INSTRUCTIONS BOOK OF WELD POSITIONER TS10 2
INDEX
1. CHARACTERISTICS OF THE MACHINE ...............................................................................
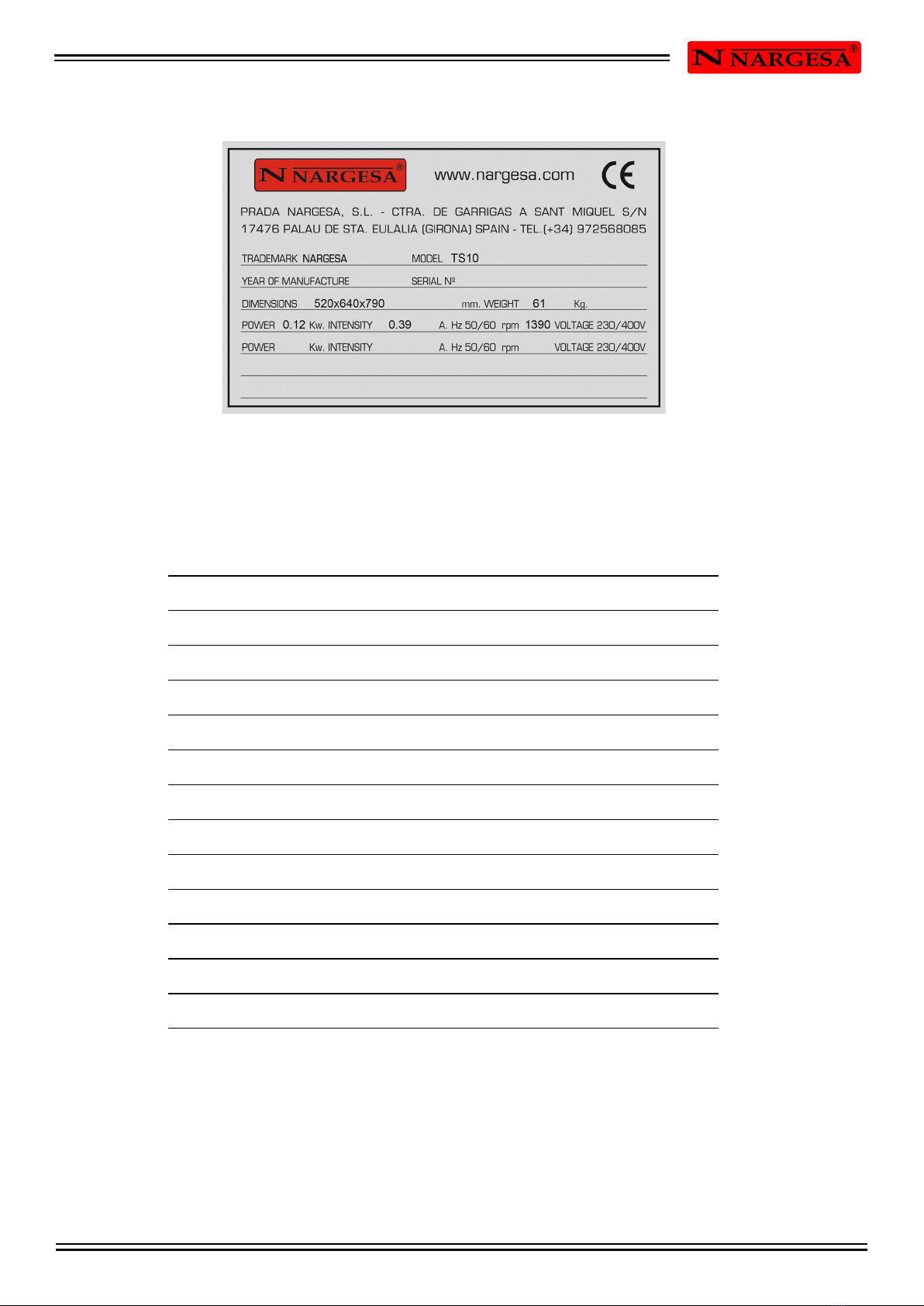
1.1. Identification of the machine .......................................................................................
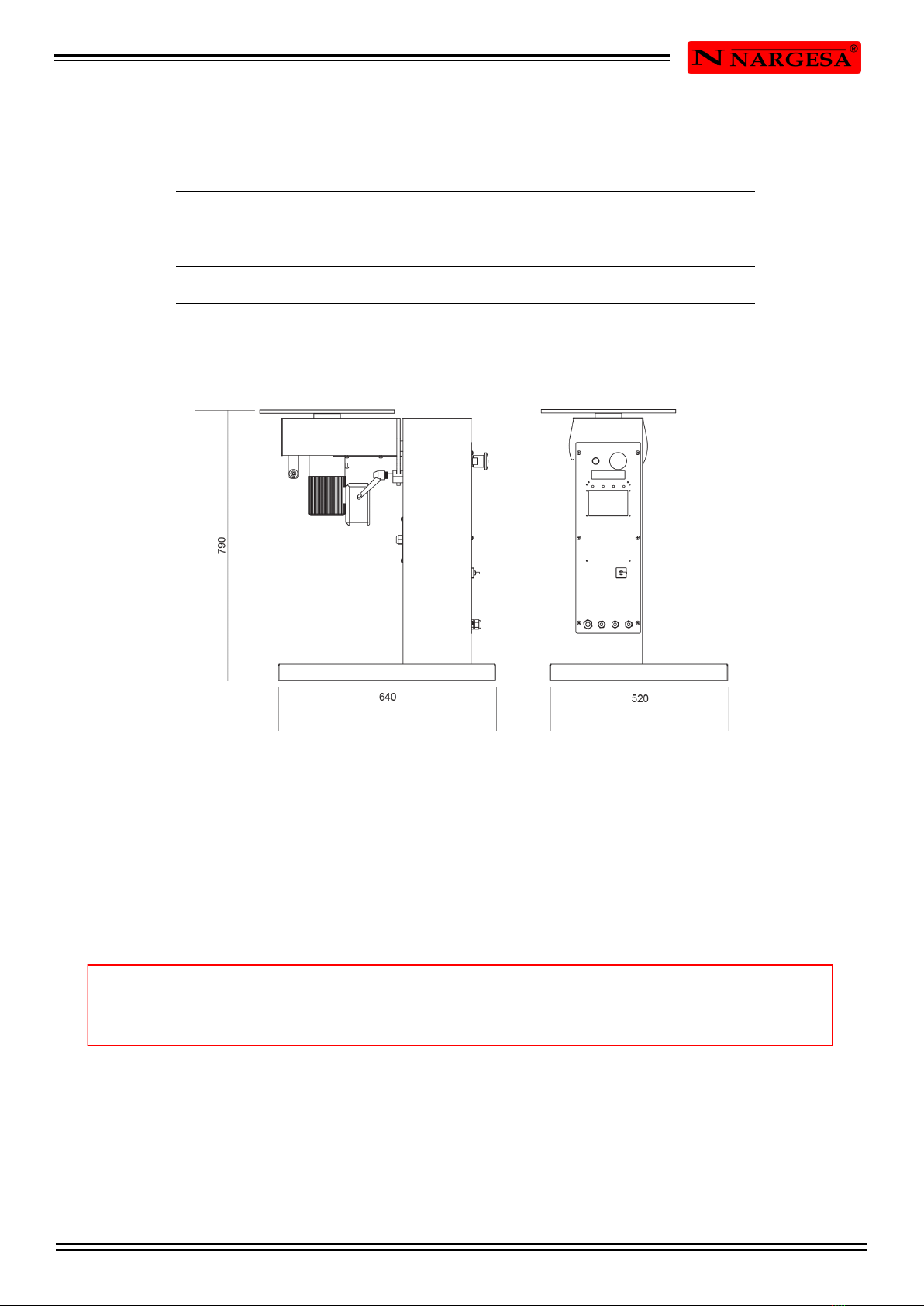
1.2. Dimensions .................................................................................................................
1.3. Description of the machine ..........................................................................................
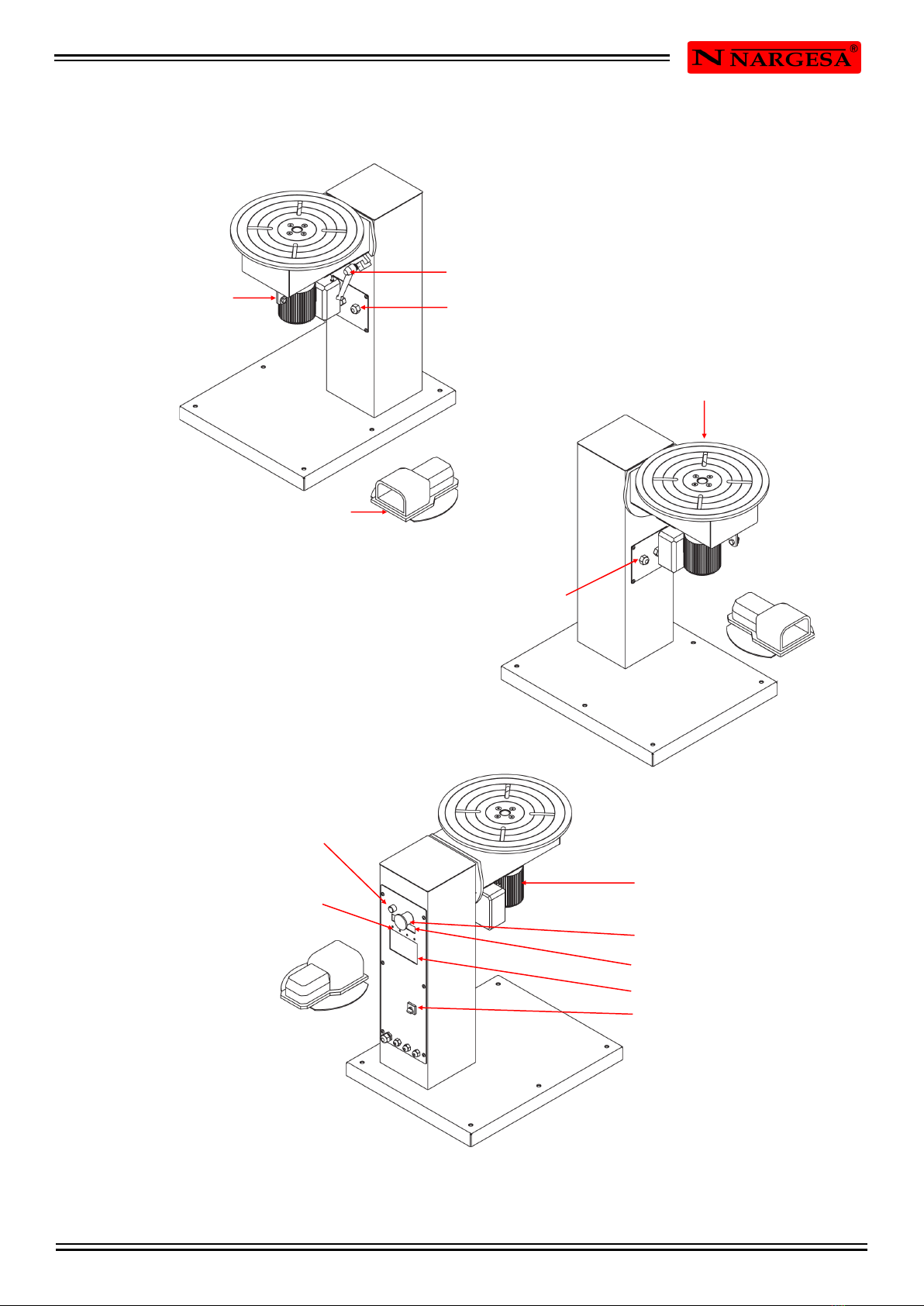
1.4. Identification of the components .................................................................................
1.5. General characteristics ...............................................................................................
2. TRANSPORT AND STORAGE ...............................................................................................
2.1. Transport .....................................................................................................................
2.2. Storage conditions ......................................................................................................
3. INSTALMENT AND STARTING UP ........................................................................................
3.1. Location of the machine ..............................................................................................
3.2. Admissible outer conditions ........................................................................................
3.3. Connection to the power supply ..................................................................................
4. INSTRUCTIONS FOR USE .....................................................................................................
4.1. Panel description .........................................................................................................
4.2. Introduction .................................................................................................................
4.3. Feeding of the Positioner TS10 ...................................................................................
4.4. Activation of the Positioner TS10 ................................................................................
4.5. Memories of continous welding ...................................................................................
4.6. Memories of discontinous welding ..............................................................................
4.7. Robot mode .................................................................................................................
4.8. Memories of continous welding at robot mode ............................................................
4.9. Memories of discontinous welding at robot mode .......................................................
5. WARNINGS .............................................................................................................................
TECHNICAL ANNEX
3
3
3
3
4
5
6
6
6
7
7
7
7
8
8
10
10
10
11
12
14
15
16
19