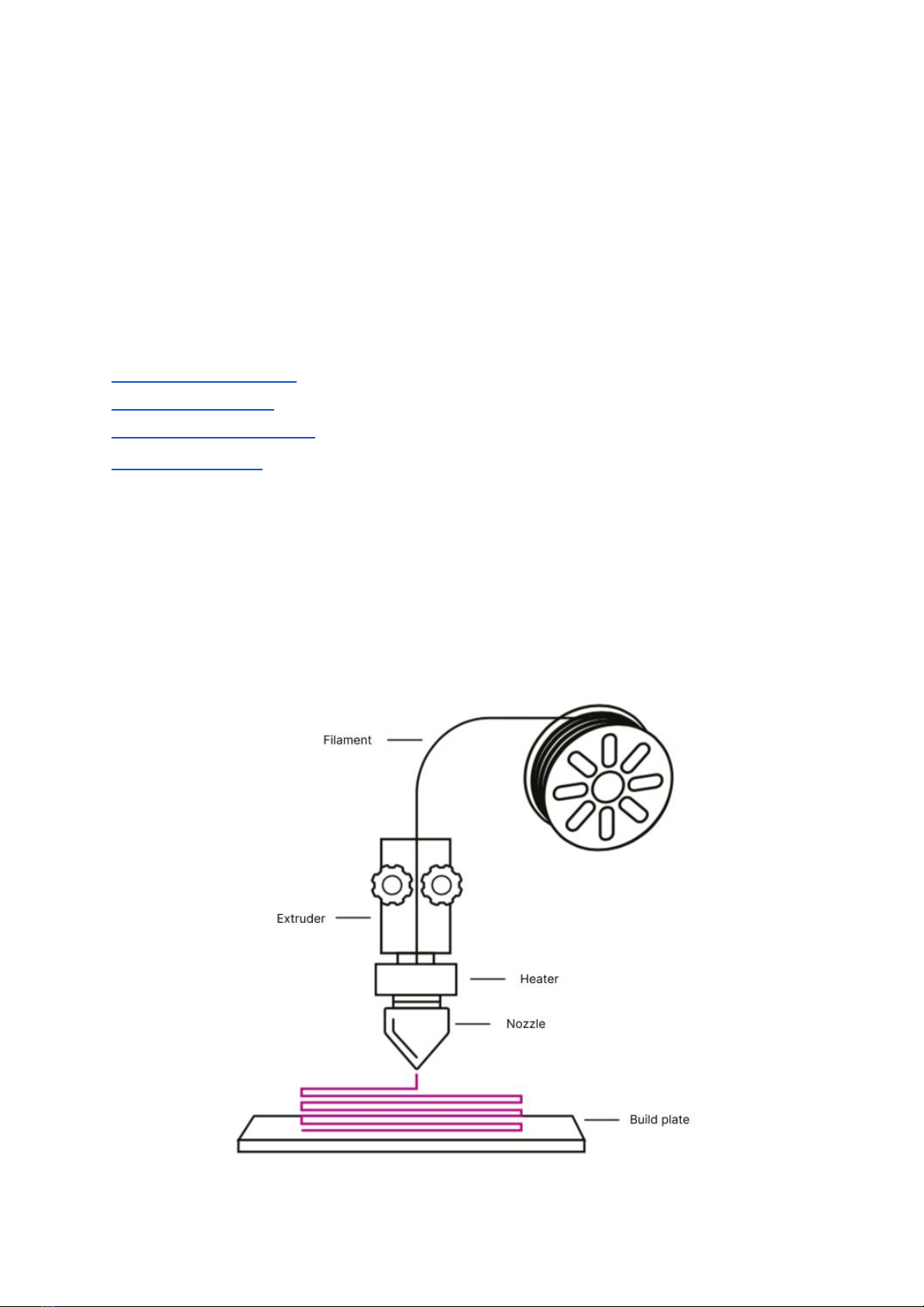
End-of-Filament and Filament Flow control systems detect the filament
availability and the flow by using built-in sensors. Based on the data obtained,
Designer X PRO carries out self-testing and, in case of an abnormal situation due to
the filament absence or uneven flow, automatically starts the problem-solving
algorithm. If the abnormal situation persists, the printing process is suspended and
the printer waits for user’s intervention.
Example: the filament ran short on the spool or broke off during the printing:
Designer X PRO will pause its operation, report the lack of material, and wait for the
filament to be re-loaded to continue printing.
If, during the printing, the nozzle is completely or partially clogged, the material flow
is stopped or impeded: Designer X PRO will detect a change in the uniform flow,
pause printing, and start an automatic high-temperature nozzle cleaning algorithm. If
the nozzle cleaning is successful, the printer will continue printing; otherwise,
printing will pause, and Designer X PRO will inform the user about the problem.
The Profile System stores parameters for working with materials in the printer
memory. The profile settings are used to control the layer time, which allows to
maintain high surface quality when printing small models; as well as to control the
temperature of heating elements, which avoids overheating of the filament above
the thermal barrier and protects the material against degradation in the flow channel.
When the printing starts, the user selects a material profile based on the filament
loaded. Due to the profile system, the same task in .plgx format can be printed using
any thermoplastic filament without re-preparing the printing task.
An adaptive air circulation system uses data from material profiles to create
optimal conditions for printing and to avoid the temperature gradient inside the 3D
printer chamber.
The printing surface control system allows in most cases to timely detect the
weakening of adhesion of the printed model to the platform or the presence of a
foreign object when printing the current layer. If an item comes unstuck or the
printed layer has a wrong shape, the printer will pause printing until the user’s
intervention.
Integrated high-speed print modes. When the printing starts, the user selects a
speed mode in accordance with the expected result. Due to this, the same task in
7