Safe Operation of Machines
The machine must only be operated by persons trained and accredited by Multicam Systems.
The machine should be operated only in a well-lit environment in order that the operator can
monitor the working of the machine and carry out safe loading and unloading. If the workplace
is poorly lit, then additional lighting will need to be provided.
The machine's safety devices should be checked regularly for correct operation, e g the
emergency stop mechanism and guarding.
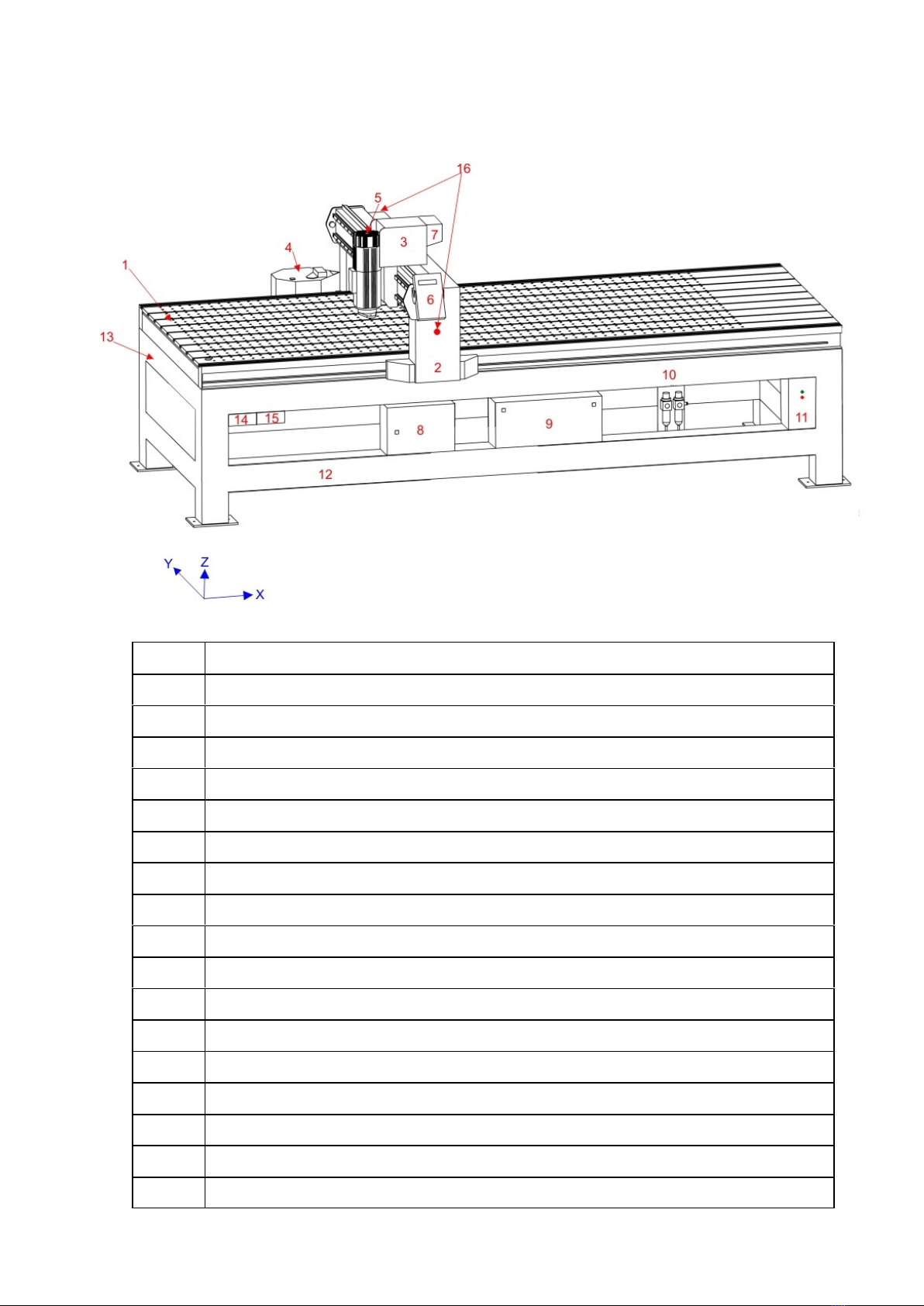
When the machine is running, keep clear of any rotating or moving parts, e.g. the cutting bit,
spindle, moving gantry and head parts.
Do not stand or lean on the machine whilst it is in operation. No persons other than the operator,
or other authorised persons, should enter the working area whilst the machine is in operation.
Parts of the machine, particularly the cutting bit, may become hot during use. Take care when
handling these parts and wear protective gloves if necessary.
Prior to operating the machine the following safety checks must be performed:
• Ensure that there are no tools or materials left on or near the rack and bearing rails of
the gantry and the axis of movement.
• Ensure all guarding is in place including dust extraction devices. The machine cutting
heads including spindles and oscillating knife heads are supplied with safety guarding.
Do not operate the machine with safety guards removed.
• Ensure that all clamping systems are free of obstructions and that no other personnel
are likely to be injured or engaged prior to activating the clamps.
• Ensure that all tools have been removed from the cutting area.
• Ensure that the guards are in place and correctly positioned.
• Ensure that the material being cut and the sacrificial board is no wider or thicker at any
point than the width and height under the gantry and does not impede the movement of
the gantry.
• Ensure that only recommended cutting fluids are used in mist dispensing systems.
• Ensure that all cutting tools to be used are sharp and in correct working order.
• Ensure that the filter for the vacuum pump is clean and that the correct vacuum valves
are On/Off and are clear of any obstructions.
• Ensure that there is at least 500mm of clear open space around the machine.
• Ensure that all electrical and air supply components are in correct working order and
have not been damaged in any way.
• Ensure that the vacuum pump inlet/outlet ports and pressure release valve are not
covered.
• Ensure that the area around the machine is clean and free from obstructions which could
lead to slips, trips or falls.
• Ensure that tools are correctly fitted in to collets and that collets are free from wear or
damage.
• Ensure that ISO tool holders are in good condition and are free from wear or damage.
• If manually changing tools in a quick tool change motor ensure that the tool holder is
correctly engaged in the motor. Do this by firmly grasping the nut on the tool holder and
pulling in a downward and sideways movement and checking for looseness. If you are
able to "wobble" the tool holder it is not correctly engaged.
It is recommended that checklists are used and logged at the end of each shift.