4
Læs vejledningen omhyggeligt igennem inden installation og ibrugtagning. Vej-
ledningen skal altid være tilgængelig for de personer, der skal installere, betjene
og vedligeholde maskinen.
DANSK
BETJENINGSVEJLEDNING
1.0 SIKKERHEDSANVISNINGER ..................................................................... 4
2.0 INSTALLATIONSANBEFALINGER ............................................................. 5
3.0 INDLEDNING ................................................................................................ 5
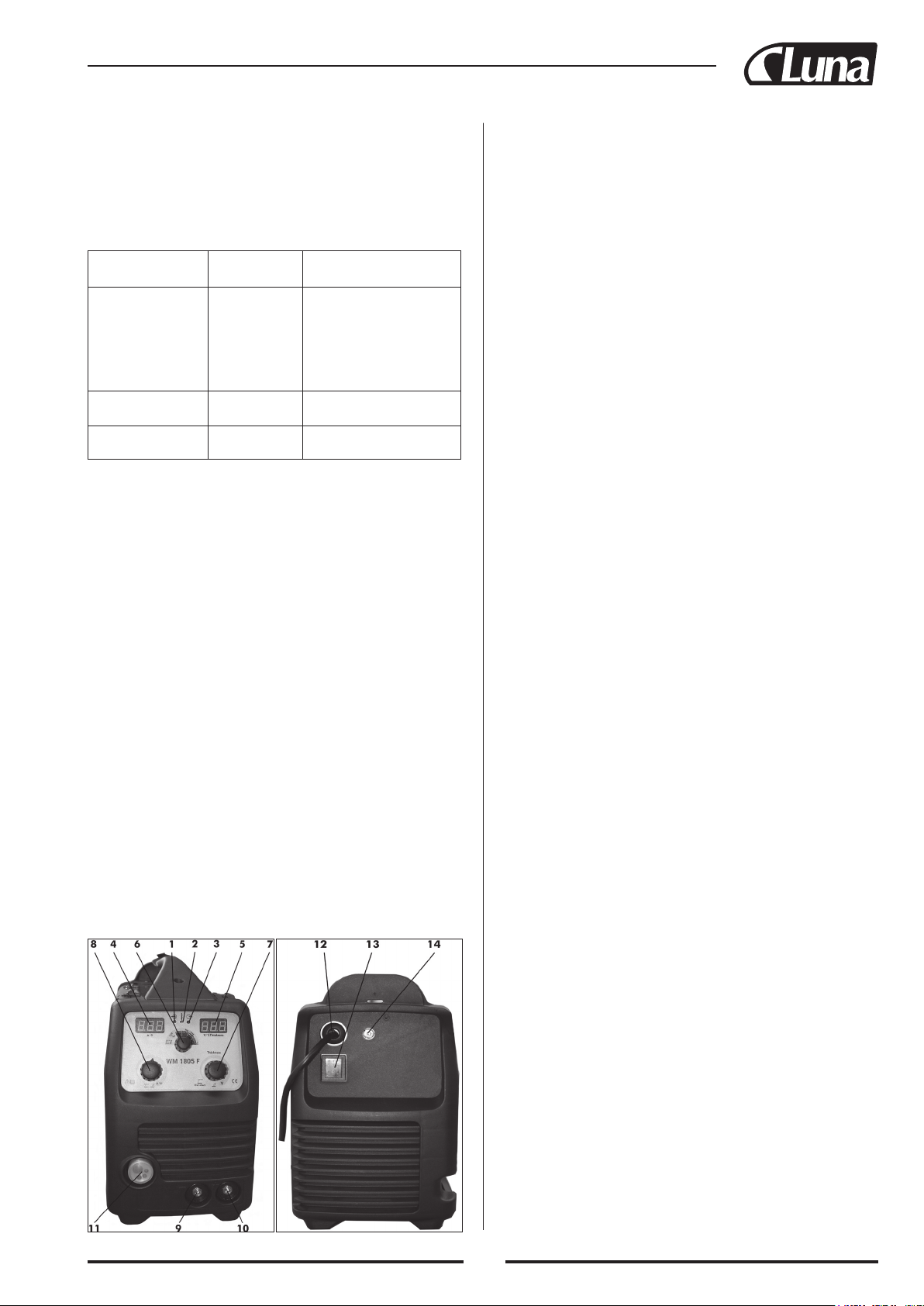
4.0 KEND DIN SVEJSEMASKINE ..................................................................... 6
5.0 STAVSVEJSNING, ”SMAW” ......................................................................... 7
6.0 TIG-SVEJSNING, ”GTAW” MED LIFT START ........................................... 8
7.0 MIG, ”GMAW” - FLUSFYLDT TRÅD, ”FCAW”-SVEJSNING .................. 9
8.0 VALG AF BESKYTTELSESGAS .................................................................11
9.0 SVEJSETIP OG VEDLIGEHOLDELSE .......................................................11
10.0 FEJLSØGNING ............................................................................................. 12
Kopplingsschema ..................................................................................................... 58
Reservdelslista ......................................................................................................... 60
EK-overensstemmelseserklæring ............................................................................. 62
1. SIKKERHEDSANVISNINGER
1.1 INDLEDNING
1.2 PERSONLIGEVÆRNEMIDLER
Svejseprocesser af enhver art kan være farlige, ikke kun for operatøren, men
også for personer der bender sig i nærheden af udstyret, hvis sikkerheds-
og betjeningsforskrifter ikke overholdes nøje.
Lysbuenerskadeligforøjneneogkanforårsagebrandsårpåhuden.
Svejsebuengenerereretmegetskarptultravioletoginfrarødtlys.Disse
lysbuerkanskadeøjneneogforårsagebrandsårpåhuden,hvisduikke
erordentligtbeskyttet.
• Bær en dækkende, ikke-brændbar beskyttelsesdragt uden lommer og
opsmøgede bukseben, handsker og sko med isolerende sål og tåforstærk
ning. Undgå tøj, der er smurt ind i olie og fedt.
• Anvend en ikke-brændbar svejsehjelm med de foreskrevne lterlinser.
Den skal være designet på en måde, så den beskytter halsen og ansigtet,
også på siderne. Hold beskyttelseslinserne rene og udskift beskadigede,
revnede eller tilstænkede glas. Anbring et gennemsigtigt stykke glas
mellem beskyttelseslinsen og svejseområdet.
• Udfør svejsningen i et afskærmet område, som ikke står i forbindelse
med andre arbejdsområder.
• Se aldrig ind i en lysbue uden korrekt beskyttelse af øjnene. Benyt sik
kerhedsbriller med sideskærme for at beskytte øjnene mod yvende par
tikler.
Gasserogrøg,somdannesundersvejseprocessen,kan
værefarligeogsundhedsskadelige.
• Sørg for en passende udsugningsventilation på stedet. Dette skal tilve
jebringes via en mobil udsugningskappe eller et fastmonteret system på
arbejdsbænken, som leverer udsugningsventilation fra siderne, forfra
og fra undersiden, men ikke over bænken, så man undgår, at støv og
røggasser stiger til vejrs. Der skal sørges for lokal udsugningsventila
tion sammen med tilstrækkelig generel ventilation og luftcirkulation,
især når arbejdet udføres i et lukket rum.
• Metaloverader skal være grundigt afrenset for rust eller maling, før
svejseprocessen udføres, for at undgå dannelsen af skadelige røggasser.
Emner, der affedtes med et opløsningsmiddel, skal tørres, før de svejses.
• Vær meget forsigtig ved svejsning af metaller, som indeholder et eller
ere af følgende stoffer:
Antimon • Beryllium • Kobolt • Mangan • Selen • Arsen • Cadmium •
Kobber • Kviksølv • Sølv • Barium • Krom • Bly • Nikkel • Vanadin
• Fjern alle klorerede opløsningsmidler fra svejseoveraden, før der
svejses. Visse klorerede opløsningsmidler nedbrydes, når de udsættes
for ultraviolet stråling, og danner fosgengas (nervegas).
Brandogeksplosionerkanforårsagesafvarmeslagger,
gnisterellersvejsebuen.
• Opbevar en godkendt brandslukker af korrekt størrelse og type i nær
heden af arbejdsområdet. Afprøv den jævnligt for at sikre, at den fung
erer korrekt;
• Fjern alle brændbare materialer fra arbejdsområdet. Hvis de ikke kan
fjernes, skal de beskyttes med brandsikre tildækninger;
• Sørg for tilstrækkelig ventilation på arbejdsområdet. Oprethold en
passende luftcirkulation for at forebygge akkumulering af eksplosive
eller giftige koncentrationer af gasser;
• Svejs aldrig på beholdere, som kan have indeholdt brændbare materia
ler;
• Tjek altid svejseområdet for at sikre, at det er fri for gnister, slagger,
glødende metal og åben ild;
• Arbejdsområdet skal have brandsikkert gulv.
1.3 FOREBYGGELSEAFBRAND
ADVARSEL:ELEKTRISKSTØDKANVÆRE
LIVSFARLIGT!
• En person, som er uddannet i førstehjælp, skal altid være til stede på
arbejdsområdet; hvis en person ndes bevidstløs og der er mistanke
om elektrisk stød, må man ikke berøre personen, hvis hun eller han
er i kontakt med elektriske kabler eller ledninger. Afbryd strømmen
til maskinen, og giv derefter førstehjælp. Brug et stykke tørt træ eller
et andet isolerende materiale om nødvendigt til at ytte kabler væk fra
personen.
• Bær altid tørre handsker og tørt tøj. Isolér dig selv fra arbejdsemnet og
andre dele af svejsekredsløbet.
• Sørg for at strømforsyningen er korrekt jordet.
• Undgå at vikle svejse- eller jordkabler rundt om kroppen.
• Berør aldrig og kom aldrig i fysisk kontakt med dele af forsynings
strømkredsen eller svejsestrømkredsen.
Elektriskadvarsel:
• Alle slidte eller beskadigede dele skal repareres eller udskiftes.
• Særlig omhu skal udvises ved arbejde i våde eller fugtige områder.
• Udstyret skal installeres og vedligeholdes i overensstemmelse med de
lokale forskrifter.
• Strømforsyningen skal frakobles før ethvert service- eller reparationsar
bejde.
• Hvis du mærker det mindste elektriske stød, skal du straks afbryde
svejsningen og ikke bruge anlægget, før fejlen er fundet og udbedret.
1.4 ELEKTRISKSTØD
1.5 STØJ
Støj kan forårsage permanente høreskader. Svejseprocesser kan frembringe
støjniveauer, som overskrider grænseværdierne. Derfor skal du beskytte
dine ører mod støj for at forebygge permanente høreskader.
• Benyt ørepropper og/eller høreværn for at beskytte hørelsen mod støj.
• Støjniveauet skal måles for at sikre, at decibelniveauet (støjen) ikke
overstiger grænseværdierne.
1.6 ELEKTROMAGNETISKKOMPATIBILITET
Før installation af svejsemaskinen skal der gennemføres en inspektion af det
omgivende miljø, hvor følgende retningslinjer skal overholdes:
• Sørg for at der ikke er andre strømforsyningskabler, styreledninger, tele
fonledninger eller andet udstyr tæt på maskinen.
• Sørg for at der ikke er nogle radiomodtagere, tv-apparater, computere
eller andre styresystemer tæt på maskinen.
• Personer med pacemaker eller høreapparat skal holde sig langt væk fra
strømkilden.
!Isærligetilfældekanspeciellebeskyttelsesforanstaltningerværenød-
vendige.
Interferens kan reduceres ved at følge nedenstående forslag:
• Hvis der er interferens i strømforsyningsledningen, kan et EMT-lter
monteres mellem strømforsyningen og strømkilden;
• Udgangskablerne fra strømkilden bør ikke være for lange, holdes sam
let og være jordforbundne;
• Efter vedligeholdelse skal alle paneler på strømkilden sættes korrekt på
plads.