7
NL
M1.2.CUT45HF.NLFREN 09102018
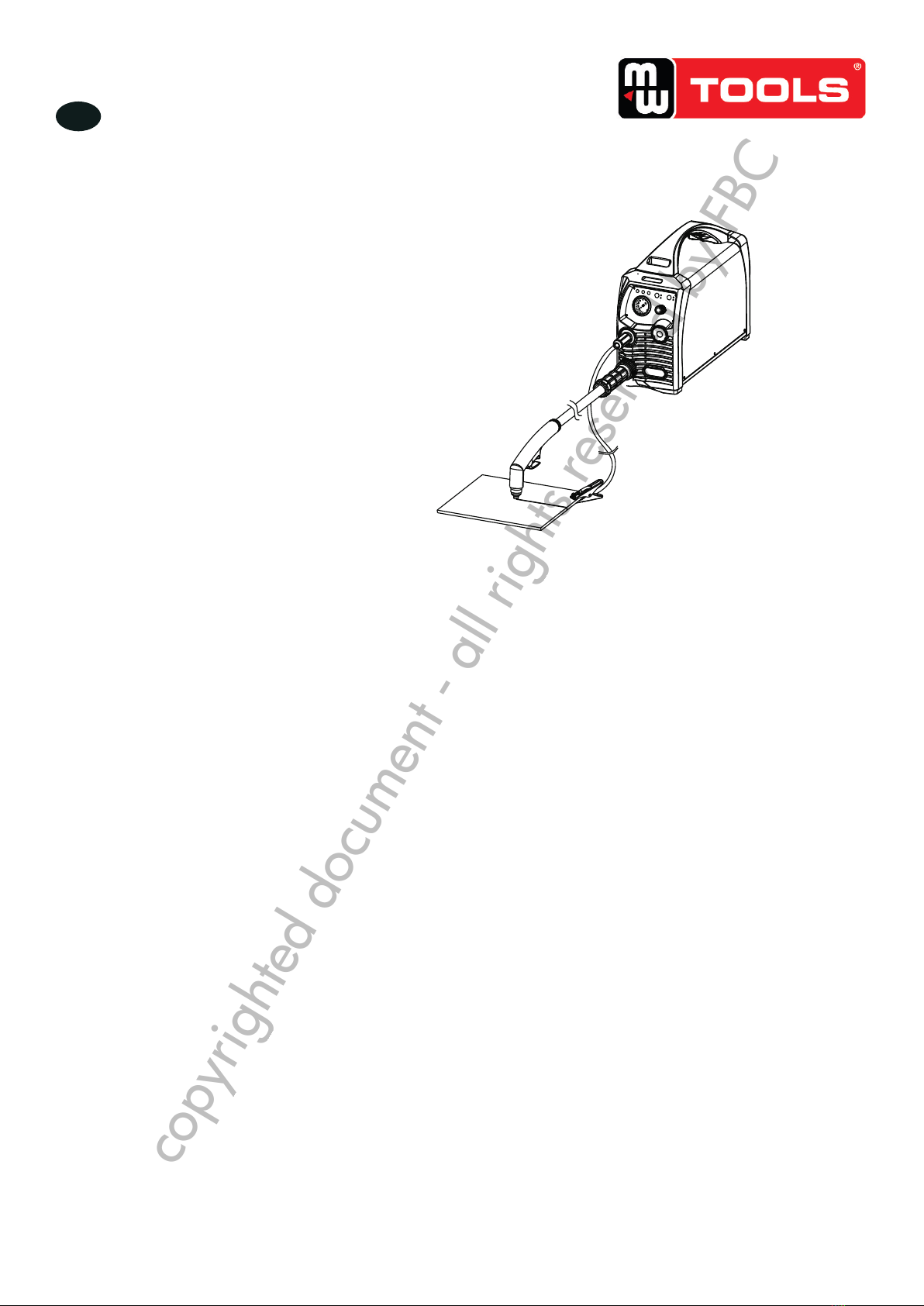
3 Installatie en aansluiting
3�1 Aansluitingsvoorwaarden
1) Aansluiting van de ingangskabel
Voor uw veiligheid, en om elektrische schokken te voorkomen, verbind de machine op betrouwbare wijze aan de aarde,
door de aardingsdraad (geel-groen) van de machine aan de aardingsaansluiting van de schakeldoos aan te sluiten.
Een primaire voedingskabel is beschikbaar voor deze snijmachine. Sluit de voedingskabel aan het nominale
ingangsvermogen aan. De primaire kabel moet aan de correcte stopcontact goed aangesloten worden, om oxidatie te
voorkomen.
Controleer met een multimeter, of de spanning in aanvaardbaar bereik varieert.
De doorsnede van de leidingen in de schakeldoos moet aan de vereisten van de maximale ingangsvermogen van de
machine voldoen.
De machine moet in de nabijheid van een geschikt stopcontact geïnstalleerd worden. Voor een CSA of CE standaard
stroomvoeding, moet een eenfasig 200 ~ 240 V stopcontact gebruikt worden. Een 3 m voedingskabel is beschikbaar
voor de CUT45HF. Er moet een ruimte van minstens 0,25 m³ rondom de stroomvoorziening zijn, om een voldoende
ventilatie te garanderen.
Schakelaar
Installeer een schakelaar op elke stroomvoeding, zodat de stroomvoeding bij
noodgeval onmiddellijk losgekoppeld kan worden. De ontkoppelingswaarde van
de schakelaar moet gelijk aan of groter zijn dan het continue vermogen van de
zekering. Bovendien, moet de schakelaar de volgende kenmerk hebben:
• De stroomvoeding is uitgeschakeld wanneer de schakelaar op “OFF” is.
2) Aansluiting van de uitgangskabel
Aansluiting van de snijtoorts
Steek de centrale stekker van de snijtoorts in het centrale contact van de
stroomvoeding, en draai met de klok mee, om gaslekken te voorkomen.
Aansluiting van de aardingskabel
Steek de snelstekker van de aardingskabel in de uitgang “+” van het
voorpaneel, en draai met de klok mee.
6
2. INSTALLATION AND CONNECTION
2.1 Installation requirements
In order to ensure personal safety and avoid electric shock, please send the product power plug
the grounding ang wiring box grounding device,reliable giounding protection.
1) Connection of input cable
A primary power supply cable is available for this cutting machine. Connect the power supply
cable to the rated input power. The primary cable should be tightly connected to the correct
socket to avoid oxidization. Check whether the voltage value varies in acceptable range with a
multi-meter.
The cross section of the leads used in the switching box should meet the requirements of the
maximum input capacity of the machine.
2) Connection of output cable
2. INSTALLATION AND CONNECTION
CUT40 should be located close to the corresponding power socket. For CSA or CE standard
single-phase power supply, 200~240V power socket should be used. A 3m power cable is
available for CUT40. There should be a space not smaller than 0.25m3 around the power supply
to ensure proper ventilation.
Line disconnecting switch
Install a line disconnecting switch at each power supply,
so that the power supply can be cut off immediately in
case of an emergency. The disconnecting value of the
switch should be equal to or greater than the continuous
rating of the fuse. In addition, the switch should have the
following feature:
·The power is cut off when the switch is at “OFF” position.
Connection of cutting torch
Connect the center plug on the cutting torch
to the center socket of the power supply, and
tighten It clockwise to avoid gas leakage.
Connection of earth cable
Insert the quick plug on the earth cable into
the output terminal “+” on the front panel of
the machine, and tighten it clockwise.
6
2. INSTALLATION AND CONNECTION
2.1 Installation requirements
In order to ensure personal safety and avoid electric shock, please send the product power plug
the grounding ang wiring box grounding device,reliable giounding protection.
1) Connection of input cable
A primary power supply cable is available for this cutting machine. Connect the power supply
cable to the rated input power. The primary cable should be tightly connected to the correct
socket to avoid oxidization. Check whether the voltage value varies in acceptable range with a
multi-meter.
The cross section of the leads used in the switching box should meet the requirements of the
maximum input capacity of the machine.
2) Connection of output cable
2. INSTALLATION AND CONNECTION
CUT40 should be located close to the corresponding power socket. For CSA or CE standard
single-phase power supply, 200~240V power socket should be used. A 3m power cable is
available for CUT40. There should be a space not smaller than 0.25m3 around the power supply
to ensure proper ventilation.
Line disconnecting switch
Install a line disconnecting switch at each power supply,
so that the power supply can be cut off immediately in
case of an emergency. The disconnecting value of the
switch should be equal to or greater than the continuous
rating of the fuse. In addition, the switch should have the
following feature:
·The power is cut off when the switch is at “OFF” position.
Connection of cutting torch
Connect the center plug on the cutting torch
to the center socket of the power supply, and
tighten It clockwise to avoid gas leakage.
Connection of earth cable
Insert the quick plug on the earth cable into
the output terminal “+” on the front panel of
the machine, and tighten it clockwise.
6
2. INSTALLATION AND CONNECTION
2.1 Installation requirements
In order to ensure personal safety and avoid electric shock, please send the product power plug
the grounding ang wiring box grounding device,reliable giounding protection.
1) Connection of input cable
A primary power supply cable is available for this cutting machine. Connect the power supply
cable to the rated input power. The primary cable should be tightly connected to the correct
socket to avoid oxidization. Check whether the voltage value varies in acceptable range with a
multi-meter.
The cross section of the leads used in the switching box should meet the requirements of the
maximum input capacity of the machine.
2) Connection of output cable
2. INSTALLATION AND CONNECTION
CUT40 should be located close to the corresponding power socket. For CSA or CE standard
single-phase power supply, 200~240V power socket should be used. A 3m power cable is
available for CUT40. There should be a space not smaller than 0.25m3 around the power supply
to ensure proper ventilation.
Line disconnecting switch
Install a line disconnecting switch at each power supply,
so that the power supply can be cut off immediately in
case of an emergency. The disconnecting value of the
switch should be equal to or greater than the continuous
rating of the fuse. In addition, the switch should have the
following feature:
·The power is cut off when the switch is at “OFF” position.
Connection of cutting torch
Connect the center plug on the cutting torch
to the center socket of the power supply, and
tighten It clockwise to avoid gas leakage.
Connection of earth cable
Insert the quick plug on the earth cable into
the output terminal “+” on the front panel of
the machine, and tighten it clockwise.
3) Werking van het reduceerventiel
De ingebouwde lterdrukregelaar wordt in de fabriek ingesteld, en moet
normaal niet door de gebruiker geregeld worden. Als deze toch ingesteld
moet worden, open de afdekkap van de machine zoals hiernaast
afgebeeld, en ga als volgt te werk:
1. Start de gasstroom.
2. Duw de drukregelknop omhoog.
3. Stel de gasdruk tot de gewenste waarde in, door de knop te draaien
(draai naar “+” om de druk te verhogen, draai naar “-” om de druk te
verminderen).
4. Duw de drukregelknop omlaag, om deze te vergrendelen.
Het water kan automatisch afgetapt worden, omdat de automatische
aftapfunctie beschikbaar is op de lterdrukregelaar.
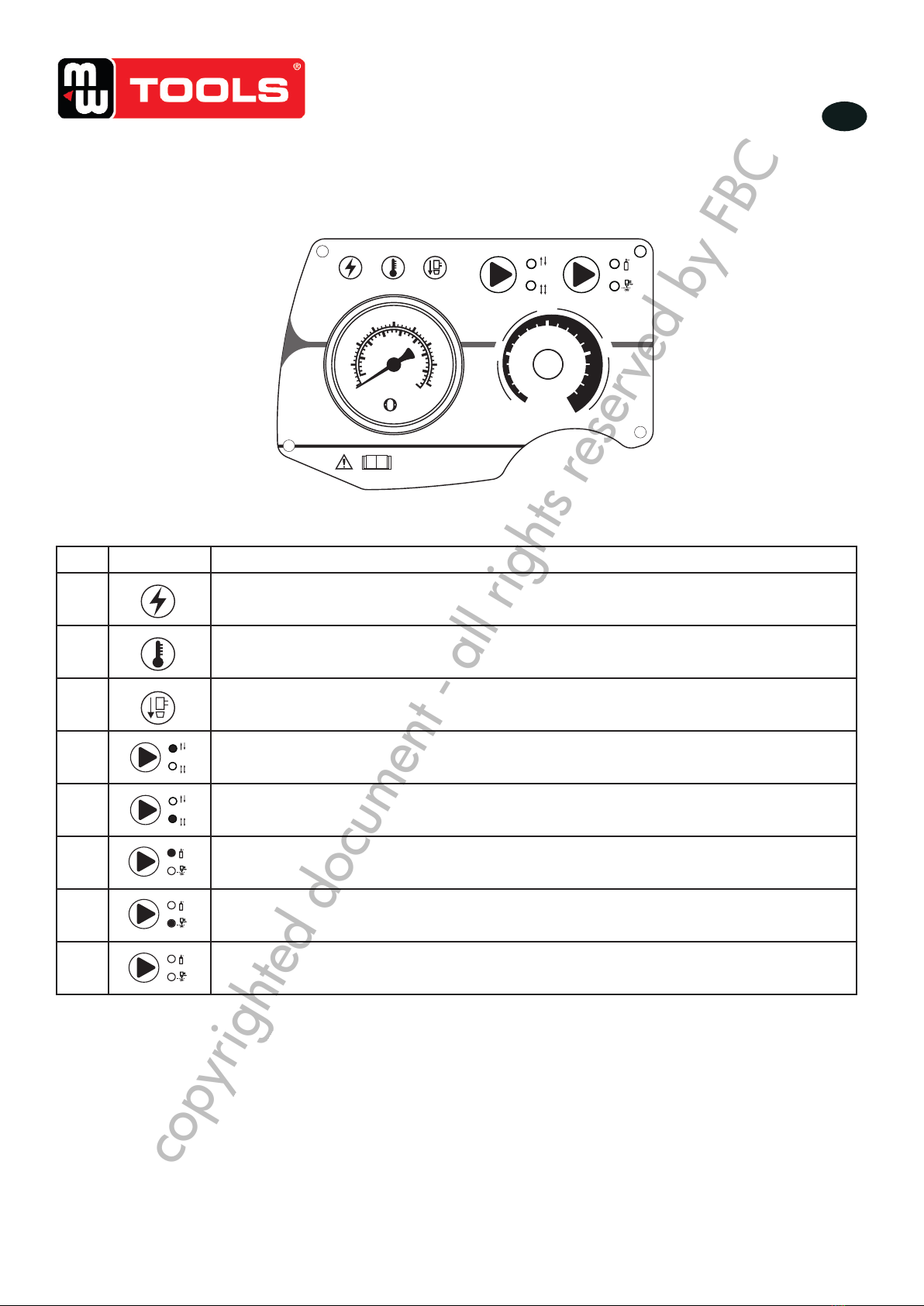
7
2. INSTALLATION AND CONNECTION
3) Operation of the reducer valve
Pressure control knob
Gas inlet
Filter cup
Drain knob
Figure 2-1: Embedded filter reducer
The embedded filter reducer is properly set when leaving factory, and users do not need to set
it themselves in general.
If users need to set the embedded filter reducer, the machine cover should be opened as shown
in the above figure. Steps are as follows: start the gas flow; lift the pressure control knob upward;
adjust the gas pressure to the desired value by rotating the knob (rotate to “+” direction to increase
gas pressure; rotate to “-” direction to reduce gas pressure); press down the pressure control
knob to get the knob locked. The water can be drained automatically for auto-drain function is
available for the embedded filter reducer.
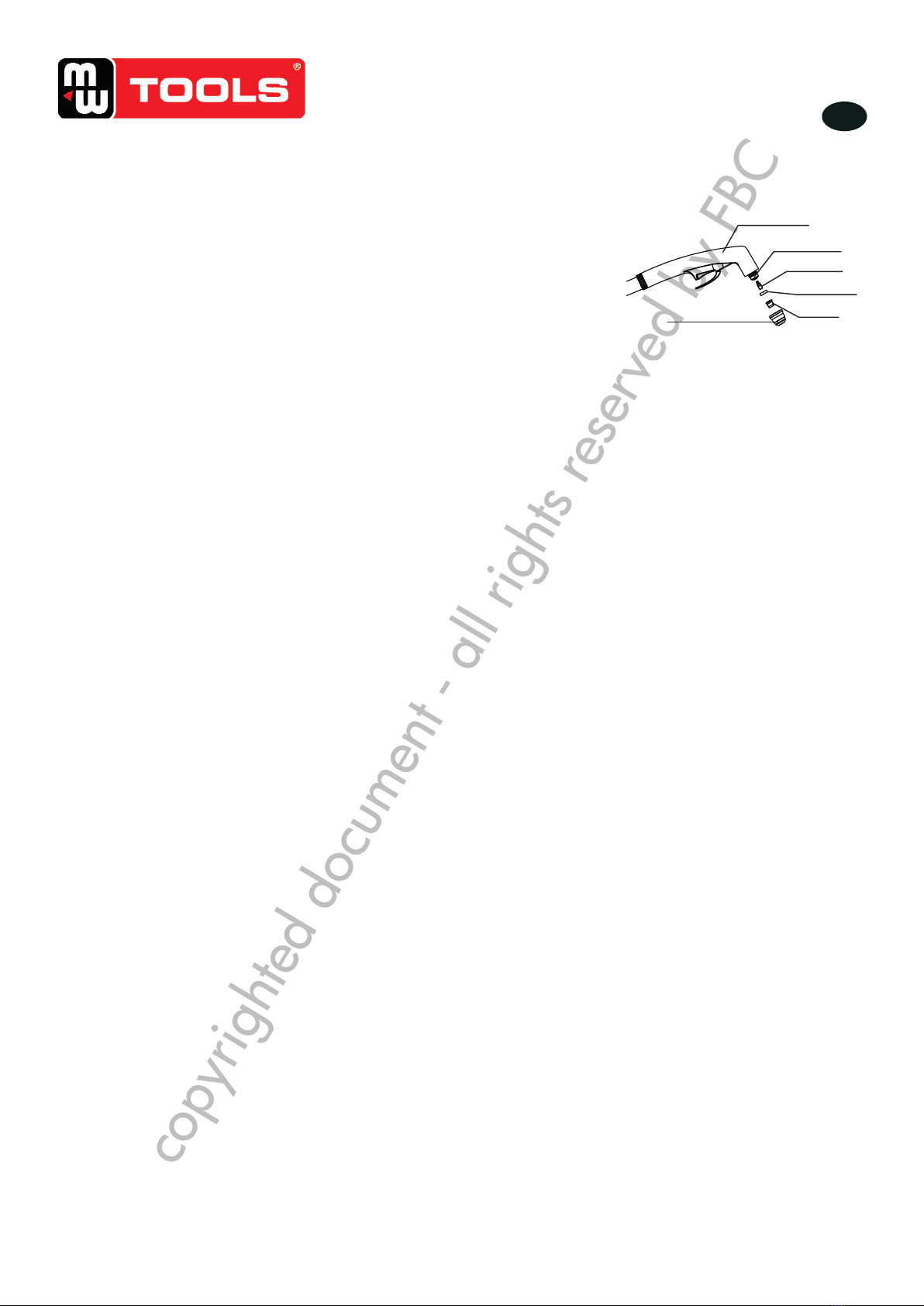
4)Installation of the cutting torch
Insert one end of the electrode into the
torch head.
Insert the other end of the electrode into
the distributor.
Connect the nozzle with the electrode and
distributor.
Connect the protective sleeve with the
nozzle, screw it into the torch head, and
tighten it.
Figure Installation of cutting torch head 2-2:
Torch handle
Torch head
Electrode
Distributor
Nozzle
Protective sleeve
2.2 Precautions
1) Make sure the place to install the machine can bear the weight of the cutting machine.
2) Do not install the machine at places where water droplet splash may be produced, such as
near water pipes.
3) Cutting should be carried out in dry environment with humidity of 90% or less.
4) The temperature of the working environment should be between -10℃ and 40℃.
5) Avoid cutting in the open air unless sheltered from sunlight and rain. Keep it dry at all times
and do not place it on wet ground or in puddles.
6) Avoid cutting in dusty area or environment with corrosive chemical gas.
7) Do not carry out cutting with the cutting machine placed on a platform with a pitch greater
than 10°.
Ingebouwde lterdrukregelaar
Drukregelknop
Gasinlaat
Aftapknop
Filterhouder
copyrighted document - all rights reserved by FBC