Mannesmann Demag ESR AX25 Series User manual
1
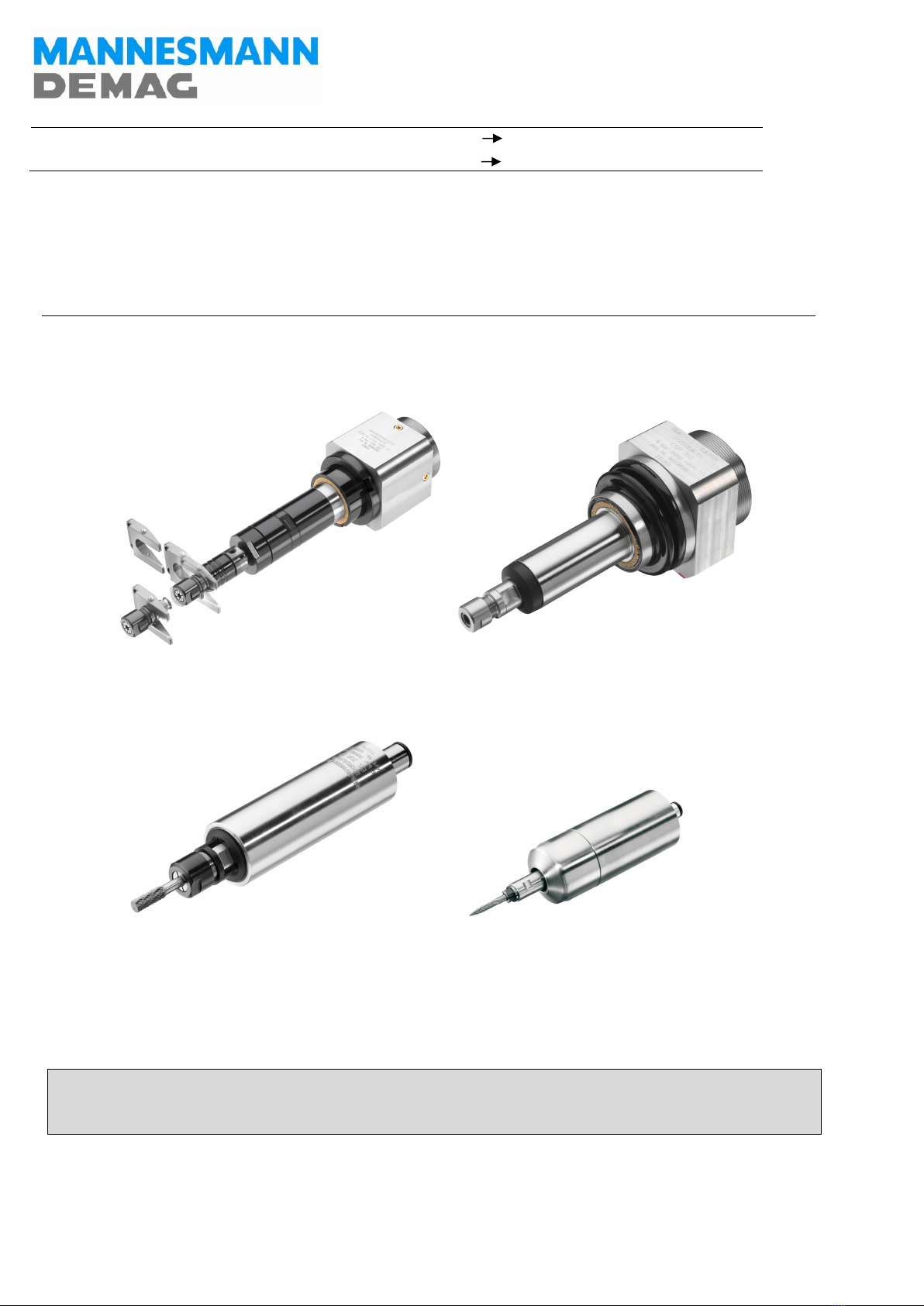
Flexible Roboterspindeln
Starre Schleifspindeln
Flexible robot spindles
Fixed grinding spindles
08/2023
Einbauanleitung Deutsch
Installation instructions
English
2
9
Typen/Types ESR … AX25
Typen/Types ESR …
Typen
/Types
ES… / EST…
Partner
to
the
Profes
sionals
Deutsch
2
Die Nichteinhaltung dieser Gefahren- und Sicherheitshinweise kann zu Verletzungen führen.
Der Arbeitgeber ist verpflichtet, die in dieser Betriebsanweisung gegebenen Informationen dem
Werker zugänglich zu machen.
Nachstehend wichtige Sicherheitssymbole:
1 2 3 4 5 6 7
Gefahr Augenschutz
tragen
Gehörschutz
tragen
Atemschutz
benutzen
Geeignete
Arbeitsklei-
dung tragen
Geeignete
Arbeitsklei-
dung tragen
Informations-
und Sicherheits-
hinweise
Die Maschinen werden zum Bürsten und Entgraten von verschiedenen Materialien eingesetzt.
Jeglicher Missbrauch der Maschinen außerhalb der obengenannten Einsatzgebiete ist ohne
Zustimmung durch den Hersteller nicht zulässig. Bei Zuwiderhandlung entfällt jegliche
Haftung für Folgeschäden.
Aus Gründen der Produkthaftung und Betriebssicherheit müssen alle Änderungen an
den Maschinen und / oder Zubehör vom dafür verantwortlichen Techniker des Herstellers
genehmigt werden.
Für Schäden, die durch Nichtbeachten der Einbauanleitung oder des Sicherheitshinweises oder
unsachgemäße Reparatur sowie die Verwendung von nicht Original Ersatzteilen entstehen, wird
keine Haftung übernommen. Änderungen, die dem technischen Fortschritt dienen, behalten wir
uns vor.
Die Maschinen sind gegenüber elektrischen Kraftquellen nicht isoliert.
Die Maschinen sind nicht zum Gebrauch in explosionsgefährdeter Atmosphäre zugelassen.
2 Sicherheitshinweise
Beim Einsatz oder Wartung der Maschine stets Augenschutz tragen.
Diesen Sicherheitshinweis und die Einbauanleitung bitte vor Inbetriebnahme der Maschine
gründlich durchlesen und beim Betrieb genau befolgen.
Maschine und Zubehör dürfen nicht zweckentfremdet eingesetzt werden.
Stets geeignete Schutzkleidung tragen. Schützen Sie Ihre Hände, Augen, Haare und Kleidung
vor dem Erfassen durch rotierende Teile.
Maschine nur mit ausgeschaltetem Ventil und eingespanntem Werkzeug an das Druckluftnetz
anschließen.
Halten Sie Ihre Hände vom eingesetzten Werkzeug und dem rotierenden Spannfutter fern!
Vorgeschriebene Schnittgeschwindigkeit nicht überschreiten!
3 Einbau der Maschine
Die Befestigung der Roboterspindeln muss über das Gewinde bzw. den vorgesehenen
Gewindebohrungen am Gehäuse erfolgen.
Die Roboterspindeln dürfen nicht am Gehäuse geklemmt werden, da die Auslenkung beeinflusst
wird und eine ordnungsgemäße Funktion nicht gewährleistet ist.
Starre Schleifspindeln müssen über geeignete Klemmflansche befestigt werden. Eine punktuelle
Klemmung ist zu vermeiden.
1
Vorgesehener Einsatz
Deutsch
3
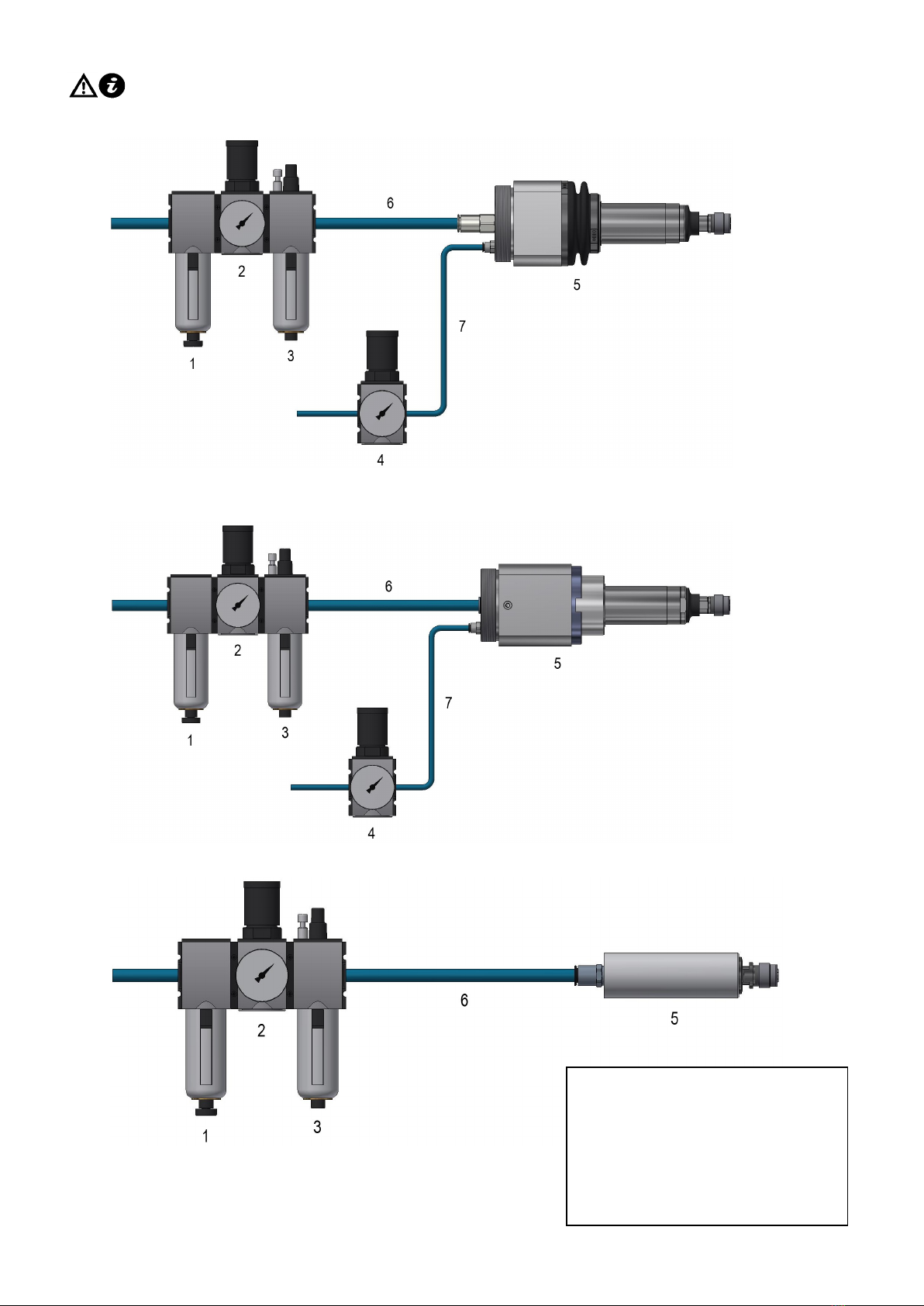
4 Anschluss
Abbildung 1 – Anschluss Roboterspindel radial
Abbildung 2 – Anschluss Roboterspindel axial
Abbildung 3 – Anschluss Schleifspindel starre Ausführung
Legende:
1 Filter
2 Druckregelventil
3 Öler
4 Präzisionsdruckregler
5 Roboterspindel / Schleifspindel
6 Zuluftschlauch Spindelantrieb
7 Zuluftschlauch Auslenkung
Deutsch
4
5 Um den einwandfreien Betrieb der Spindel zu gewährleisten sind nachfolgende
Punkte unbedingt zu beachten!
Der Anschluss der Maschine ist entsprechend Abbildung 1-3 vorzunehmen.
Der Schlauch zwischen Wartungseinheit und Maschine sollte nicht länger als 3 Meter sein.
Die Luft für die Auslenkung muss nicht geölt sein.
Beachten Sie die erforderliche Luftmenge beim gleichzeitigen Einsatz mehrerer Maschinen.
Auf den richtigen Innendurchmesser des Zuluftschlauches zur Spindel achten! Siehe hierzu
Technische Daten der Maschine (www.mannesmann-demag.com). Bei überlangen Schläuchen ist
der Innendurchmesser der Schlauchlänge anzupassen.
Achten Sie auf die ausreichende Durchflussmenge der Wartungseinheit.
Betreiben Sie jede Spindel mit einer separaten Wartungseinheit.
Montieren Sie die Wartungseinheit in einer Ebene oder oberhalb zur Spindel, um eine
zuverlässige Schmierung zu gewährleisten.
5.1 Schmieröl
Als Schmieröl: Harz- und säurefreies Öl der Viskositätsklasse HL 32 verwenden.
Als Schmierfett: Mehrzweckfett für Wälz-, Gleitlager und Getriebe, harz- und säurefrei
NLGI Klasse: 2 | Verseifungsart: Lithium | Tropfpunkt: 185 °C | Walkpenetration: 265 – 295
8 Werkzeugwechsel allgemein
Zangenspindel mit passendem Schlüssel festhalten und Mutter öffnen.
Eventuell festsitzende Einsteckwerkzeuge durch leichtes Klopfen auf den Schaft lösen und
entnehmen.
Beim Einwechseln Einsteckwerkzeuge mindestens 10mm in Spannzange einführen.
Maximale Auskraglänge des Einsteckwerkzeugs gem. Herstellerangaben beachten.
Mutter anziehen und Werkzeug auf festen und zentrierten Sitz prüfen.
Bei Maschinen, bei denen die Abluft über ein Gewindeanschluss erfolgt, kann die Abluft abgeführt
werden. Die Abluftführung kann über einen Schlauch oder einen Abluftentöler erfolgen. Alternativ
kann ein Schalldämpfer oder eine Drehzahldrossel eingesetzt werden. Bitte beachten Sie, dass
diese Maßnahmen zu einer Drosselung der Drehzahl der Maschine führen.
Vor dem Anschluss der Maschine ist die Druckluftleitung (der Druckluftschlauch) gut
durchzublasen, um eventuell vorhandene Schmutzpartikel zu entfernen.
Prüfen Sie vor Anschluss der Maschine ihre Druckluft auf Wassergehalt. Wasser, Korrosion etc. im
Leitungsnetz verursachen Rost innerhalb der Maschine und damit einen hohen Verschleiß bzw.
Ausfall der Maschinen. Vorgeschriebene Luftqualität gemäß DIN ISO 8573-1, Qualitätsklasse 4.
Die Ölliefermenge auf 1-2 Tropfen (1 Tropfen = 15 mm³) pro Minute einstellen. Druckluftmaschinen
benötigen ca. 50 mm³ Öl pro 1000 Normliter.
Turbinenspindeln benötigen keine geölte Zuluft.
An der Wartungseinheit einen Betriebsdruck von max. 6,3 bar einstellen. Ölstand kontrollieren und
ggf. Öl nachfüllen.
Prüfen Sie die korrekte Ölliefermenge der Wartungseinheit. Maschine hierzu ca. 5 min im Leerlauf
betreiben und auf konstante Drehzahl achten. Bei Abfall der Drehzahl muss Schmierung erhöht
werden!
Im produktiven Einsatz Maschine generell nicht im Leerlauf betreiben, um unnötigen Verschleiß zu
vermeiden.
Überdimensionale Werkzeugeinsätze haben Unfallgefahr zur Folge. Profilschleifkörper:
Ausspannlänge und Durchmesser gemäß DIN 69170.
Scheiben- und Hartmetallfräser: Zulässige Umfangsgeschwindigkeit keinesfalls überschreiten.
Die Maschine kann sich während des Betriebs auf bis zu 65° Celsius am vorderen Gehäuse
erhitzen. Dies stellt keine Fehlfunktion dar.
6
A
bluftführung
7
Inbetriebnahme

Deutsch
5
9 Werkzeugwechsel - mit Schnellwechselfutter
9.1 Allgemein
Prüfen Sie Greifer, Schnellwechselfutter und Spannzangenhalter vor Benutzung auf
Verschmutzung und reinigen Sie sich berührende Bereiche an Greifer (Führungsschiene und
Schrägfläche) und Spannzangenhalter (Führungsnut).
Prüfen Sie die Teile auf Leichtgängigkeit und Beschädigungen. Beschädigte Teile dürfen nicht
eingesetzt werden.
Prüfen Sie Sitz und Funktion der Haltekugeln am Greifer.
Die Funktionalität der Greifer und Schnellwechselfutter ist in jeder Position gegeben. Prüfen Sie
den sicheren Sitz der Spannzangenaufnahme.
9.2 Greifer
Prüfen Sie den festen Sitz der Befestigungsschrauben des Greifers.
Prüfen Sie die Funktion und Gängigkeit der Haltekugeln.
9.3 Einsetzen von Einsteckwerkzeugen
Mutter mit passendem Schlüssel öffnen, dazu Spannzangenhalter mit dem mitgelieferten, zweiten
Schlüssel über die Schlüsselflächen der Führungsnut fixieren.
Eventuell festsitzende Einsteckwerkzeuge durch leichtes Klopfen auf den Schaft lösen und
entnehmen.
Beim Einwechseln Einsteckwerkzeuge mindestens 10mm in Spannzange einführen.
Maximale Auskraglänge des Einsteckwerkzeugs gem. Herstellerangaben beachten.
Mutter anziehen.
Einsteckwerkzeug auf festen und zentrierten Sitz prüfen.
Vorbereitete Einsteckwerkzeuge mit dem Spannzangenhalter in einen Greifer oder ein
Schnellwechselfutter einsetzen.
Auf korrekten Sitz im Greifer achten, Spannzangenhalter muss hinter den Haltekugeln eingerastet
sein.
9.4 Automatisiertes Wechseln/ Ablage in Greifer
Diese Beschreibung entspricht dem Wechseln bei robotergeführter Spindel und fest installiertem
Greifer.
Bei der Situation Spindel auf Ständer, Greifer an Roboterarm angebaut bitte analog vorgehen.
Anfahren des Greifers Einrasten im Greifer Entfernung Bürste
Beim Anfahren an den Greifer ist zu beachten, dass die abgeschrägte Seite des Greifers zur
Hülse des Schnellwechselfutters zeigt, um die Hülse weg zu schieben.
Die Führungsschiene des Greifers muss leichtgängig in die Führungsnut der Spannzangenhalters
eingreifen. Auf das Einrasten der Haltekugeln achten.
Schnellwechselfutter anschließend in Längsachse des Schnellwechselfutters entfernen.
Die Bewegungen dürfen nicht zu Verkantungen führen.
This manual suits for next models
23
Table of contents
Languages:
Other Mannesmann Demag Industrial Equipment manuals


















