SvenSka 4
SÄKERHETSANVISNINGAR.......................................................................................................................4
Undvik elolycksfall..............................................................................................................................4
Vid svetsning bildas hälsoskadlig rök/gas..........................................................................................4
Ljuset från svetsbågen skadar ögon och hud ....................................................................................4
Brandfara............................................................................................................................................4
Buller kan orsaka hörselskada ...........................................................................................................5
Vid fel på utrustningen........................................................................................................................5
SÄKERHETSÅTGÄRDER.......................................................................................................................5
Arbetsmiljö..........................................................................................................................................5
Säkerhetsanvisningar.........................................................................................................................5
TEKNISKA DATA .........................................................................................................................................5
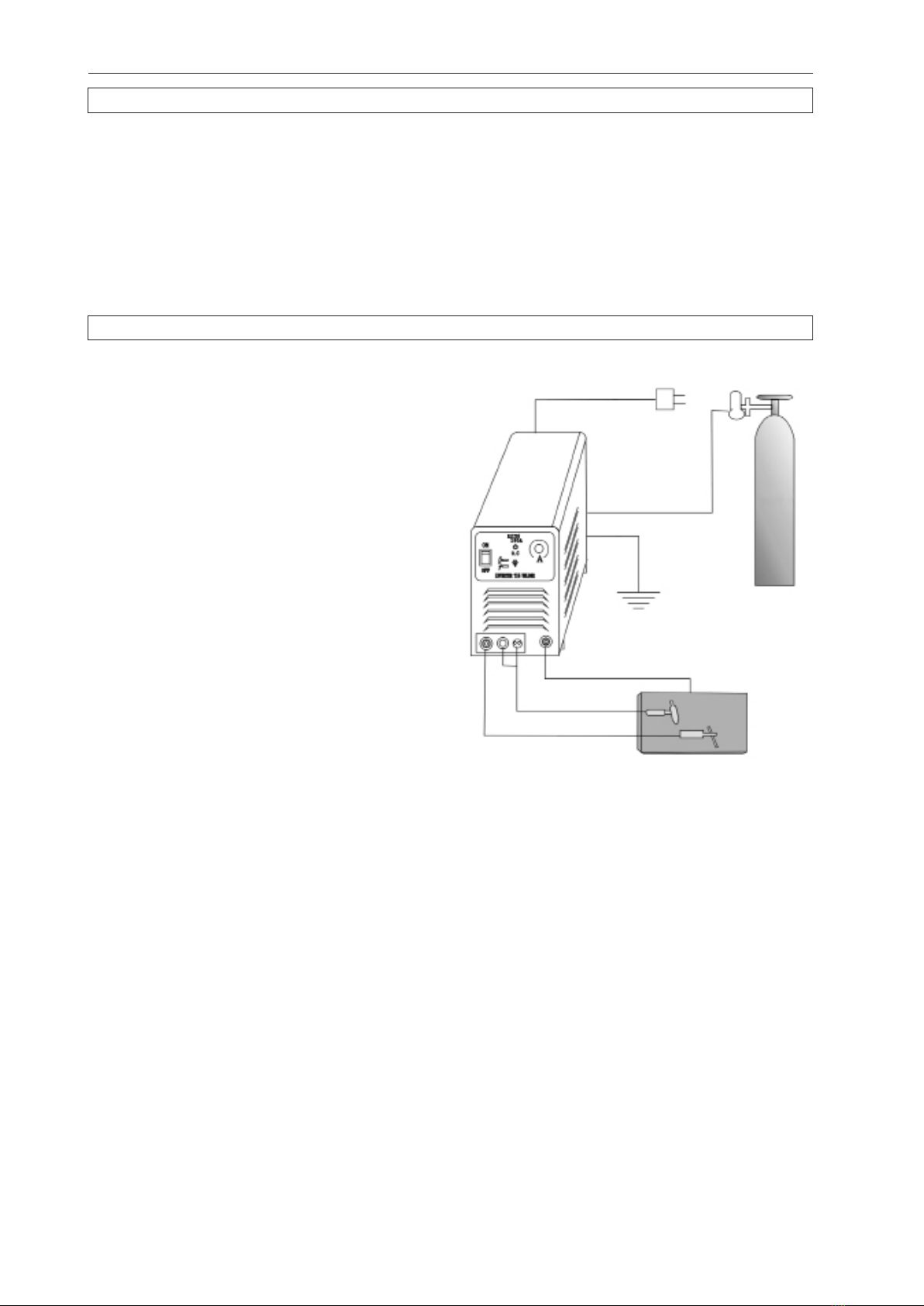
Installation ..........................................................................................................................................6
Anslutning av spänningsförsörjningskabel .........................................................................................6
Anslutning av svetshandtagskabel.....................................................................................................6
Användning ........................................................................................................................................7
UNDERHÅLL................................................................................................................................................8
FELSÖKNING ..............................................................................................................................................8
Svart svetsställe .................................................................................................................................8
Bågen är svår att tända och slocknar lätt...........................................................................................8
Instabil svetsström..............................................................................................................................8
norSk 11
SIKKERHETSANVISNINGER.................................................................................................................... 11
Unngå el-ulykker .............................................................................................................................. 11
Ved sveising dannes helseskadelig røyk/gass................................................................................. 11
Lyset fra sveisebuen skader øyne og hud........................................................................................ 11
Brannfare.......................................................................................................................................... 11
TEKNISKE DATA .......................................................................................................................................12
Støy kan forårsake hørselsskader....................................................................................................12
Ved feil på utstyret............................................................................................................................12
SIKKERHETSANVISNINGER...............................................................................................................12
Arbeidsmiljø......................................................................................................................................12
Sikkerhetsanvisninger ......................................................................................................................12
Installasjon .......................................................................................................................................13
Tilkobling av spenningstilførselskabel ..............................................................................................13
Tilkobling av sveisehåndtakskabel ...................................................................................................13
Bruk .................................................................................................................................................14
Svart sveisested...............................................................................................................................15
Buen er vanskelig å tenne og slukner lett ........................................................................................15
Ustabil sveisestrøm..........................................................................................................................15
PolSki 18
ZASADY BEZPIECZEŃSTWA....................................................................................................................18
Unikaj porażenia prądem .................................................................................................................18
Podczas spawania powstaje szkodliwy dla zdrowia dym/gaz..........................................................18
Światło emitowane przez łuk spawalniczy powoduje uszkodzenia oczu i skóry ..............................18
Niebezpieczeństwo pożaru ..............................................................................................................18
Hałas może spowodować uszkodzenie słuchu ................................................................................19
W przypadku usterek sprzętu...........................................................................................................19
ŚRODKI BEZPIECZEŃSTWA...............................................................................................................19
Miejsce pracy ...................................................................................................................................19
Zasady bezpieczeństwa...................................................................................................................19
DANE TECHNICZNE .................................................................................................................................19
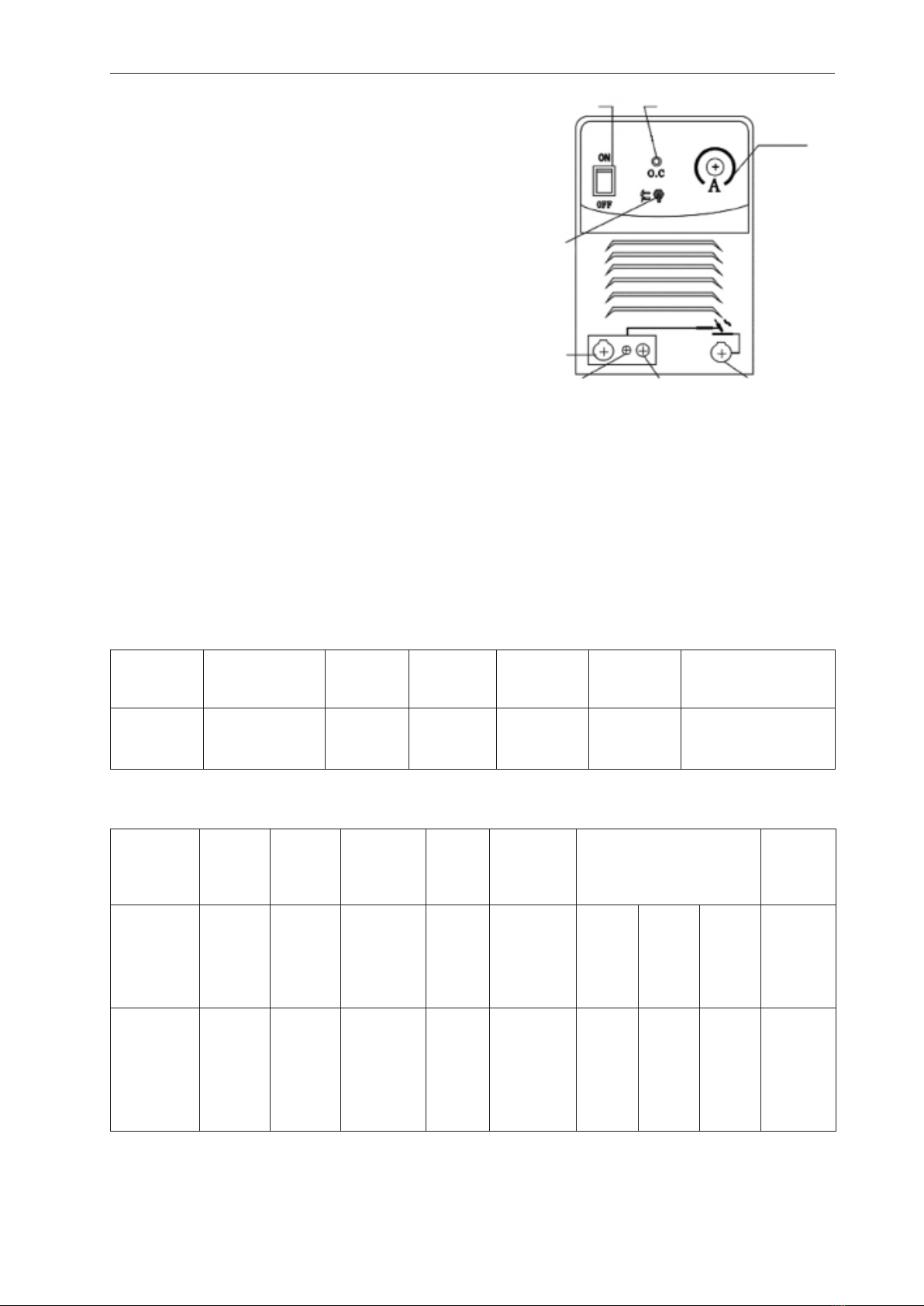
OPIS ..........................................................................................................................................................20
OBSŁUGA ..................................................................................................................................................20
Instalacja ..........................................................................................................................................20