal bruges den tilsvarende udstødningsventilation i arbejdszonen.
Der skal sikres den lokale udstødningsventilation, samt den tilsvarende
almene ventilation og luftcirkulation, især når arbejdet bliver gennemført
i et begrænset rum.