8 | Page
adjusted after the switches are mounted and
adjusted.
Refer to arcing horn assembly drawing
supplied with the order for detailed
information.
Step 14—Installation of Corona Rings and
Balls
If corona rings and balls have been supplied,
install these components as shown on the single
pole drawings.
Important: Prepare areas where ring supports
contact switch parts as per instructions for
aluminum-to-aluminum connections on this
page.
Step15—Final Checks
The completed 3-pole installation should be
checked for the following:
1. In the open position, the blades should be
between 90° to 93°.
2. In closing, blades should make central entry
into their jaws at approximately the same
time.
3. In the closed position, all blades must be in
full contact with jaws.
4. All bolts are tight and all cotter pins are bent
adequately.
5. The single poles are held against or nearly
against their individual rotor bearing stops in
both the open and closed positions and also
the stops on the offset bearing.
6. Operating effort required to operate the
switch is not excessive.
Terminal Connections
The aluminum surface of the terminal
connection provides for easy current transfer.
Notice: In cases where a copper conductor is
used, bolt a tinned terminal clamp (if available)
to the aluminum switch terminal pad.
If a non-tinned terminal clamp is used, apply a
liberal amount of electrical joint grease at the
joint and all over the pad of the fitting.
To connect aluminum – to - aluminum
terminals:
1. Clean all contact surfaces of conductors and
fittings using a stiff wire brush to remove
heavy oxide coatings until the aluminum
finish is visible and restored.
2. Coat these now clean contact areas with a
liberal amount of corrosion inhibitor such as
NO-OX-ID”A Special” or No. 2 EJC.
3. Abrade the contact surface through the
corrosion inhibitor again using the stiff wire
brush.
Notice: Do not remove the compound.
4. Connect the terminals and tighten bolts
To connect copper-to-aluminum terminals:
1. Except for plated surfaces, clean all contact
surfaces of conductors and fittings using a
stiff wire brush to remove heavy oxide
coatings until the aluminum finish is visible
and restored.
2. Prepare any bare copper surfaces in the
usual manner.
3. Coat these now clean contact areas with a
liberal amount of corrosion inhibitor such as
NO-OX-ID “A Special” or no. 2 EJC.
4. Abrade the contact surface through the
corrosion inhibitor using a stiff wire brush.
Notice: Do not remove the electrical joint
grease.
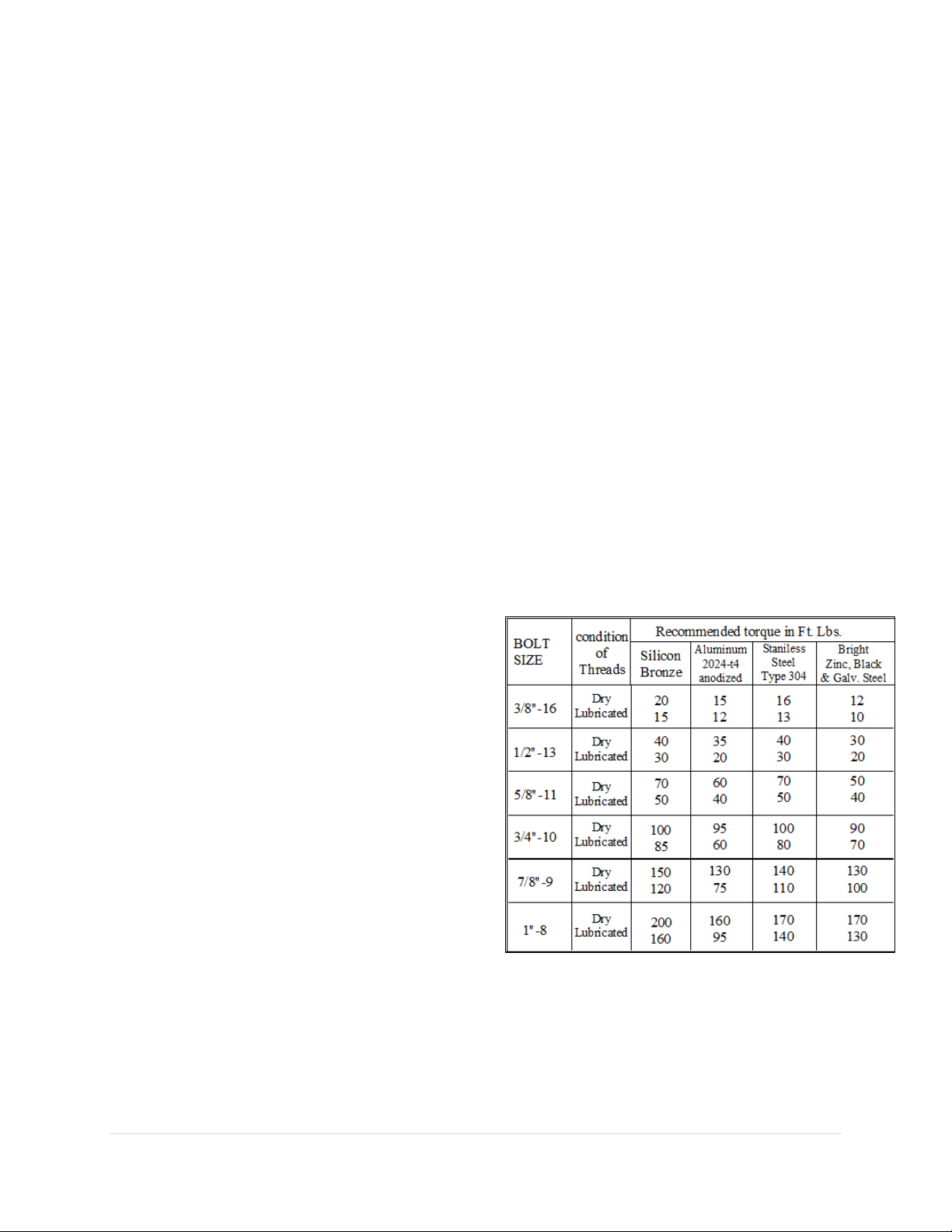
5. Connect the terminals and torque the bolts
as per Table 1.
MAINTENANCE
WARNING
Before servicing the switch, be sure it is
disconnected from all electric power
sources and properly grounded.