MIDWEST FASTENERS CD50 User manual

CD 50
Solid State
Capacitor Discharge
StudWelding System
Owner’s Manual
• Installation
• Operation
• Maintenance

©2001
MIDWEST FASTENERS, INC.
, all rights reserved.
450 Richard Street
Miamisburg, OH 45342
Phone: (800) 852-8352
Fax: (937) 866-4174

Warranty ......................................................................................... 4
Safety Precautions .......................................................................... 5
What is Stud Welding? ................................................................... 6
How Does CD Stud Welding Differ From ARC Stud Welding ? .... 6
CD 50 Overview ............................................................................ 8
CD 50 Installation .......................................................................... 9
CD 50 Setup ................................................................................. 10
Gun Set Ups
Insulation Pins ........................................................................ 11
Insulation Pins with Collet Protector ..................................... 11
Insulation Pins with Internal Stop .......................................... 12
Weld Studs ............................................................................. 12
Controller Adjustment .................................................................. 13
Making A Test Weld ...................................................................... 13
Weld Quality ................................................................................. 14
Preventive Maintenance ................................................................ 15
Troubleshooting ............................................................................ 15
CD 50 Welder Specifications ....................................................... 18
CD 50 Welder Exploded View & Parts List ................................. 19
CD 2 Gun Specifications .............................................................. 20
CD 2 Gun Exploded View & Parts List ........................................ 21
CD 50 Electrical Schematic.......................................................... 22
Notes ............................................................................................. 23
TABLE OF CONTENTS
GENERAL
INTRODUCTION
INSTALLATION
SETUP& OPERATION
MAINTENANCE
TROUBLESHOOTING
SPECIFICATIONS

4©2001
MIDWEST FASTENERS, INC.
—
CD 50 Stud Welder
WARRANTY
MODEL NO.
SERIAL NO.
SHIPPING DATE
VOLTAGE REQUIRED
All parts used in the assembly of your MIDWEST FASTENERS Stud
Welding System are fully guaranteed for Ninety (90) days from delivery
date. In addition, the Welding Capacitors are fully guaranteed for a period
of One Hundred and Twenty (120) days from delivery date.
Under this warranty, MIDWEST FASTENERS reserves the right to repair
or replace, at its option, defects in material or workmanship which occur
during the warranty period. Notice of any claim for warranty repair must
be furnished to MIDWEST FASTENERS within ten (10) days after the
defect is discovered. MIDWEST FASTENERS does not assume liability
for shipping, or liability for any labor or material related to use of this
system unless such costs are expressly authorized in writing by MIDWEST
FASTENERS.
MIDWEST FASTENERS, INC. does not warrant defects in welders, parts
or accessories resulting, from abuse, improper installation, or for reasons
beyond its control.
This warranty is valid only when welding pins and/or studs approved by or
purchased from MIDWEST FASTENERS.

©2001
MIDWEST FASTENERS, INC.
—
CD 50 Stud Welder 5
SAFETY
PRECAUTIONS
•Comply with all electrical, fire and other applicable codes or ordinances
in the installation and use of stud welding systems.
•Remove all combustible or volatile materials from the weld area.
Although weld splatter resulting from stud welding is normally minimal,
proper precautions should be taken when welding near or through
combustible materials to insure that sparks or weld material do not come
in contact with combustible material.
•Recommend wearing of eye protection at all times when welding.
Spectacle type frames with Shade No. 3 absorptive and filter lens and
side shields are suggested. Never look directly at the weld arc without
wearing eye shields.
•Recommend use of proper ear protection with all CAPACITOR
DISCHARGE stud welding systems. The stud welding operator and
anyone working within five (5) feet of the stud welding operation should
use ear protection devices.
•Use of protective clothing is suggested. Type of clothing will vary as to
application, weld position and stud welding being used; however, in all
cases, it should be fire resistant and sufficient to protect welding
operator from weld splatter and material.
•Keep hands, clothing, etc. away from the weld stud, chuck and all other
parts in contact with them during the weld cycle.
•Keep weld cable and connectors in good condition. Inspect periodically
for broken insulation and/or other electrical hazards.
•Do not operate with worn or poorly connected cables. Inspect all cables
often for bare or exposed wires, broken insulation layers and/or loose
connections. Repair all such connections before welding use.
•Do not stand in water or on damp surfaces while welding. Avoid wearing
wet or sweaty clothes. Do not weld in the rain.
WARNING
Use extreme caution when servicing or troubleshooting
any component of this stud welding system.
If possible, turn all power controls “OFF”
and disconnect all electrical cables.
For other suggested precautions, safe practices, etc.
regarding welding, refer to
“Safety in Welding and Cutting”,
ANSI Z49.1, American National Standards Institute.
HIGH VOLTAGE
HEARING
PROTECTION
EYE
PROTECTION

6©2001
MIDWEST FASTENERS, INC.
—
CD50 Stud Welder
WHAT IS STUD
WELDING?
Stud welding is a welding process where a “stud” (or similar metal part) is
instantaneously end-joined to a metal workpiece. This process involves the
same basic principles and metallurgical aspects as any other welding
process.
The equipment required to stud weld is composed of a direct current power
supply, a controller, a weld gun and cables to tie the system components
together. In most systems the power supply and controller are combined into
one unit called the “Welder.”
CD 50 STUD WELDING SYSTEM (P/N: CDSW-050-01)
The stud welding process is as follows. The stud is placed
in the collet of the
“Weld Gun” and then positioned against the workpiece. The weld gun trigger
is depressed and t
hrough operation of the stud welding controller and the
design of the stud, an arc is drawn which melts the base of the stud and a
proportionate area of the workpiece. The stud is then forced by the weld gun
into the molten pool and held in place until the metals resolidify. This high
quality fusion weld is completed in milliseconds.
There are two different stud welding processes:
• Capacitor Discharge (called “CD” for brevity) and
• Arc.
The difference between these two methods involves the power source used
to provide the welding current, the workpiece size, base material and the
stud design.
HOW DOES
CD STUD WELDING
DIFFER FROM
ARC STUD WELDING?
Controller
CDSW-050-00 Weld Gun
CDSG-201-06
Ground Cable
CDGC-200-15
WELDVOLTAGE
CD 50
POWER
OFF
ON
CDCONTROLGUN
+ –
GROUNDCABLE
MINMAX
VOLTAGE

©2001
MIDWEST FASTENERS, INC.
—
CD 50 Stud Welder 7
CD STUD WELDING The CD stud welding process produces weld power through a rapid
discharge of the stored energy from a bank of capacitors. This stored
energy is usually derived from a standard 115 volt AC source. CD stud
welding, as a general rule, is used for studs 5/16" and less in diameter,
(or where thin base metals or dissimilar metals are to be joined.)
“CD” STUD WELDING PROCESS
The ARC stud welding process produces weld power through one of three
standard DC welding power sources. These are Transformer-Rectifier type,
Motor/ Generator type, or Storage Battery type. A ceramic ferrule is
required in ARC stud welding to maintain the proper atmosphere in the
weld area. ARC stud welding is generally used for studs over 1/4" in
diameter or where heavier base metals are involved.
“ARC” STUD WELDING PROCESS
ARC STUD WELDING
1. Stud is placed against workpiece
and weld gun trigger depressed 2. Stored energy is discharged
through special tip
3. Weld gun forces stud
into molten metal 4. Weld solidifies in
miliseconds
1. Stud is placed against workpiece
and weld gun trigger depressed 2. Stud is lifted by weld gun
and initiating arc is drawn
3. Weld gun forces stud
into molten metal 4. Weld solidifies and
ferrule is removed
8©2001
MIDWEST FASTENERS, INC.
—
CD 50 Stud Welder
OVERVIEW – CD50
CAPACITOR DISCHARGE
STUD WELDER
The CD 50 is a capacitor discharge stud welder. The weld energy is stored
in capacitors located inside the control unit. The amount of stored energy
can be controlled by rotating the voltage control knob located on the front
panel.
CD weld studs, or pins, used with the CD 50 must have a specially
designed projection at the weld end. When the stud
is inserted into the weld
gun and placed against the workpiece
, and the trigger switch is depressed,
the following occurs:
1. The energy stored in the capacitors travels through the weld cables to
the stud.
2. The rapid rise in current ignites the projection and allows a welding
arc to be established between the stud and the workpiece.
3. The arc melts the base of the stud and a portion of the workpiece.
4. The spring pressure inside the welding gun forces the stud into the
molten metal pool created by the arc.
5. The cycle ends upon contact of the stud to the workpiece.
6. The welding gun is then removed. Upon removal, the controller will
automatically recharge to the set voltage.
CAUTION
The noise generated by stud welding
may exceed allowable levels
established by O.S.H.A. For this reason
it is recommended that proper ear protection be worn
by the operator and anyone working in the immediate area.
WARNING
Voltages inside the unit can reach 200 volts D.C.
even if the unit is turned off. All repair work
should be handled by factory trained personnel.
HIGH VOLTAGE
HEARING
PROTECTION

©2001
MIDWEST FASTENERS, INC.
—
CD 50 Stud Welder 9
CD50 INSTALLATION Follow the process below to properly install your CD50 stud welder.
CD50 Cable Connections
1. Carefully remove the controller, cables and weld gun from the
shipping packaging.
2. Set the Controller on a clean, dry, sturdy surface near an appropriate
voltage supply and the workpiece.
3. Connect the Ground Cable male cam-lok connector to the controller
connector marked “CD / GROUND CABLE.”
4. Clamp the Ground Cable C-clamp firmly to a clean
(free from paint,
rust, scale, grease or oil) area on the workpiece.
5. Connect the Gun Cable male cam-lok connector to the controller
connector marked “GUN.”
6. Connect the Gun Cable control connector to the controller connector
marked “CONTROL.”
7. Plug the Controller Power Cord to appropriate power source.
NOTE: All cables should be
laid out straight or in large loops.
Poor welds may result if
welding cables are closely
coiled or stacked up.
Ground
Cable
Weld
Gun
Controller
CD CONTROL GUN
GROUND CABLE

10 ©2001
MIDWEST FASTENERS, INC.
—
CD50 Stud Welder
CD50 SETUP After installation, two setup phases must be completed before welding can
begin. These phases are:
• Weld Gun Setup, and
• Controller Adjustment.
Your weld gun setup will depend on your application and the particular
stud to be welded. Setting up the gun consists of the following:
1. Locate the pins (or studs) that were shipped for your job and place a
pin into the weld gun Collet with the “weld tip” protruding. Push this
pin in until it seats firmly, assuring that the flange (or collar) of the
weld end does not come into contact with the collet.
2. Make sure that the gun “setup” accessories that came with the CD 2
weld gun are adjusted properly and fastened tightly. Illustrations on
the following pages for:
•Insulation Pins (Figure 1)
•Insulation Pins with Collet Protector (Figure 2)
• Insulation Pins with Internal Stop (Figure 3)
•Weld Studs (Figure 4)
NOTE: These components may need to be readjusted, or changed, as
your job requirements change.
WELD GUN SETUP

©2001
MIDWEST FASTENERS, INC.
—
CD 50 Stud Welder 11
CD-2 WELD GUN
SETUP
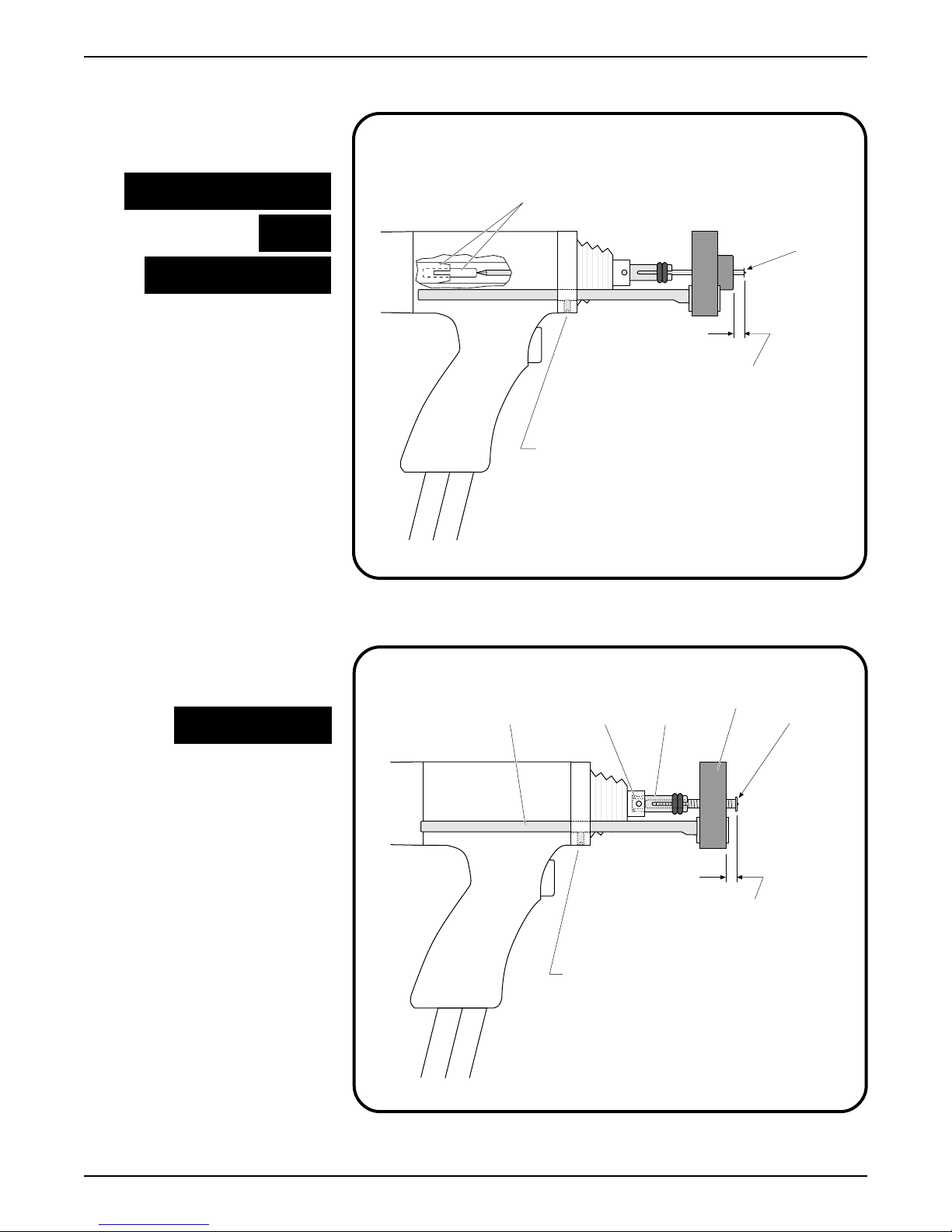
INSULATION PINS .
Weld
Pin
1. Seat weld pin firmly against stop.
2. Loosen these adjustment screws.
3. Slide the Leg/Foot assembly until
weld pin flange extends 1/8"- 3/16"
beyond foot (or spark shield.)
4. Retighten adjustment screw.
Adjustable
Leg Foot
1/8"- 3/16" Protrusion
“B”
Collet Spark
Shield
(Optional)
“B”
Stop
CD-2 WELD GUN
SETUP
INSULATION PINS .
WITH .
COLLET PROTECTOR .
Weld
Pin
1. If “B” Stop is used, seat weld pin firmly
against stop.
2. Loosen these adjustment screws.
3. Slide the Leg/Foot assembly until
weld pin flange extends 1/8"- 3/16"
beyond foot (or spark shield.)
4. Retighten adjustment screw.
Adjustable
Leg/Foot
1/8"- 3/16" Protrusion
“B”
Stop
(optional)
“B”
Collet
(inside
Protector)
Collet
Protector Collet
Protector
Insert
(Fig.1)
(Fig.2)
12 ©2001
MIDWEST FASTENERS, INC.
—
CD50 Stud Welder
CD-2 WELD GUN
SETUP
INSULATION PINS .
WITH.
INTERNAL STOP .
Weld
Pin
Optional Weld Gun Setup for Insulation Pins Longer Than 4"
(NOTE: shown with Internal Stop and Stop Adjuster
used for long pins, rather than “B”-Stop.)
1/8 - 3/16"
Protrusion
1. Seat weld pin firmly against internal stop.
2. Loosen these adjustment screws.
3. Slide the Leg/Foot assembly until weld
pin flange extends 1/8"- 3/16" beyond
foot (or spark shield.)
4. Retighten adjustment screw.
CD-2 WELD GUN
SETUP
WELD STUDS .
1. Seat weld pin firmly against “B” stop.
2. Loosen these adjustment screws.
3. Slide the Leg/Foot assembly until
weld stud flange extends 1/8"- 3/16"
beyond foot.
4. Retighten adjustment screw.
1/8"- 3/16" Protrusion
Weld
Stud
Adjustable
Leg Foot“B”
Collet
“B”
Stop
(Fig.3)
(Fig.4)

©2001
MIDWEST FASTENERS, INC.
—
CD 50 Stud Welder 13
CD 50 SETUP -
CONTROLLER
ADJUSTMENT
&
MAKING A TEST WELD
After verifying that the welding system is installed and your weld gun is
setup properly for your application, the final step is to adjust your stud
welding controller to the proper settings.
1. (Before turning on power) turn the controller VOLTAGE selector
switch to “MIN” (fully counterclockwise.)
2. Turn the controller ON/ OFF switch to “ON.” Verify by observing
“POWER” lamp.
3. Using the chart below, adjust the “VOLTAGE” control until the
“WELD VOLTAGE” meter reads the desired value.
The chart settings shown below are "reference" settings to be used as
starting points. Actual voltage settings may vary depending upon the
conditions or each application and use. The voltages shown also assume
that the following are in use (as described in previous Installation and
Setup sections of this manual.)
A)
Straight polarity cable set ups in use (Gun = Negative, Ground = Positive.)
B) Ground connection directly to the part to be welded and connected in
a clean, solid manner.
C) 1/8" protrusion of pin/stud onto work (3/16" for Aluminum) causing
an equal amount of spring pressure in the gun.
D) “Silver” gun spring for Mild or Stainless Steel, “Black” for
Aluminum applications.
E)
Good, clean accessories and work surface to be welded, with proper setup of
all accessories.
Pin/Stud Type Pin/Stud Dia Pin/Stud Mat’l. Voltage Setting
12 GA Mild Steel 90 -100
10 GA or Stainless 100 -110
12 GA 120-130
10 GA 135 -145
#10 or 3/16" 125-135
1/4" 155 -165
#8 130-140
#10 or 3/16" 140-150
NOTE: Be sure that proper observation of all safety precautions
are in place before performing the next step.
4. Pick up the weld gun and place the stud firmly against the workpiece
(The test workpiece should be a material that is similar to the
workpiece to be welded to in actual production.)
Insulation Pin
Weld Studs
(Flanged)
Aluminum
Mild Steel
or Stainless
Aluminum
5. Depress the weld gun trigger, wait momentarily, and then pull the gun
straight back off the stud.
6. Test the weld integrity (see below.)
14 ©2001
MIDWEST FASTENERS, INC.
—
CD 50 Stud Welder
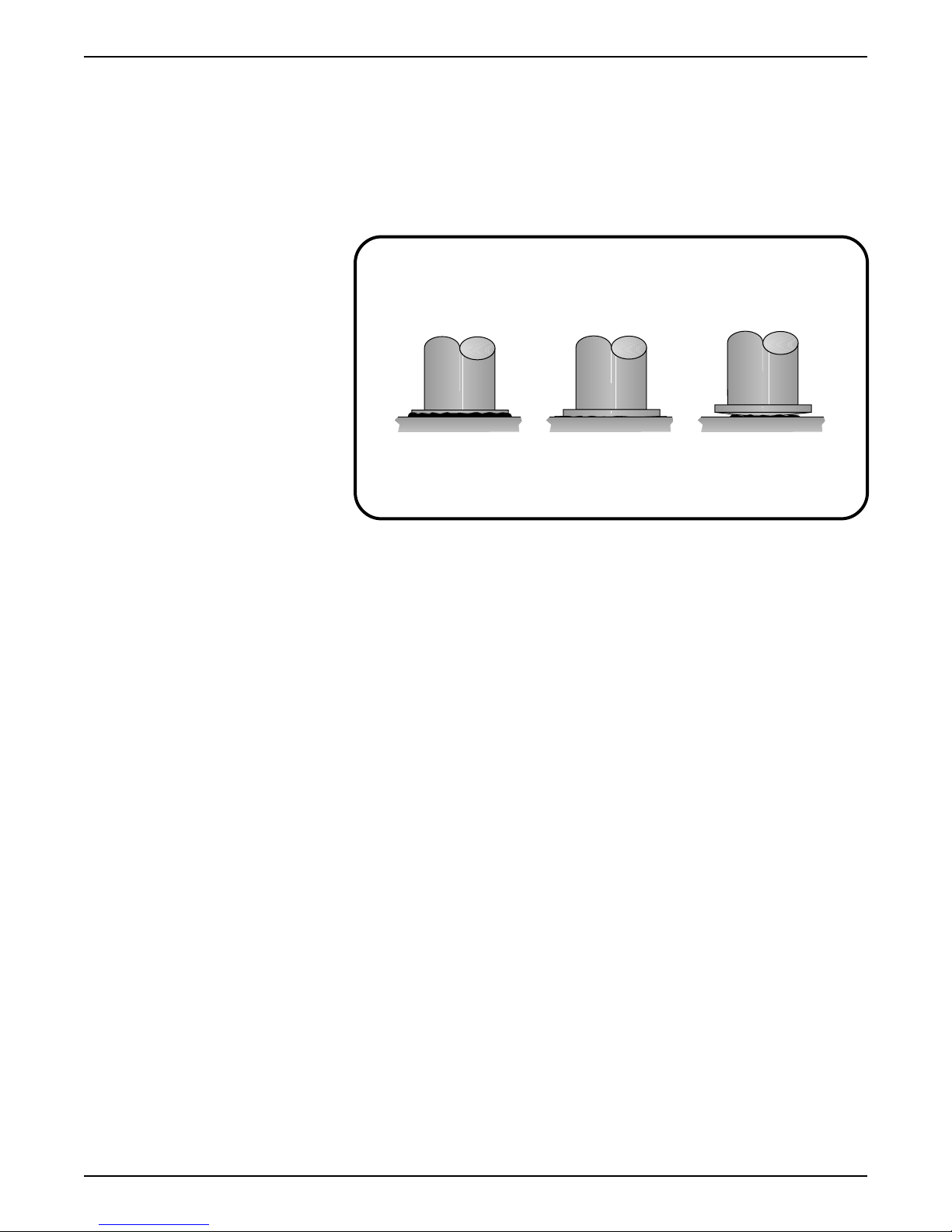
WELD QUALITY Stud Welded Joint Quality
•AGOOD weld is determined by bending the stud back and forth.
Failure should occur in the stud shank or workpiece, not in the weld.
•HOT weld shows excessive splatter — adjust voltage downward
(see 6. A. below).
•COLD weld shows little or no splatter and may have a void
between the stud and workpiece — adjust voltage upwards.
(see 6. B. below).
6. Adjust the weld voltage up or down until a satisfactory weld is
consistently achieved.
A. When adjusting voltage downward, (e.g. from 100 V to 80 V) it
is necessary to turn the power off. Then turn the voltage selector
knob counterclockwise, turn the power back on, and increase to
the required voltage.
B. To adjust the voltage upwards (increase weld heat), turn the
voltage selector knob clockwise in small increments to a higher
setting.
When weld quality is consistently satisfactory, the CD 50 is properly
installed and setup.
If you need assistance
with setup, or operation, call
MIDWEST FASTENERS
Technical Support at
(800) 852-8352
Monday through Friday
between 8am and 5pm
Eastern time.
Even weld
fillet
all around
Excessive splatter
and
thin weld fillet
Little or
no weld
fillet
GOOD HOT COLD

©2001
MIDWEST FASTENERS, INC.
—
CD 50 Stud Welder 15
PREVENTIVE
MAINTENANCE
TROUBLESHOOTING
Your MIDWEST FASTENERS welder is designed for long service with
minimal care. Ordinary common sense maintenance will keep it operating
efficiently. The following are a few tips on preventive maintenance.
1. Treat the cables with respect. Avoid sharp bends or kinks which may
break the cables. DO NOT use the cables as a “ towline” to drag or lift
the controller. Avoid damaging or straining the cables where they
enter the gun or controller.
2. Louvers on the sides of the controller should be free from
obstructions at all times to prevent overheating.
3. Keep the controller and gun clean and dry, free of grease, water, dust
and dirt. Do not lubricate any part of your CD 2 weld gun.
4. The weld gun is for welding studs only. Do not use the weld gun as a
multipurpose tool (i.e., Hammer—banging studs to test welds or
break ferrules, Scraper—removing rust, scale or weld splatter, etc.)
When troubleshooting the CD50, the following precautions must be
observed.
1. Controller power must be TURNED OFF!
NOTE: Dangerous voltage levels can still be present in the
controller—even after power is disconnected.
2. The use of a volt/ohmmeter is recommended to verify where any
voltage may, or may not, be present.
3. The use of a continuity tester (or trouble shooting light) can be used
for continuity checking (disconnected) cables only.
The troubleshooting chart on the following pages can assist in locating and
fixing problems with the CD50.
HIGH VOLTAGE

16 ©2001
MIDWEST FASTENERS, INC.
—
CD 50 Stud Welder
PROBLEM POSSIBLE CAUSE CORRECTIVE ACTION
TROUBLESHOOTING CHART
1. Welder does not turn on
and will not weld.
2. Circuit Breaker trips or
fuse blows each time the
controller is turned on.
3. Circuit Breaker trips or
fuse blows when weld is
made.
4. Welder powers on, but
does not operate.
A. Power cable connection at
controller or 115 VAC outlet not
complete.
B. Power cable/connector
damaged.
C. Open circuit breaker, fuse or
damaged wall outlet.
A. Shorted weld capacitor.
B. Shorted rectifier.
C. Faulty circuit breaker.
D. Shorted transformer.
A. Shorted charge SCR.
B.
Faulty printed circuit (PC) board.
A. Ground cable or gun cable
connections not complete.
B. Broken gun control cable or
loose wire connection in plug.
C. Shorted gun control wires at the
gun trigger switch.
D. Faulty printed circuit board.
Inspect power cable
connection.
Repair if loose.
Check for continuity. Repair break
or replace connector.
Check with ohmmeter. Replace
defective part (Fuse = BUSS
MDA20, or equivalent.)
Check capacitors safety vent seal for
rupture hole. Replace defective
capacitor.
Check with ohmmeter. Replace
rectifier if defective.
Check with ohmmeter. Replace
rectifier if defective.
Remove two orange wires from
charge rectifier. If fuse continues to
blow, r
eplace transformer.
Check with ohmmeter. (Should
not
show continuity in either direction.)
Replace if defective.
Replace with new PC board.
Check for continuity and proper
connection of ground to workpiece.
Check continuity between pins “+”
and “Z” of plug while depressing
gun trigger. Should read continuity
only when depressed.
Check continuity between pins “+”
and “Z” of plug. No reading should
be observed while gun trigger is in
the released position.
Replace with new PC board if defective.

©2001
MIDWEST FASTENERS, INC.
—
CD 50 Stud Welder 17
TROUBLESHOOTING CHART
4. Welder powers on, but
does not operate.
5. Weld is excessively hot
regardless of voltage
setting.
6. Consistently poor or
erratic welds.
E. Shorted weld SCR.
A. Shorted charge SCR.
B. Faulty printed circuit board.
C. Open voltage potentiometer.
A. Improper gun setup.
B. Improper grounding, cable
installation or incorrect polarity.
C. Weld cables coiled.
D. Incorrect weld voltage setting.
E. Studs (or Pins) not
perpendicular to workpiece.
F. Faulty printed circuit board.
Unplug PC Board and check
continuity between SCR heat sink
and negative (–) buss bar. No reading
should be observed. Replace SCR if
continuity exists.
Check continuity across SCR. No
reading should be observed in either
direction. Replace charge SCR if
continuity exists.
Replace with new PC board if defective.
Replace defective voltage
potentiometer.
Check gun for proper setup (see page 10).
Check grounding and cable installation
for proper setup (see page 9).
Straighten out cables or place in
random loops.
Adjust as necessary (see page 13).
Adjust gun set up as necessary. Replace
bent or defective legs (see page 10).
Replace with new PC board if defective.
(continued)
PROBLEM POSSIBLE CAUSE CORRECTIVE ACTION
If you need assistance
with setup, or operation, call
MIDWEST FASTENERS
Technical Support at
(800) 852-8352
Monday through Friday
between 8am and 5pm
Eastern time.

18 ©2001
MIDWEST FASTENERS, INC.
—
CD50 Stud Welder
CD 50
STUD WELDING SYSTEM
SPECIFICATIONS
Weight .............................. 45 pounds
Power Requirement .......... 115 VAC, 60 Hz, 20 Amp
Pin/Stud Range ................ 14 ga. – 1/4" dia.
Weldable Materials .......... Mild Steel, Stainless,
& Aluminum
Weld Mode....................... Contact
Weld Rate ......................... 20/minute(maximum)*
(*Dependent on stud size.)
Weld Voltage .................... 35–175 VDC
Capacitance...................... 70,000 mfd
Cables .............................. 15' Ground Cable
25' Extension Set (optional)
9
"
WELD VOLTAGE
CD 50
POWER
OFF
ON
CD CONTROL GUN
+
–
GROUND CABLE
MIN MAX
VOLTAGE
15 "
8"

11050-1004-93 Cabinet Handle
21050-1002-52 Sheet Metal Cover
38181-3029-41 #10 x 3/8 Sheet Metal Screws
41050-1002-87 Voltage Control Knob
51050-1004-77 Panel Meter
61050-1003-16 Voltage Control Potentiometer
71050-1004-78 Power Indicator Light
81050-1004-01 Power Circuit Breaker Switch
91050-1001-06 Fuse Holder
1050-1001-04 Fuse - 20A (Not shown)
10 1 050-1004-76 Internal Weld Cable
11 10 181-3029-01 10-32 x 5/8 Pan Head Screw
10 181-1260-01 #10 Split Lock Washer
12 2 181-1300-01 1/4-20 x 1/2 Hex Head Bolt
2181-1260-02 1/4 Split Lock Washer
13 1 050-1001-82 Buss Bar - D
14 1 050-1001-79 Buss Bar - A
15 1 050-1001-80 Buss Bar - B
16 1 050-1001-81 Buss Bar - C
17 1 050-1004-74 Power Cord
18 5 050-1002-01 Weld Capacitor
19 1 050-1003-54 Bleed Resistor
20 1 050-1001-15 Safety Switch Bracket
21 4 050-1004-80 Resistor Bracket
22 1 050-1003-53 Ballast Resistor
23 1 050-1004-02 Cabinet Safety Switch
24 1 050-1002-02 Snubber Capacitor
25 2 181-1100-58 Hold Down Rod
2181-1100-02 1/4-20 Hex Nut
2050-1004-73 1/4 Nylon Shoulder Bushing
26 1 050-1004-83 Cable Grommet - AC
27 1 050-1004-84 Capacitor Insulator 50/70
28 1 050-1002-21 Sheet Metal Base
29 1 050-1001-17
PC Board Bracket
30 1 050-1002-77
Wiring Harness Assembly
31 1 060-3081-01 PC Board Assembly
32 1 050-1002-65 Main Transformer
33 1 050-1004-91
PC Board Clamp
34 1 050-1004-16 Terminal Strip
35 1 050-1001-05 Fuse Holder
36 1 050-1003-32 Control Relay
37 1 050-1001-01 Fuse 1A
38 1 050-1003-72 Charge SCR
2050-1004-73 1/4 Nylon Shoulder Bushing
39 1 060-1009-01 Charge Bridge Rectifier
40 2 060-3068-00 Camlok Connector
41 1 050-1002-35
Control Connector Receptacle (PM-F)
42 1 050-1001-16 SCR Heat Sink Bracket
43 1 050-1003-73 Main SCR
1181-1300-02 1/4-20 x 3/4 Hex Head Bolt
1181-1260-02 1/4 Split Lock Washer
1181-1260-41 1/4 Flat Washer
1181-1100-02 1/4-20 Hex Nut
44 1 050-1001-62 Data Plate (Not shown)
CD 50
STUD WELDING SYSTEM
EXPLODED VIEW DIAGRAM
& PARTS LIST
©2001
MIDWEST FASTENERS, INC.
—
CD 50 Stud Welder 19
Item Qt’y. Part No. Description
25 27 28
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
2
1
43
42
41
40
39
38
37
36
35
34
33
32
31
30
2926

Weight .............................. 1-1/2 pounds
(not including cables)
Pin/Stud Range ................ 14 ga. – 1/ 4" dia.
Weldable Materials .......... Mild Steel, Stainless,
& Aluminum
Material ............................ High strength, impact
resistant, polycarbonate
Cable Length.................... 35'
CD 2
STUD WELDING GUN
SPECIFICATIONS
20 ©2001
MIDWEST FASTENERS, INC.
—
CD 50 Stud Welder
Table of contents
Other MIDWEST FASTENERS Welding System manuals

MIDWEST FASTENERS
MIDWEST FASTENERS TALON User manual

MIDWEST FASTENERS
MIDWEST FASTENERS UA500 User manual

MIDWEST FASTENERS
MIDWEST FASTENERS sureshot User manual

MIDWEST FASTENERS
MIDWEST FASTENERS SURE SHOT II User manual

MIDWEST FASTENERS
MIDWEST FASTENERS EAGLE User manual

MIDWEST FASTENERS
MIDWEST FASTENERS CD 100 User manual

MIDWEST FASTENERS
MIDWEST FASTENERS EAGLE Troubleshooting guide

MIDWEST FASTENERS
MIDWEST FASTENERS CD80 User manual







 Operator's manual")









