Ortlieb Präzisionssysteme GmbH & Co. KG • Jurastr.11 • 73119 Zell unter Aichelberg • Germany
3
Content:
1
General ..................................................................................................................................4
1.1
Introduction.....................................................................................................................4
1.2
Guarantee ......................................................................................................................5
1.3
Intended Use ..................................................................................................................6
1.4
Initial start-up..................................................................................................................6
2
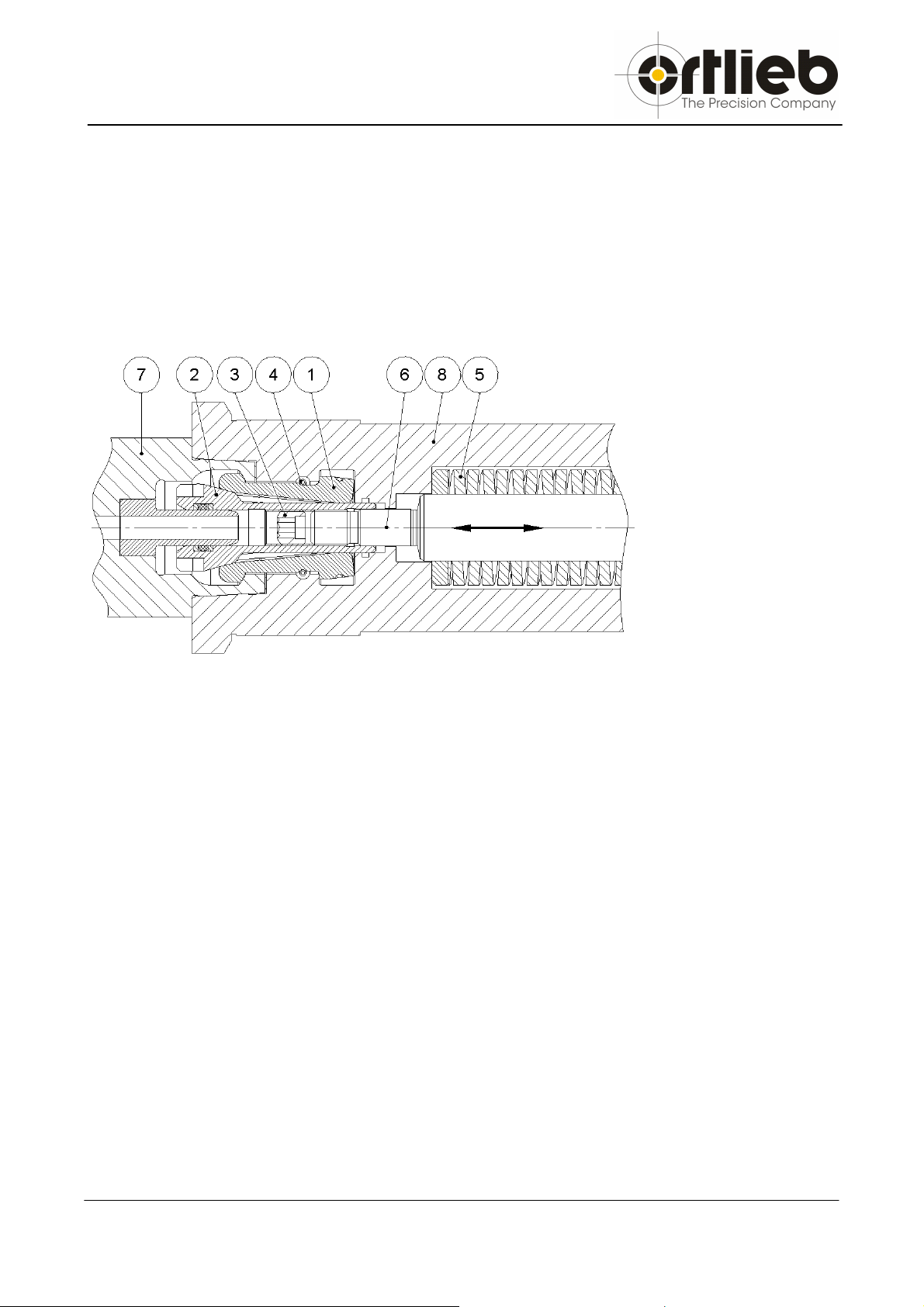
Product-description ................................................................................................................7
2.1
Tool-Grip
®
Standard .......................................................................................................8
2.2
Tool-Grip
®
Repair-kit.......................................................................................................8
2.3
Tool-Grip
®
Maintenance-free ..........................................................................................9
2.4
Tool-Grip
®
with holding function....................................................................................10
3
Accessories..........................................................................................................................11
3.1
Technical data ..............................................................................................................11
3.2
Spare parts...................................................................................................................11
4
Mounting instruction .............................................................................................................12
5
General Safety Instructions ..................................................................................................14
5.1
Checklist for Installation................................................................................................16
5.2
Troubleshooting............................................................................................................18
6
Assembly declaration ...........................................................................................................19
7
Shipping data .......................................................................................................................20