For ensuring the safe and correct use of this product, please read and pay attention to all the instructions
and keep this manual so that it can be retrieved whenever needed.
1. Saf ty Al rt Symbols
2. Qualifi d Op rators
Pratt Burnerd clamping equipment may be set up,
operated and maintained by those only who are
trained to do so. Persons handling clamping
equipment who do not possess the necessary
training run the risk of potential injury from the
clamping motion and the forces generated.
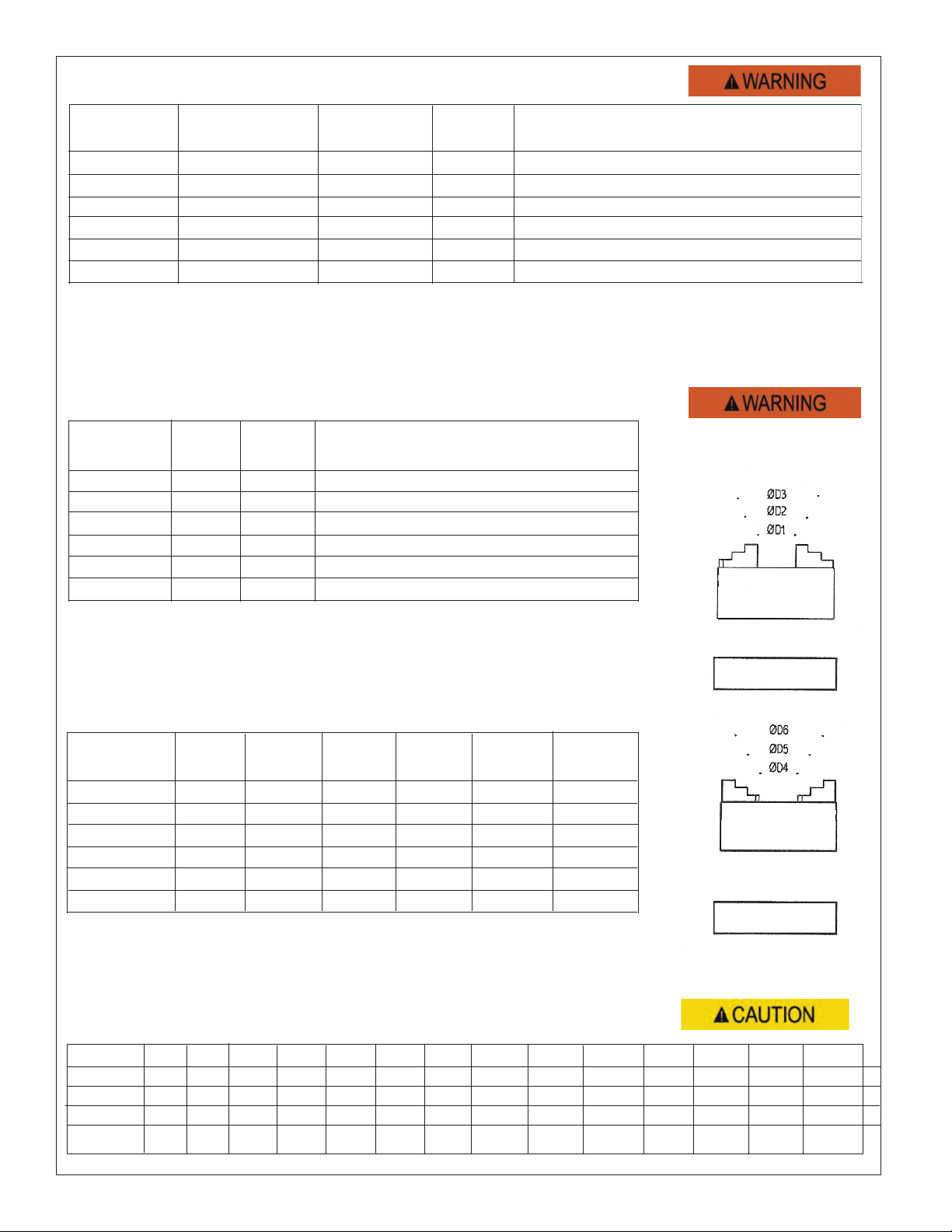
3. Maximum
P rmitt d Sp d
The maximum permitted speed may only be run at
maximum permitted actuation force and using a
perfectly operating chuck. For maximum permitted
speed ratings see page 3.
4. Exc ding Th
P rmitt d Sp d
The centrifugal forces caused by excessive
rotational speeds may result in individual parts of the
clamping device becoming detached or the work
piece being ejected, with the potential to
cause harm to those in the close vicinity,
considerable damage to the machine and the chuck
itself. The maximum speed and the operating
force/pressures are embossed on the body and may
not be exceeded for the reasons mentioned above.
5. Clamping Rang
The maximum clamping range may not be
exceeded, the lack of sufficient engagement
between the clamping jaw and the component part
could cause a negative effect on machining, work
piece ejection or injury to the operator.
For clamping ranges see page 4.
To check the chucking force, it is recommended
using the Pratt Burnerd Radio Frequency Grip
meter. For optimum performance the clamping
force should be checked at regular intervals, the
intervals are dependent on the application, for
more information contact Pratt Burnerd.
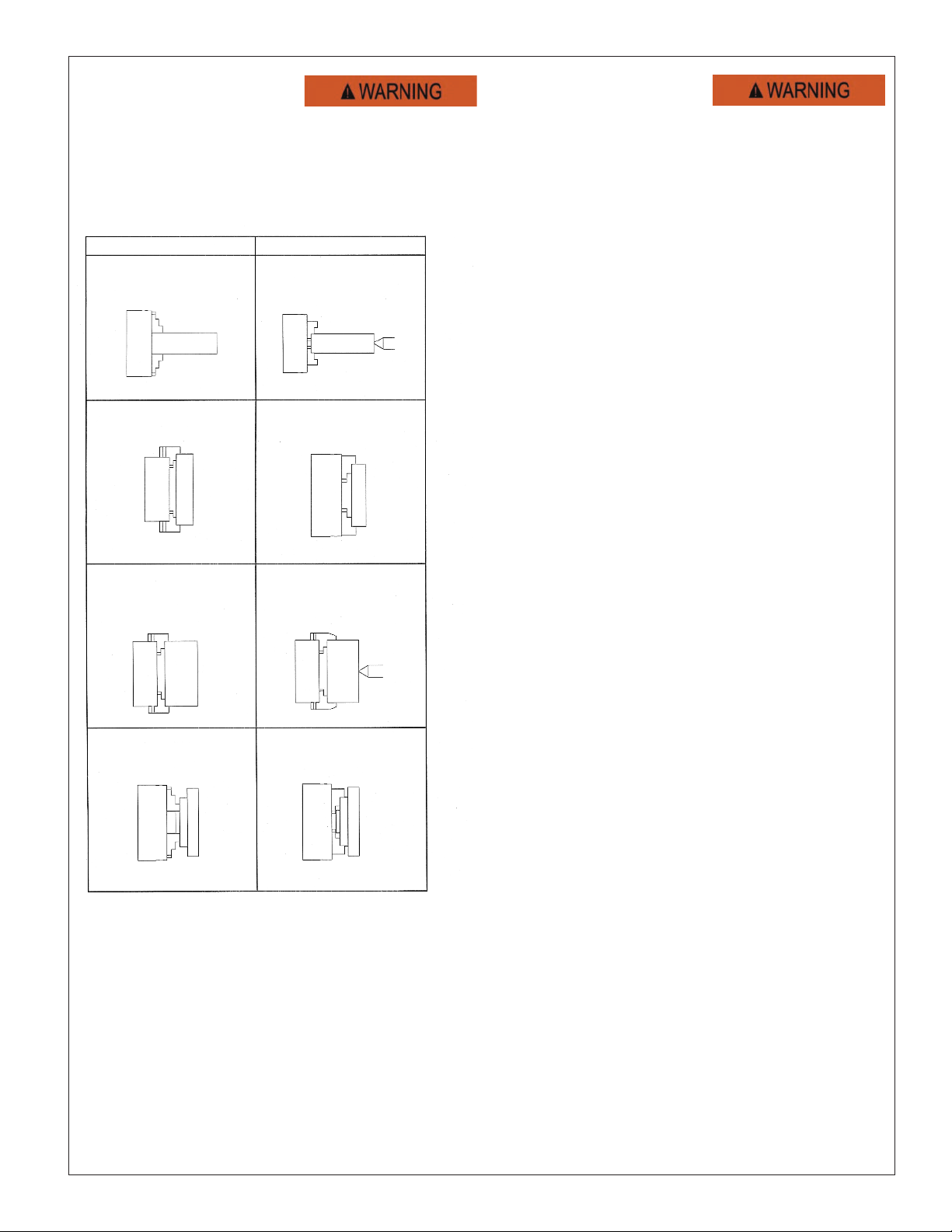
6. Mounting
Clean any excess protective grease from the
chuck and inspect for any damage which may
have occurred in transit. Before mounting the
chuck ensure the machine spindle is running
true by checking the chuck locating faces both
radial and axial directions using a dial indicator
as shown in figure 1. The maximum error should
not exceed 0.005mm full indicator movement
(FIM). Also check the mounting faces are clean
and undamaged. If the chuck is supplied with a
separate mounting adaptor, this should match
the machine spindle and should be secured to it
using the fasteners provided. For torque values
see page 3.
Check the chuck mounting spigot and face for
true running (Fig 2).
The adaptor should run within 0.01mm FIM on
the Face and 0.02mm on the diameter. Wipe
the chuck location faces clean and mount the
chuck to the spindle and adaptor using screws
provided. It is good practice to check the
chuck’s outside diameter and face for the true
running (Fig 3). The chuck may be assessed for
gripping accuracy (Fig 3) by using an accurate
test bar gripped in the chuck and the readings
compared with the particular chucks accuracy
standard.
Figure 1 Figure 2 Figure 3
2